Изобретение относится к технологии производства поливинилхлоридных (ПВХ) пленок, используемых для лицевого слоя рулонных материалов полов. N Целью изобретения является повышение износостойкости и снижение раз- нотолщинности и усадки пленки.
П р и м е р 1 (сравнительный). Рецептура композиции для изготовления пластифицированной поливинилхлоридной пленки, мае.ч.:
Поливинилхлорид суспензионный марки С-6359 ЮО Пластификатор-диоктил- фталат29
Бэростаб1,57
Тринонилфенилфосфит 0,12 Стеарин0,5
Способ получения пленки из пластифицированного поливинилхлорида включает в себя следующие стадии;а) смешение компонентов; б) пластификация композиции на экструдере - температура I зоны 130°С, И зоны С, скорость вращения шнека 8-50 об/мин; в) пластикация композиции на Зальцах - температура I валка 150°С, II валка 170°С, скорость вращения 28-30 м/мин, зазор 1,2 мм; г) каландрование пленочного полотна - температура валков каландра,С; I 170, II 168, III -170, IV 180, скорость
СП
Ј
ГС
ю ел
валков каландра, м/мин: I 15, II 16, III 18, IV 20; д) съем пленочного полотна с каландра с помощью съемного устройства: температура I, II и III пар съемного устройства 16Q, и 120°С, скорость вращения валков съемного устройства 25 м/мин; е) охлаждение пленки на охлаждающих барабанах до комнатной температуры - скорость вращения охлаждающих барабанов 26 м/мин; ж) намотка пленки - скорость намотки 27 м/мин.
