Изобретение относится к термообработке, напламке и другим процест сам, и которых на изделия воздействуют концентрированным лазерно-дуго- вьгм потоком энергии, tn может быть использовано в электротехнической, машиностроительной и других отраслях промьшшенности.
Цель изобретения - повышение производительности и качества обработки путем регулирования поглощаемого изделием теплового потока и стабилизации дуги.
На чертеже изображена схема установки.
Установка содержит лазер (не показан), систему поворота и фокусировки лазерного излучения 1, включающую как минимум одно поворотное зеркало 2 и фокусирующую линзу 3, заключенные в кожух 4, датчик 5 мощности, измеряющий мощность излучения, дуговую горелку 6 с источником 7 питания узел 8 трехкоординатного позиционирования, шарнирно закрепленный на поворотной кольцевой оправке 9, которая установлена на кожухе 4.
Датчик 5 мощности электрически .связан через регулирующее устройство 10 с узлом 8, который соединен с дуговой горелкой 6.
Установка работает следующим образом.
В процессе обработки изделий I горелка перемещается по генеральной траектории по отношенню к зоне воздействия излучения и дугового разряда 12. С помощью кольцевой оправки 9 она вместе с узлом 8 позиционирования может занять любое положение относительно пятна воздействия лазерного излучения спереди, сзади пятна или сбоку (по отношению к траектории). Преимущественное положение горелки 6 и пятна диктуется данным технологическим процессом. Например, для закалки электрод должен находиться перед пятном лазерного воздействия по траектории перемещения. Это связано с тем, что чрезвычайно важно иметь большую скорость охлаждения поверхности, а это обеспечивается резко очерченным задним фронтом пятн лазерного воздействия. Передний фрон пятна лазерно-дугового воздействия несколько размазан, особенно при большом относительном дуговом энерговкладе по отношению к лазерному.
0
5
0
5
0
5
0
5
С помощью узла 8 позиционирования горелка 6 в общем случае перемещается в трех координатах по командам регулирующего устройства 10. Это необходимо, например, для стабилизации дуги (из-за ускорения электрода и других причин) и для механического поджига дуги касанием электрода поверхности дуги - с использованием вертикальной составляющей позиционирования. По сигналу датчика мощности в случае изменения распределения энергии в пучке лазерного излучения регулирующее устройство 10 выдает команды узлу 8 позиционирования и путем перемещения горелки 6 в гори- зонтальнЪй плоскости компенсируется дефицит энерговклада в различные участки зонь; обработки. При изменении суммарной мощности лазерного излучения датчик 5 сигнализирует об этом, и регулирующее устройство 10 воздействует на источник 7 пита- ния горелки 6.
Регулирующее устройство 10 содержит в себе две системы: регулятор суммарной мощности (он воздействует на ток дуги) и регулятор распределения энергии излучения (он воздействует на узел 8 позиционирования). Ожидаемый ток использования изобретения, положительный эффект, обусловлен наличием гибкой взаимосвязи элементов установки. Поскольку установка снабжена имеющей возможность поворота оправкой (соединенной с системой поворота и фокцентровки лазерного излучения) с шарнирно закрепленным на ней трехкоординатным узлом позиционирования, соединенным с дуговой горелкой, последний может быть произвольно ориентирован по отноше- |нию к пятну лазерного воздействия на поверхности обрабатываемого изделия .
В зависимости от требований технологического процесса необходимая ориентация горелки и пятна достигается тем, что датчик мощности лазерного излучения электрически связан через регулирующее устройство с узлом позиционирования и с источником питания дуговой горелки. Регулирующее устройство, реализуя необходимый алгоритм, управляет положением горелки и током дугового разряда с учетом сигнала от датчика мощности излучения.
5
В результате оперативно и точно осуществляется отработка необходимых основных технологических параметров: энерговклада в зону обработки, размера и формы этой зоны. Установка позволяет при повышенной производительности (скорости) обработки обеспечить ее высокое качество (геометрия обрабатываемой полосы, глубина упрочненного слоя). При использовании устройства достигаются и другие цели: автоматизация процесса обработки и повышение культуры производства.
Формула изобретения
Установка для лазерно-дуговой обработки металлический изделий, со41282
держащая лазер, систему поворота и фокусировки лазерного излучения, датчик его мощности, дуговую горелку с источником питания, отличаю- щ а я с я тем, что, с целью повышения производительности и катгества обработки путем регулирования поглощаемого изделием теплового потока и стабилизации дуги, установка снабжена имеющей возможность поворота оправкой с шарнирно закрепленным на ней трехкоординатным узлом позиционирования, соединенным с дуговой горелкой, датчик мощности электрически связан через регулирующее устройство с узлом позиционирования и с источником питания дуговой горелки, а оправка соединена с системой поворо- 20 та и фокусировки лазерного излучения.
