Изобретение относится к металлургии и может быть использовано при производстве тонких лент методом сверхбыстрого охлаждения из жидких сплавов.
Цель изобретения - повышение надежности задачи ленты на барабан и тем самым всего процесса смотки.
На фиг. 1 показана установка; на фиг. 2 - узел I на фиг. 1.
Установка состоит из охлаждающегося цилиндра 1, привода 2 его вращения, емкости 3 для расплава, насадки 4 с профилированным отверстием для расплава,корпуса в виде двуплечего рычага 5, который через ось 6 соединен с ползуном 7, связанного через механизм 8 перемещения ползуна и пружину 9 с основанием 10.
Двуплечий рычаг через механизм 11 поворота рычага и пружину 12 связан с ползуном, находящимся в направляющих 13. На корпусе смонтированы ролики 14 и 15, которые через бесконечный ремень 16 прижаты к охлаждающему цилиндру 1, причем ролик 14 прижат через ленту 17. Усилие прижима роликов может регулироваться с помощью механизмов 8 и 11.
Ролики 18 также закреплены на поворотном рычаге и служат для направления бесконечного ремня. Груз 19 с роликом 20 может перемещаться в вертикальном направлении и компенсировать изменение периметра ремня, охватывающего сердечник с наматываемой лентой.
Нож 21 располагается между роликами 14 и 15 и может быть закреплен либо на поворотном рычаге 5, либо на отдельном, не связанном с рычагом механизма. Нож выполнен с каналами 22 для прохождения воздуха. Сердечник 23 охватывается бесконечным ремнем 16. Ось 24 сердечника может перемещаться в направляющих 25, закрепленных на корпусе.
Установка работает следующим образом.
Расплав из емкости 3 через насадку 4 с профилированным отверстием попадает на поверхность охлаждающего цилиндра 1, приводимого во вращение приводом 2, За время движения к ролику 14 расплав остывает. Охлажденная лента i попадает под ролик 14. который охватывается бесконечным ремнем 16. Нож 21 отделяет ленту от охлаждающего цилиндра. Лента задается по направляющей щели, образуемой ножом и ремнем, охватывающим ролик 14. При дальнейшем движении лента попадает между сердечником и ремнем, охватывающим сердечник. В процессе движения лента 17 прижимается струями воздуха к ремню 16 и
сердечнику 23 с лентой при прохождении ее напротив ножа.
Воздух поступает по каналам 22. Сердечник приводится во вращение ремнем 16,
охватывающим ролики 14 и 15 и сердечник 23 с лентой 17. Ремень роликами 14 и 15 прижимается к охлаждающему цилиндру 1 и за счет сил трения приводится в движение. На фиг. 1 стрелками показано направление
0 вращения охлаждающего цилиндра и сердечника. Сердечник 23 вращается вокруг оси 24. По мере увеличения диаметра сердечника с лентой ось 24 смещается в направляющих 25. Частота вращения ролика
5 14 выше, чем ролика 15, так как ролик 14 вступает в контакт с охлаждающим цилиндром 1 через толщину ленты 17, а ролик 15 взаимодействует с цилиндром 1 на меньшем радиусе, который равен радиусу охлаж0 дающего цилиндра 1. Скорость поступления ремня 16 к сердечнику 23 с лентой 17 выше скорости ремня после ролика 15. В результате происходит увеличение периметра ремня, охватывающего сердечник.
5Возникающие погрешности компенсируются за счет проскальзывания ремня относительно ленты, которые могут вызывать незначительные растягивающие напряжения в ленте. Изменение периметра ремня,
0 охватывающего сердечник 23, обеспечивается за счет перемещения вверх груза 19 с роликом 20. Направление ремня в процессе работы обеспечивается роликами 18. Ролик
14контактирует также с сердечником 23 че- 5 рез ремень 16 и намотанную на него ленту
17. Радиус сердечника с лентой в месте контакта с роликом 14 больше на толщину ленты, чем радиус сердечника с лентой в месте контакта с роликом 15. Как ролик 14, так и
0 ролик 15 обеспечивают одинаковую угловую скорость сердечника с лентой.
На фиг, 2 показано место контакта роликов 14 и 15 с охлаждающим цилиндром 1 и сердечником 23. Увеличенная частота вра5 щения ролика 14 по сравнению с роликом
15позволяет автоматически менять периметр ремня, охватывающего сердечник с лентой, обеспечивает необходимую частоту вращения сердечника. Ролик 14 исключает
0 возможность отслоения ленты от охлаждающего цилиндра при отделении ее от цилиндра ножом.
Смоточное устройство автоматически учитывает толщину ленты 17, частоту враще5 ния охлаждающего цилиндра 1 и обеспечивает необходимую частоту вращения сердечника, автоматическое захлестывание петли, повторный захват ленты и захлестывание петли. Расположение смоточного устройства на поворотном корпусе 5,
связанном шарнирно осью 6 с ползуном 7, позволяет регулировать усилие прижатия роликов 14 и 15 к охлаждающему цилиндру, перемещая ползун 7 в направляющих 13, закрепленных на основании 10 с помощью механизма 8 и пружины 9, и поворачивая рычагбспомощьюмеханизма 11 и пружины 12, а также при переточке охлаждающего цилиндра отвести смоточное устройство в нерабочее положение, поворачивая его вок- руг оси 6.
Применение изобретения обеспечивает надежность работы установки.
