(21)4403268/23-12
(22)04.04.88
(46) 07.02.90. Бюл. 5
(71)Колпинское отделение Всесоюзного научно-исследовательского и проектно- конструкторского института металллур- гического машиностроения им. А.И.Це- ликова
(72)А.А.Громов, А.А.Тавруев и Р.А.Лейзерман
(53)677,053.2(088.8)
(56)Патент США f 4466578, кл, 242-65, 1984,
(54)УСТРОЙСТВО ДЛЯ НАМОТКИ ГИБКОГО МАТЕРИАЛА
(57)Изобретение относится к области
производства и смотки гибких изделий и позволяет повысить надежность про цесса смотки. Движущаяся лента 13 с установки попадает в раструб 2, направляемая потоком воздуха из сопел 15 проходит в желоб 3 и, изгибаясь по спирали, вводится во внутреннюю полость оправки 1. Вращаясь, оправка 1 уводит ленту от места ее соприкосновения с внутренней цилиндрической поверхностью оправки 1 и формирует первый слой рулона. После поворота оправки на 360°на первый слой ленты накладывают второй. Ленту 13 сматывают в рулон от наружных слоев к внутренним. 1 з.п. ф-лы, 5 ил.
с
«
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| УСТРОЙСТВО для НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU259280A1 |
| Устройство для регулирования натяжения лент | 1972 |
|
SU451136A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ГИБКИХ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2515192C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| Установка для изготовления и смотки в рулон быстрозакаленной ленты | 1989 |
|
SU1639810A1 |
| НАМОТОЧНЫЙ СТАНОК | 2015 |
|
RU2591125C1 |
Изобретение относится к области производства и смотки гибких изделий и позволяет повысить надежность процесса смотки. Движущаяся лента 13 с установки попадает в раструб 2, направляемая потоком воздуха из сопел 15 проходит в желоб 3 и, изгибаясь по спирали, вводится во внутреннюю полость оправки 1. Вращаясь, оправка 1 уводит ленту от места ее соприкосновения с внутренней цилиндрической поверхностью оправки 1 и формирует первый слой рулона. После поворота оправки на 360° на первый слой ленты накладывают второй. Ленту 13 сматывают в рулон от наружных слоев к внутренним. 1 з.п. ф-лы, 5 ил.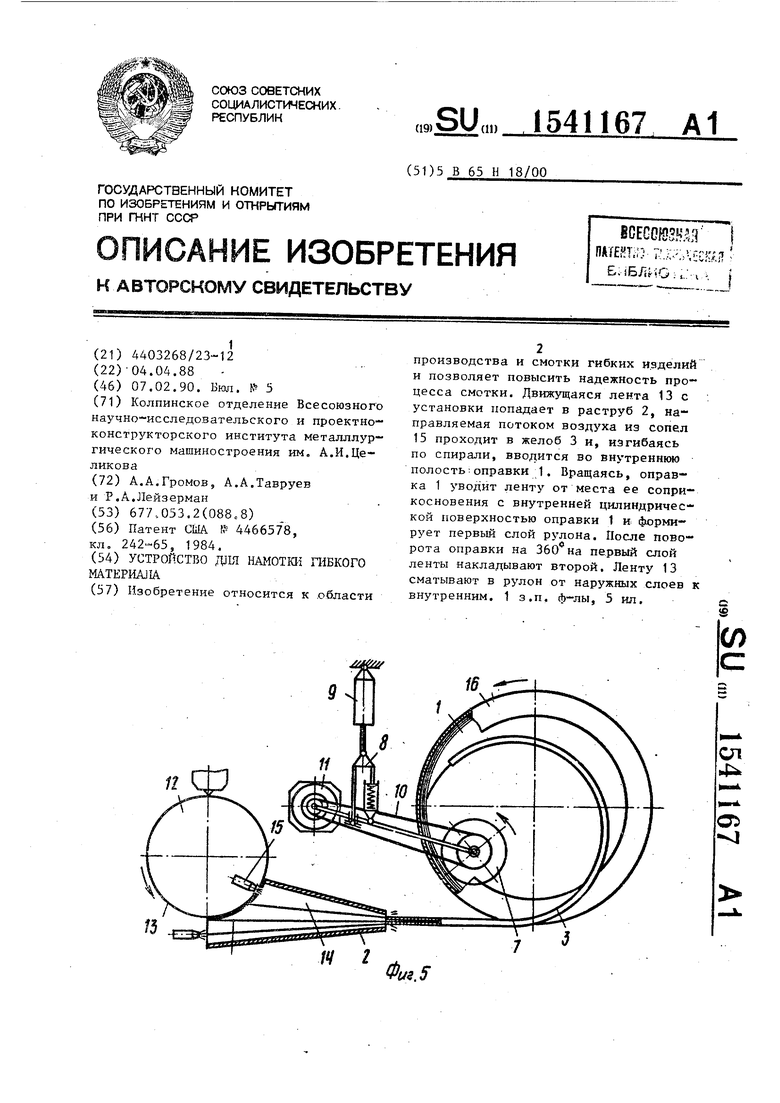
15
СЛ
Јъ
ОЪ vj
Фи.5
Изобретение относится к области Производства и смотки в рулоны гибких изделий, а именно тончайших лент, получаемых сверхбыстрой закалкой жидких сплавов и отличающихся большими Скоростями движения и повышенной хрупкостью.
