Изобретение относится к абразивной обработке, а именно созданию износостойких поверхностей трения скольжения.
Цель изобретения - повышение производительности процесса за счет совмещения операций абразивной обработки и шаржирования.
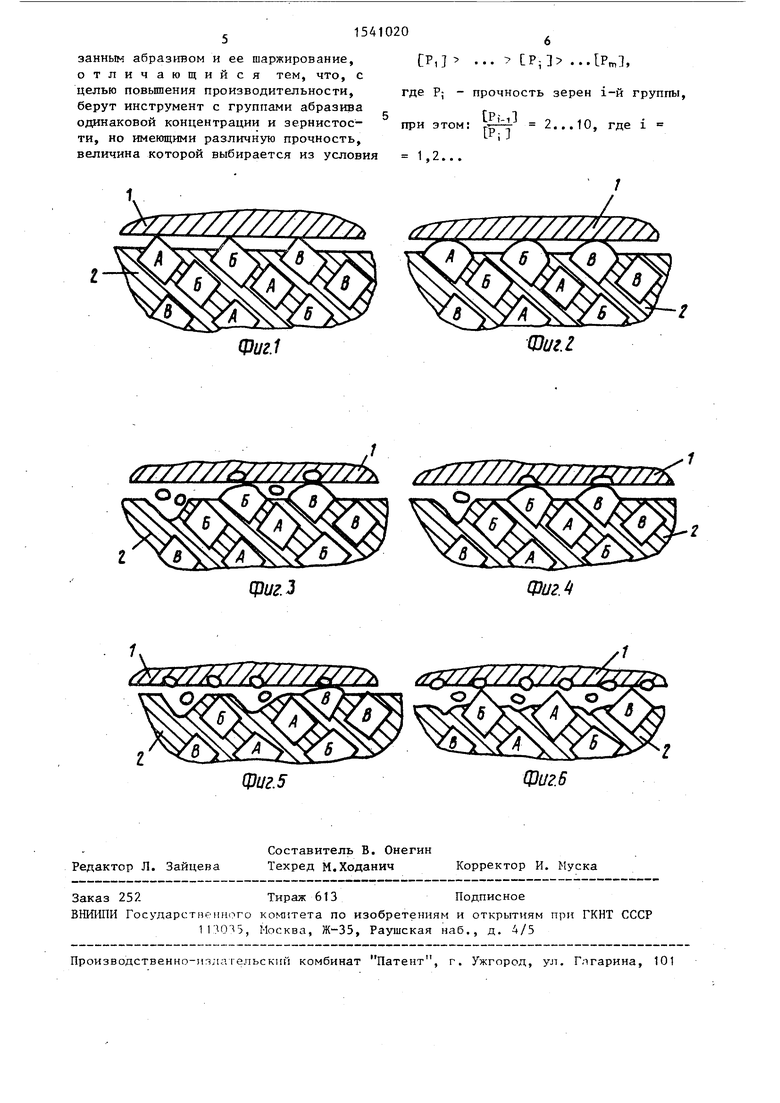
На фиг. 1-6 изображены последовательные этапы получения износостойкой поверхности.
Обработку поверхности 1 и шаржирование производят одновременно, при этом берут инструмент 2 с зернами одинаковой концентрации и зернистости, но имеющими разную прочность, величина которой выбирается из следующего равенства:
Р,... Р, ...Рда,
где J&j} 2-10; ,2...
При реализации предлагаемого способа обработка материала производится абразивным инструментом, в котором используют несколько групп зерен с различной прочностью (фиг. 1). В процессе резания обрабатываемого матери- ,ала вершины зерен притупляются (фиг.2)., вследствие чего повышаются силы резания. Увеличение сил резания приводит к разрушению зерен с наиболее низкой прочностью (условно назовем их зерна группы А). Возникающие осколки от разрушения зерен группы А вдавливаются в обрабатываемый материал зернами средней прочности (группы зерен Б) и наиболее прочными зернами (группа зерен В) (фиг. 3). Внедренные мелкие осколки эаполнровывают режущие вершины зерен групп Б и В, тем самым снижая их режущую способность, и, следовательно, увеличивают
ел
ю
о
силы резания (фиг. 4). Кроме того, воздействие внедренных осколков на зерна групп Б и В также увеличивает нагрузку, действующую на них при обработке. Увеличение сил, действующих на зерна групп Б и В, приводит к разрушению и вырыву из связки зерен группы Б, которые шаржируются в обрабатываемую поверхность (фиг. ).
Описанные процессы увеличивают силу, действующую на зерна при обработке, что приводит к вырыву из связки зерен группы В и их шаржированию
ствие на обрабатываемую поверхность как абразивного инструмента, так и твердого бруска (ролика), например твердосплавного, смонтированного совместно с инструментом в одном корпусе и улучшающего начальное закрепление зерен в обрабатываемом материале.
Пример. Реализация предлагаемого способа проводилась при хонин- говании гильз 0110 из чугуна СЧ21. Шаржирование гильз осуществлялось одновременно с хонингованием за счет
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1989 |
|
SU1706838A1 |
| Способ хонингования гильз цилиндров двигателей внутреннего сгорания | 1988 |
|
SU1611706A1 |
| Способ ультразвуковой доводки отверстий алмазосодержащим инструментом | 1986 |
|
SU1731597A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Способ обработки гильзы цилиндра с шаржированием ее поверхности абразивными частицами | 1985 |
|
SU1284792A1 |
| Способ финишной обработки гильз цилиндров двигателей | 1981 |
|
SU973310A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
Изобретение относится к абразивной обработке и может быть использовано для создания износостойких поверхностей трения скольжения. Целью изобретения является повышение производительности процесса за счет совмещения операций абразивной обработки и шаржирования. Для этого обработку поверхности производят связанным абразивом, содержащим группы зерен абразива с различными характеристиками. При этом используются группы абразивов одинаковой концентрации и зернистости, но имеющие различную прочность, которая выбирается из условия, что прочность абразива в каждой последующей группе меньше, чем в предыдущей, и соотношение их прочностей составляет от 2 до 10 раз. 1 табл., 6 ил.