10
15
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| Способ лазерной обработки | 1990 |
|
SU1764904A1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНЫХ ПОРОШКОВ | 2008 |
|
RU2395369C2 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2386705C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
Изобретение относится к установке для лазерно-дуговой обработки металлических изделий. Цель изобретения - повышение производительности и качества обработки путем регулирования поглощаемого изделием излучения и стабилизации дуги. Установка содержит систему 1 поворота и фокусировки лазерного излучения, включающую поворотное зеркало 2, фокусирующую линзу 3 и датчик 5 мощности, дуговую горелку (ДГ) 6 и источник 7 питания. Оправка 9 соединена с кожухом 4 системы поворота и фокусировки излучения. На оправке шарнирно закреплен трехкоординатный узел 8 позиционирования ДГ 6. Датчик 5 мощности электрически связан через регулирующее устройство 10 с узлом 8 и источником 7 питания ДГ 6. Использование данной установки позволяет произвольно ориентировать дуговую горелку по отношению к пятну лазерного воздействия на поверхности обрабатываемого изделия. Также установка позволяет при повышенной производительности (скорости) обработки обеспечить ее высокое качество (геометрия обрабатываемой полосы, глубина упрочненного слоя). 1 ил.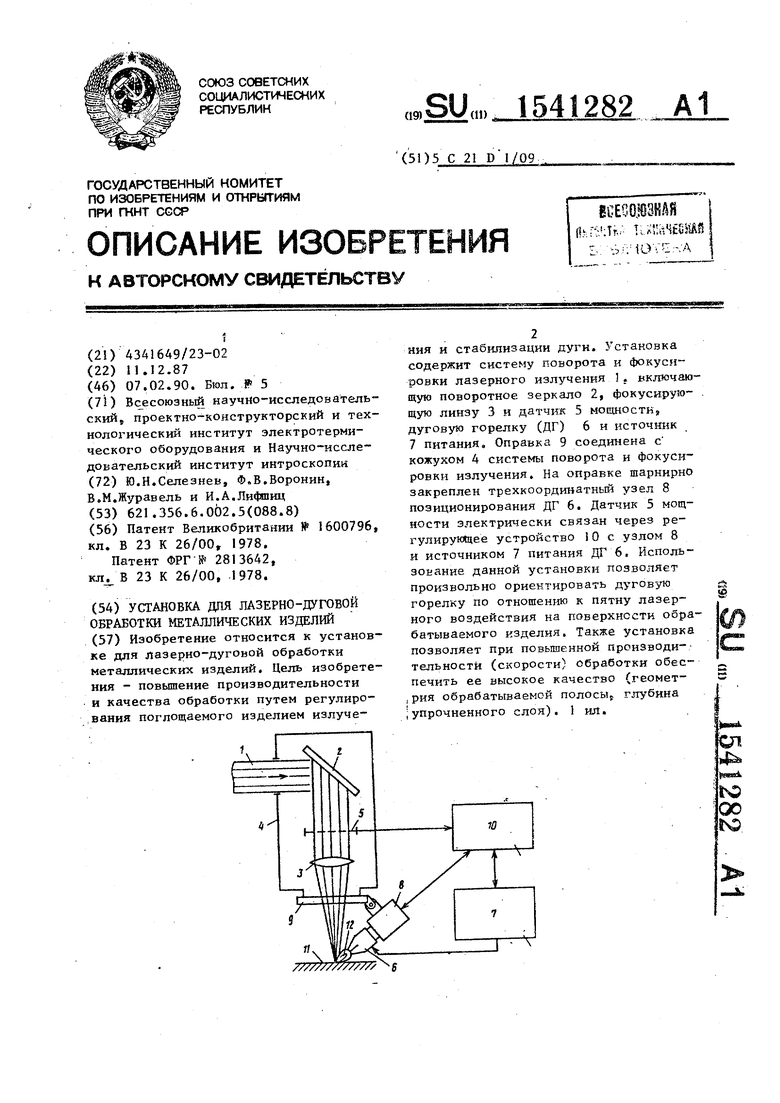
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ изготовления таблетированного топлива из уран-молибденовых порошков | 2020 |
|
RU2813642C1 |