Цель изобретения - повышение на- Деж:ности работы.
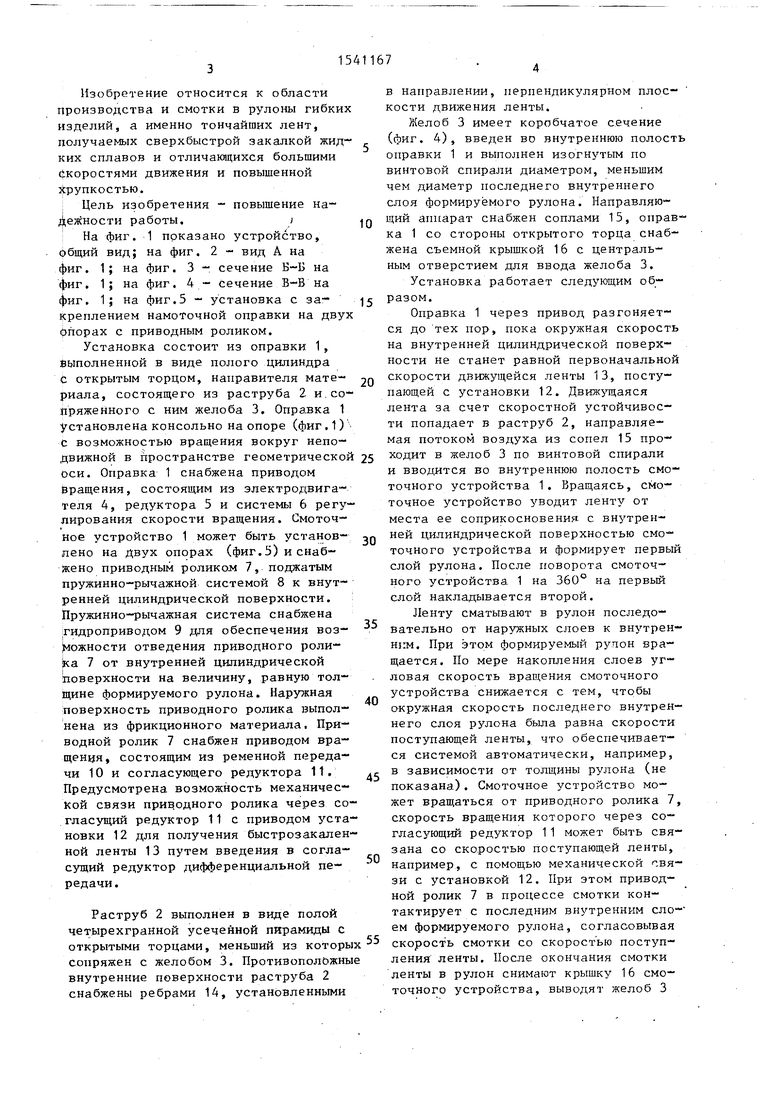
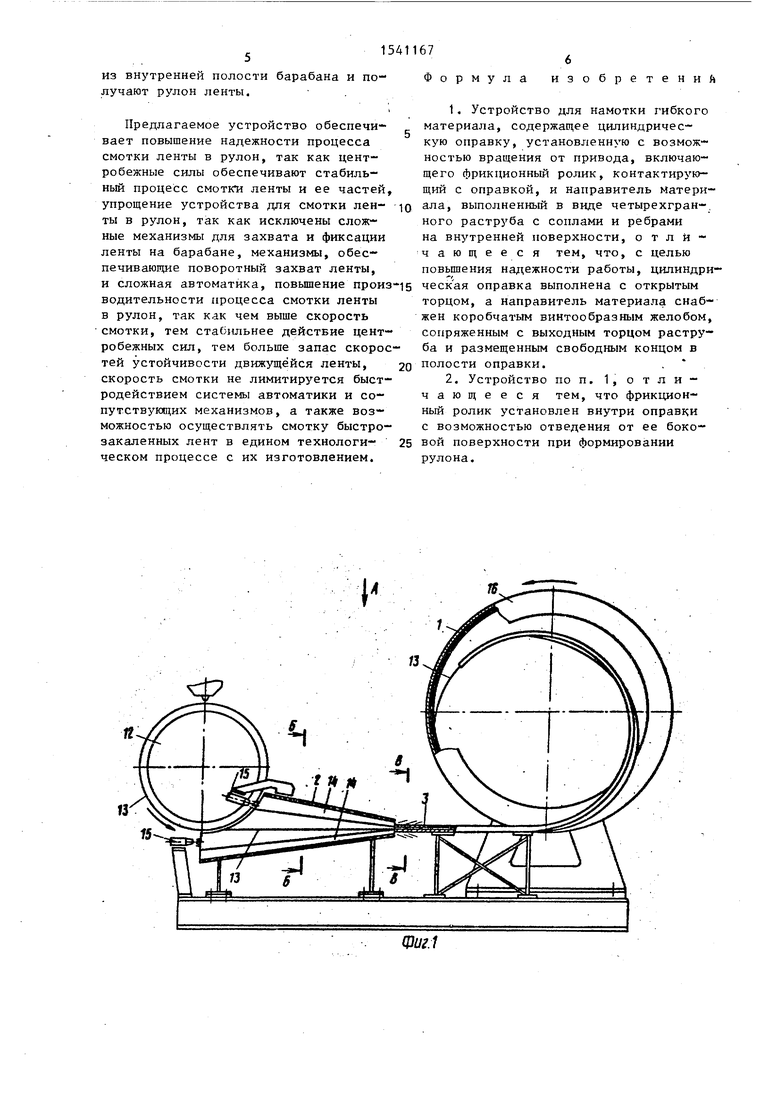
На фиг. 1 показано устройство, Общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг.5 - установка с закреплением намоточной оправки на двух Опорах с приводным роликом.
Установка состоит из оправки 1, выполненной в виде полого цилиндра с открытым торцом, направителя материала, состоящего из раструба 2 и сопряженного с ним желоба 3. Оправка 1 установлена консольно на опоре (фиг.1) с возможностью вращения вокруг неподвижной в пространстве геометрической оси. Оправка 1 снабжена приводом Вращения, состоящим из электродвигателя 4, редуктора 5 и системы 6 регулирования скорости вращения. Смоточ- Ное устройство 1 может быть установлено на двух опорах (фиг.5) и снабжено приводным роликом 7, поджатым пружинно-рычажной системой 8 к внутренней цилиндрической поверхности. Пружинно-рычажная система снабжена гидроприводом 9 для обеспечения воз- ожности отведения приводного роли- ka 7 от внутренней цилиндрической поверхности на величину, равную толщине формируемого рулона. Наружная поверхность приводного ролика выполнена из фрикционного материала. Приводной ролик 7 снабжен приводом вращения, состоящим из ременной передачи 10 и согласующего редуктора 11. Предусмотрена возможность механической связи приводного ролика через со- гласущий редуктор 11с приводом установки 12 для получения быстрозакален ной ленты 13 путем введения в согла- сущий редуктор дифференциальной передачи.
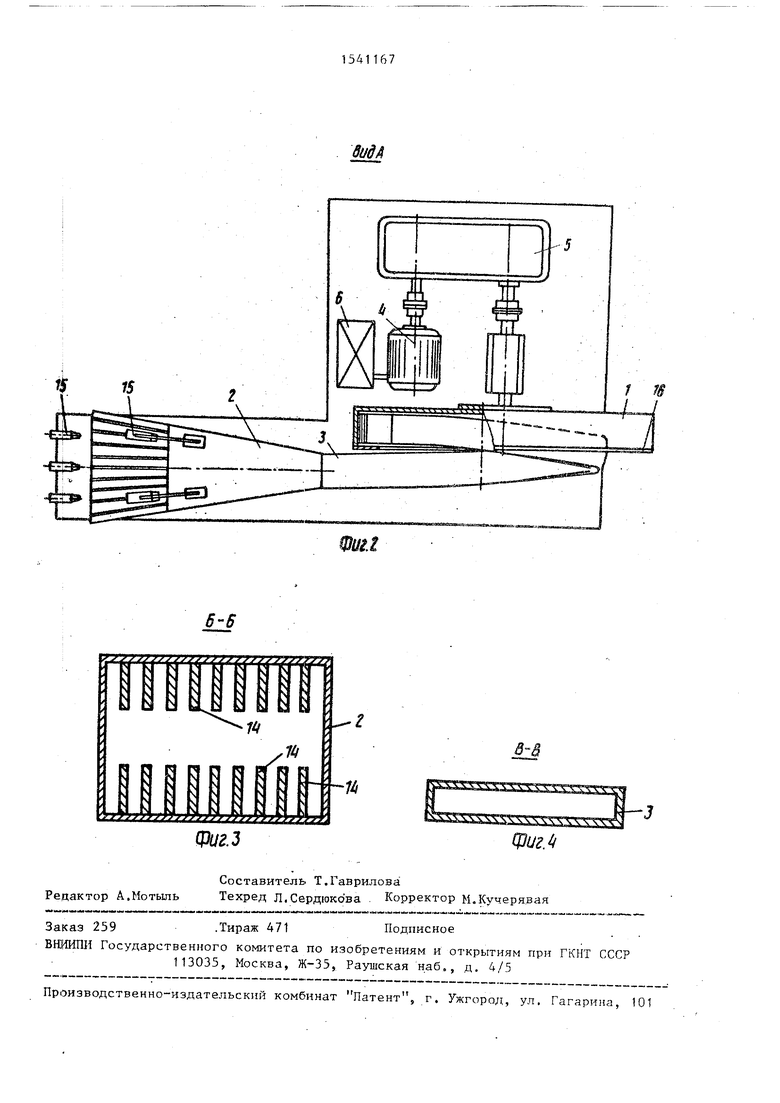