Степень вытяжки пленки между четвертым Ёалом каландра и съемным уст роиством
100% 25%.
100% 35%.
25 - 20
Общая степень вытяжки между четвертым валом каландра и намоткой
27 - 20
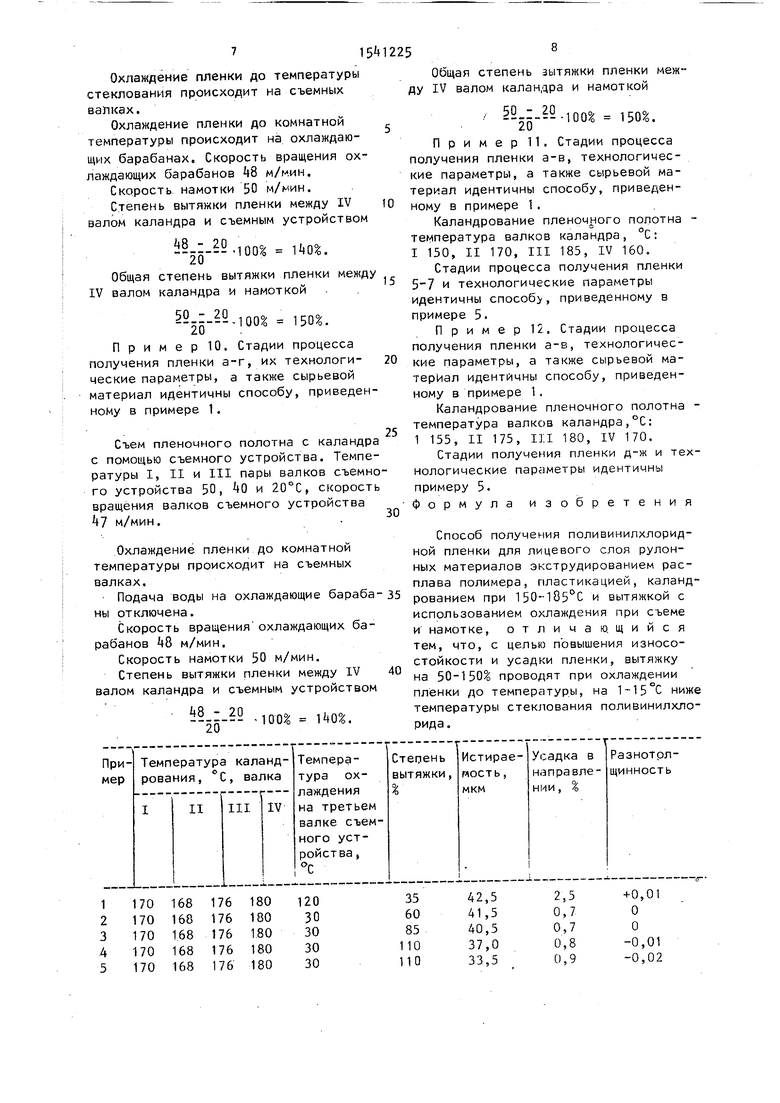
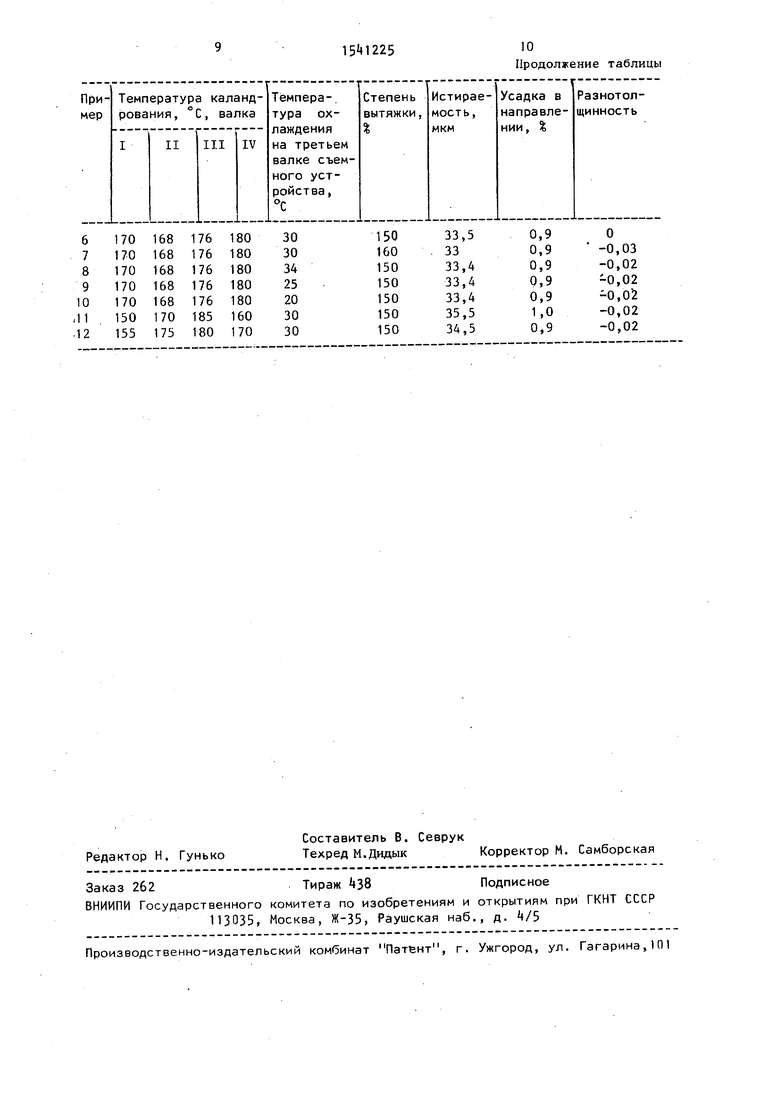
Основные технологические параметр v, физико-механические показатели по- лученной пленки приведены в таблице.
П р и м е р 2. Стадии процесса получения пленки а-г, технологически параметры, а также сырьевой материал идентичны способу, приведенному в пр мере 1.
Съем пленочного полотна с каландра проводится с помощью съемного устройства. Температуры I, II и III пары валков съемного устройства 70- 50-30°С, скорость вращения валков съемного устройства 30 м/мин.
Охлаждение пленки до температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающих барабанах. Скорость вращения охлаждающих барабанов 31 м/мин.
Намотка пленки со скоростью 32 м/ми
Степень вытяжки пленки между четвертым валом каландра и съемным-устройством
---2$- 1°0% 50%
Общая степень вытяжки пленки между четвертым валом каландра и намоткой
-1- -100% 60%.
и м е р 3. Стадии получения а-г, их технологические пара- а также сырьевой материал
5
0
идентичны способу, приведенному в примере 1.
Съем пленочного полотна с каландра проводится с помощью съемного устройства. Температура I, II и III пары валков съемного устройства 70, 50 и 30°С. Скорость вращения валков съемного устройства 35 м/мин.