в обрабатываемую поверхность под дей- ,,. использования брусков с алмазными
ствием вновь вступающих в обработку зерен, находящихся в инструменте (фиг. 6). Процесс неразделим во времени. Увеличение сил, действующих на отдельные зерна, приводит к их разрушению, вырыву из связки и шаржированию в обрабатываемый материал как осколков, так и остатков зерен, выпавших из связки.
Для улучшения процесса обработки предусматривается поочередное воздей20
25
зернами различной прочности,, указа ной в таблице.
Для сравнения был реализован из вестный способ в две операции. На первой операции хонингование бруск ми АБХ 125х8х7х5-АС32-125/100-50% в течение 1 мин. На второй операци шаржирование поверхности зернами к бида кремния зернистости М20 с исп зованием подпружиненных твердоспла ных брусковs время шаржирования Зм
Прочность зерен взята по ГОСТ 9206-80.
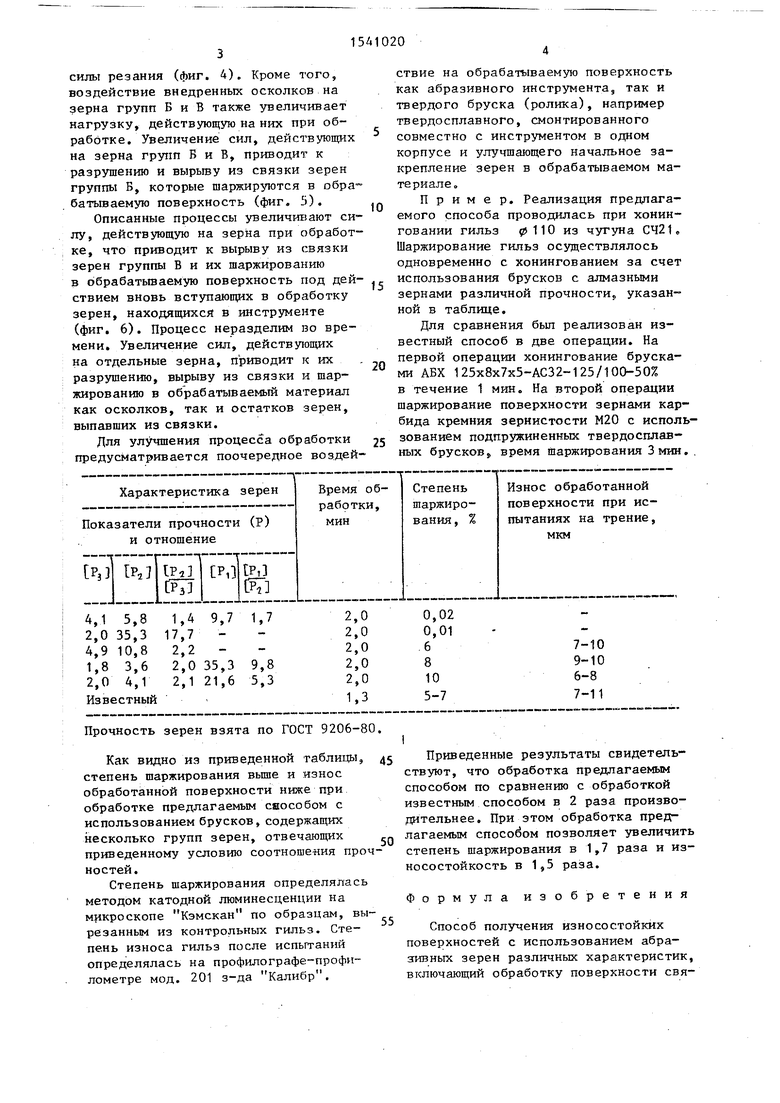
Как видно из приведенной таблицы, степень шаржирования выше и износ обработанной поверхности ниже при обработке предлагаемым снособом с использованием брусков, содержащих несколько групп зерен, отвечающих приведенному условию соотношения про ностей.
Степень шаржирования определялась методом катодной люминесценции на микроскопе Кэмскан по образцам, вырезанным из контрольных гильз. Степень износа гильз после испытаний определялась на профилографе-профи- лометре мод. 201 з-да Калибр.
зернами различной прочности,, указанной в таблице.
Для сравнения был реализован известный способ в две операции. На первой операции хонингование брусками АБХ 125х8х7х5-АС32-125/100-50% в течение 1 мин. На второй операции шаржирование поверхности зернами карбида кремния зернистости М20 с использованием подпружиненных твердосплавных брусковs время шаржирования Змин.
Приведенные результаты свидетельствуют, что обработка предлагаемым способом по сравнению с обработкой известным способом в 2 раза производительнее. При этом обработка предлагаемым способом позволяет увеличить степень шаржирования в 1,7 раза и износостойкость в 1,5 раза.
Формула изобретения
Способ получения износостойких поверхностей с использованием абразивных зерен различных характеристик, включающий обработку поверхности свя1.
/
т//////77 7777////////г//7 ъ
Фиг.1
Фиг.З
/
(Dt/г.г
Фиг. 4
| Способ обработки гильзы цилиндра с шаржированием ее поверхности абразивными частицами | 1985 |
|
SU1284792A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