Формула изобретения 1. Установка для изготовления и смотки в рулон быстрозакаленной ленты, содержащая охлаждающий приводной горизонталь- ный цилиндр, емкость и насадку с профилированным отверстием для расплава, а также смоточный барабан, установлен- ный в корпусе, отличающаяся тем,
что, с целью повышения надежности задачи ленты на барабан и тем самым всего процесса смотки, она снабжена направляющими, двумя прижимными роликами и бесконечным ремнем, охватывающим все ролики и барабан, причем ось барабана установлена в направляющих, рзмещенных на корпусе, с возможностью перемещения в горизонтальной плоскости, а также снабжена установленным между прижимными роликами ножом, выполненным с каналами для прохождения воздуха, и ползуном, на котором установлен корпус и который имеет возможность горизонтального перемещения перпендикулярно оси охлаждающего цилиндра.
2. Установка по п. 1,отличающаяся тем, что, с цельюулучшения условий обслуживания, корпус выполнен в виде рычага, свя- заннного горизонтальным шарниром с ползуном.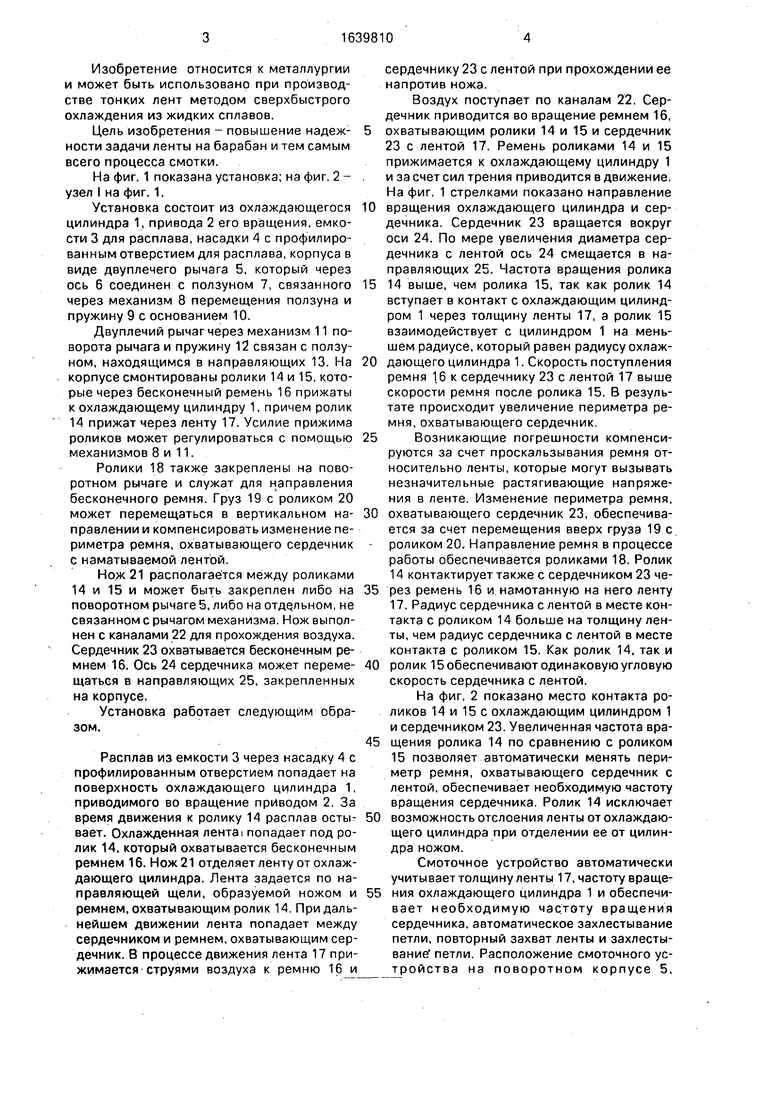
| название | год | авторы | номер документа |
|---|---|---|---|
| Прядильно-армирующий аппарат | 1971 |
|
SU456058A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |
| Устройство для намотки гибкого материала | 1988 |
|
SU1541167A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМОТКИ ТОНКОЙ АМОРФНОЙ ЛЕНТЫ, СХОДЯЩЕЙ С ЛИТЕЙНОГО БАРАБАНА | 2010 |
|
RU2428277C1 |
| Способ непрерывного литья быстрозакаленной ленты | 1988 |
|
SU1581468A1 |
| Устройство для образования запаса пряжи при перемотке | 1930 |
|
SU40893A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| Устройство намотки непрерывнолитой ленты | 1988 |
|
SU1740126A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
Изобретение относится к металлургии и может быть использовано при производстве тонких лент методом сверхбыстрого лаждения из жидких сплавов. Цель изобретения - повышение надежности, задачи ленты на барабан и тем самым всего процесса смотки. Для этого устройство снабжено двумя роликами 14 и 15 и бесконечным ремнем 16, охватывающим ролики и сматывающий сердечник, что позволяет вести смотку без обрезки и зажима конца ленты и обеспечивает автоматическое согласование скоростей вращения сердечника и охлаждающего цилиндра 1, а также возобновлять смотку после обрыва ленты без переналадки установки. Выполнение корпуса 5 крепления сердечника, роликов в виде рычага с осью вращения 6 позволяет улучшить условия обслуживания установки при ремонтах и осмотрах. 1 з.п. ф-лы, 2 ил. I 18 25 О 00 Ч) со О 
| Патент США № 4239187, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Королев А.А | |||
| Механическое оборудование прокатных и трубных цехов | |||
| М. | |||
| Металлургия | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