Охлаждение пленки ниже температуры стеклования происходит на съемных валках.
Охлаждение пленки происходит на охлаждающих барабанах до комнатной температуры. Скорость вращения охлаждающих барабанов 3& м/мин.
Намотка пленки со скоростью 37 м/мин.
Степень намотки вытяжки пленки между четвертым валом каландра и намоткой
5
Q
5
5
0
0
5
100% 85%.
II -9 20
Пример. Стадии процесса получения пленки а-г, их технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1.
Съем пленочного полотна с каландра происходит с помощью съемного устройства. Температура I, II и III пары валков съемного устройства 70, 50 и 30°С. Скорость вращения валков съемного устройства 40 м/мин, охлаждение пленки до температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающих барабанах. Скорость вращения охлаждающих барабанов k м/мин. Намот-- ка пленки со скоростью k2 м/мин.
Степень вытяжки пленки между IV валом каландра и съемным устройством
40 20
20
Общая степень вытяжки пленки между IV валом каландра и намоткой
k2 100% 100%.
20 20 П р и м е р 5. получения пленки ческие параметры,
100% 110%.
, Стадии процесса а-г, их технологиа также сырьевой материал идентичны способу, приведенному в примере 1.
Съем пленочного полотна с каландра происходит при помощи съемного устройства. Температура I, II и III
51
пары валков съемного устройства 7050-30 С. Скорость вращения валков съемного устройства м/мин. Охлаждение пленки ниже температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающи барабанах. Скорость вращения охлаждающих барабанов 8 м/мин. Скорость намотки 9 м/мин.
Степень вытяжки пленки между IV валом каландра и съемным устройством
100 Й0%.
М - 20 20
Общая степень вытяжки пленки межд IV валом каландра и намоткой равна
--100% 150.
П р и м е р 6. Стадии процесса получения пленки а-г, их технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1 .
Съем пленочного полотна с каландра происходит с помощью съемного устройства. Температура I, II и III пары валков съемного устройства 70, 50 и 30°С. Скорость вращения валков съемного устройства 28 м/мин.
Охлаждение пленки ниже температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающи барабанах. Скорость вращения охлаждающих барабанов 29 м/мин.
Скорость намотки 30 м/мин.
Степень вытяжки пленки между IV валом каландра и съемным устройством
100% 40%.
100 50%.
28 - 20 20
Общая степень вытяжки пленки между IV валом каландра и намоткой
30 - 20
2б
П р и м е р 7. Стадии процесса получения пленки а-г, их технологические параметры, а также сырьеёой материал идентичны способу, приведенному в примере 1.
Съем пленочного полотна с каландра происходит с помощью съемного устройства. Температура I, II и III пары валков съемного устройства 70, 50 и 30°С. Скорость вращения валков съемного устройства 50 м/мин.
Охлаждение пленки ниже температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающих барабанах. Скорость вращения охлаждающих барабанов 51 м/мин.
Скорость намотки 52 м/мин.
Степень вытяжки пленки между IV валом каландра и съемным устройством
50 - 20 20
100% 150%.
5
0
5
0
5
0
5
Общая степень вытяжки пленки между IV валом каландра и намоткой
с1) уг
25 --100% 160%.
П р и м е р 8. Стадии процесса получения пленки а-г, их технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1.
i
Съем пленочного полотна с каландра происходит с помощью съемного устройства. Температура I, II и III пары валков съемного устройства 75 5 и . Скорость вращения валков съемного устройства 7 м/мин.
Охлаждение пленки ниже температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающих барабанах. Скорость вращения охлаждающих барабанов 8 м/мин.
Скорость намотки 50 м/мин.
Степень вытяжки пленки между IV валом каландра и съемным устройством
LlJQ , 1002 o%.
Общая степень вытяжки пленки между IV валом каландра и намоткой
50.1.20.100% 150%.
П р и м е р 9. Стадии процесса получения пленки а-г, их технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1.
Съем пленочного полотна с каландра происходит с помощью съемного устройства. Температуры I, II и III пары валков съемного устройства 66- А5-25°С. Скорость вращения валков съемного устройства kj м/мин.
Охлаждение пленки до температуры стеклования происходит на съемных валках.