Раструб 2 выполнен в виде полой четырехгранной усеченной пирамиды с открытыми торцами, меньший из которых сопряжен с желобом 3. Противоположные внутренние поверхности раструба 2 снабжены ребрами 14, установленными
0
5
0
5
0
5
0
5
в направлении, перпендикулярном плоскости движения ленты.
Желоб 3 имеет коробчатое сечение (фиг. 4), введен во внутреннюю полость оправки 1 и выполнен изогнутым по винтовой спирали диаметром, меньшим чем диаметр последнего внутреннего слоя формируемого рулона. Направляющий аппарат снабжен соплами 15, оправка 1 со стороны открытого торца снабжена съемной крышкой 16 с центральным отверстием для ввода желоба 3.
Установка работает следующим образом.
Оправка 1 через привод разгоняется до тех пор, пока окружная скорость на внутренней цилиндрической поверхности не станет равной первоначальной скорости движущейся ленты 13, поступающей с установки 12. Движущаяся лента за счет скоростной устойчивости попадает в раструб 2, направляемая потоком воздуха из сопел 15 проходит в желоб 3 по винтовой спирали и вводится во внутреннюю полость смо- точного устройства 1. Вращаясь, смо- точное устройство уводит ленту от места ее соприкосновения с внутренней цилиндрической поверхностью смо- точного устройства и формирует первый слой рулона. После поворота сметочного устройства 1 на 360° на первый слой накладывается второй.
Ленту сматывают в рулон последовательно от наружных слоев к внутренним. При этом формируемый ручон вращается. По мере накопления слоев угловая скорость вращения смоточного устройства снижается с тем, чтобы окружная скорость последнего внутреннего слоя рулона была равна скорости поступающей ленты, что обеспечивается системой