Охлаждение пленки до комнатной температуры происходит на охлаждающих барабанах. Скорость вращения охлаждающих барабанов м/мин.
Скорость намотки 50 м/мин.
Степень вытямки пленки между IV валом каландра и съемным устройством
W - 20
Общая степень вытяжки пленки межд IV валом каландра и намоткой
---100% 150%.
П р и м е р 10. Стадии процесса получения пленки а-г, их технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1.
100% .
Съем пленочного полотна с каландра с помощью съемного устройства. Температуры I, II и III пары валков съемного устройства 50, 0 и 20°С, скорость вращения валков съемного устройства 4 7 м/мин.
Охлаждение пленки до комнатной температуры происходит на съемных валках.
Подача воды на охлаждающие бараба ны отключена.
Скорость вращения охлаждающих барабанов 48 м/мин.
Скорость намотки 50 м/мин.
Степень вытяжки пленки между IV валом каландра и съемным устройством
5
0
5
0
5
0
Общая степень вытяжки пленки между IV валом каландра и намоткой
§9.:-.юс 150%.
П р и м е р 11. Стадии процесса получения пленки а-в, технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1.
Каландрование пленочного полотна - температура валков каландра, °С: I 150, II 170, III 185, IV 160.
Стадии процесса получения пленки и технологические параметры идентичны способу, приведенному в примере 5.
П р и м е р 12. Стадии процесса получения пленки а-в, технологические параметры, а также сырьевой материал идентичны способу, приведенному в примере 1.
Каландрование пленочного полотна - температура валков каландра,°С: 1 155, II 175, III 180, IV 170.
Стадии получения пленки д-ж и технологические параметры идентичны примеру 5. формула изобретения
Способ получения поливинилхлорид- ной пленки для лицевого слоя рулонных материалов экструдированием расплава полимера, пластикацией, каланд- рованием при 150-185°С и вытяжкой с использованием охлаждения при съеме и намотке, отличающийся тем, что, с целью повышения износостойкости и усадки пленки, вытяжку на 50-150% проводят при охлаждении пленки до температуры, на 1-15°С ниже
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пластифицированной поливинилхлоридной пленки | 1990 |
|
SU1787992A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИСНЕНОЙ ПОЛИВИНИЛХЛОРИДНОЙ ПЛЕНКИ | 1999 |
|
RU2144548C1 |
| Способ получения тисненой поливинилхлоридной пленки | 1980 |
|
SU927874A1 |
| СПОСОБ И АППАРАТУРА ДЛЯ ОДНОРОДНОГО РАСТЯЖЕНИЯ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ И ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ПРОДУКТЫ | 2005 |
|
RU2349453C2 |
| МНОГОСЛОЙНЫЕ МИКРОПОРИСТЫЕ ПЛЕНКИ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2002 |
|
RU2305632C2 |
| ГИДРОИЗОЛЯЦИОННЫЙ КРОВЕЛЬНЫЙ МАТЕРИАЛ | 1997 |
|
RU2130468C1 |
| АМОРФНАЯ, ПРОЗРАЧНАЯ ПЛАСТИНА ИЗ КРИСТАЛЛИЗУЕМОГО ТЕРМОПЛАСТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2164926C2 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| Способ изготовления пленочных изделий из термопластов | 1975 |
|
SU637272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОГО ПОЛОТНА | 2006 |
|
RU2412216C2 |
Изобретение относится к технологии производства поливинилхлоридных пленок, используемых для лицевого слоя рулонных материалов полов. Изобретение обеспечивает повышение износостойкости и снижение разнотолщинности и усадки пленки за счет того, что поливинилхлоридную композицию экструдируют, проводят пластикацию, каландрование при 150 - 185°С, вытягивают на 50 - 150% при охлаждении пленки до температуры на 1 - 15°С ниже температуры стеклования поливинилхлорида. 1 табл.
| Патент СССР № 913926, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Пленка поливинилхлоридная прозрачная ненаполненная для лицевого слоя рулонных материалов полов | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Министерство промышленности строительных материалов, ВНИИстройполимер | |||
| (W) СПОСОБ ПОЛУЧЕНИЯ ПОЛИВИНИЛХЛО- РИДНОЙ ПЛЕНКИ | |||