автоматически, например, в зависимости от толщины рулона (не показана). Смоточное устройство может вращаться от приводного ролика 7, скорость вращения которого через согласующий редуктор 11 может быть связана со скоростью поступающей ленты, например, с помощью механической связи с установкой 12. При этом приводной ролик 7 в процессе смотки контактирует с последним внутренним ело- ем формируемого рулона, согласовывая скорость смотки со скоростью поступления ленты. После окончания смотки ленты в рулон снимают крышку 16 сметочного устройства, выводят желоб 3
из внутренней полости барабана и получают рулон ленты.
Предлагаемое устройство обеспечи- вает повышение надежности процесса смотки ленты в рулон, так как центробежные силы обеспечивают стабильный процесс смотк и ленты и ее частей, упрощение устройства для смотки ленты в рулон, так как исключены сложные механизмы для захвата и фиксации ленты на барабане, механизмы, обеспечивающие поворотный захват ленты,
и сложная автоматика, повышение произ-|5 ческая оправка выполнена с открытым
водительности процесса смотки ленты в рулон, так как чем выше скорость смотки, тем стабильнее действие центробежных сил, тем больше запас скоростей устойчивости движущейся ленты, скорость смотки не лимитируется быстродействием системы автоматики и сопутствующих механизмов, а также возможностью осуществлять смотку быстро- закаленных лент в едином технологическом процессе с их изготовлением.
ормула
6
И 3
обретений
торцом, а направитель материала снабжен коробчатым винтообразным желобом, сопряженным с выходным торцом раструба и размещенным свободным концом в полости оправки.
; IB
лд
