Изобретение относится к металлургии, а именно к химико-термической обработке металлов и сплавов в порошковых средах, в частности к термодиффузионному борированию,и может быть, использовано в различных областях машиностроения .
Цель изобретения - упрощение процесса обработки, его интенсификация, экономия насыщающих порошков, повышение износостойкости изделий.
Нанесение буры на поверхность стальных или твердосплавных изделии производят окунанием изделий в водный раствор активатора, а насыщение проводят из порошковой среды.
При нагреве бура взаимодействует с кислородом, связывая его в соединения, растворяет окислы на поверхности изделия, и взаимодействие бора с железом происходит через очищенные от окислов поверхности, что позволяет интенсифицировать процесс борирования,
сократить время диффузионной выдержки, поскольку процесс насыщения интенсивно идет через очищенную от окислов ювенильную поверхность.
Для интенсивного протекания процесса достаточно тонкого слоя активатора более толстые слои несколько замедляют процесс борирования,поскольку требуется большее время на расплавление самого слоя активатора
Упрощение процесса достигается тем, что отпадает необходимость держать расплав буры при температуре выше 800°С (водный раствор буры достаточно поддерживать при 90°С), не нужно удалять остатки активной пасты поверхности изделия, что довольно трудоемко .
Экономия насыщающих порошков достигается тем, что использование малог - колкчества буры не влечет за собой образование спекшейся массы, что позN5
воляет многократно использовать насыщающий порошок.
Способ осуществляют следующим образом.
На поверхность стального изделия наносят активатор (буру). .Нанесение производят окунанием изделия в 10%- ный водный раствор буры, после чего детапи высушивают при 100вС в тече- ние 15 мин. Водный раствор буры поддерживают при 90еС.
Высушенные детали помечают в контейнер из нержавеющей стали, пересыпают порошком карбида бора. В каче- стве плавкого затвора используют нат- рийсиликатную пудру.
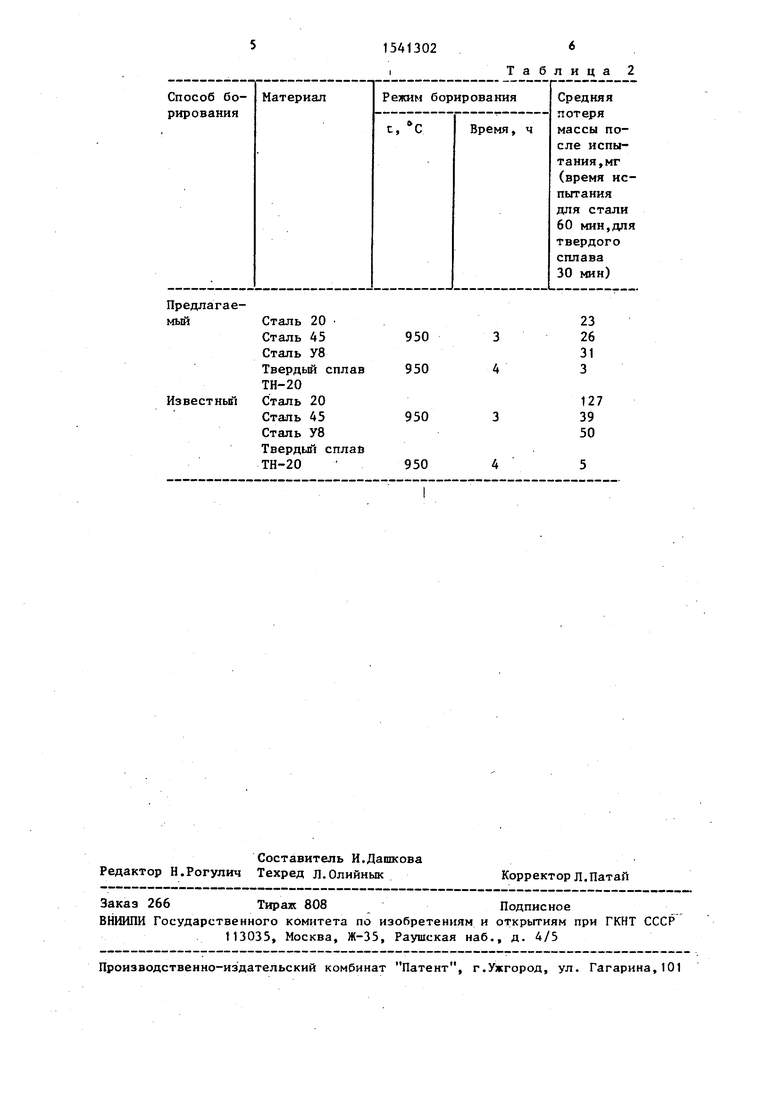
Толщина слоев, формирующихся на стали 45 при обработке известным и предлагаемым способами приведена в табл. 1, а износостойкость диффузионных боридиых покрытий в условиях сухого трения скольжения - в табл.2.
Таким образом, износостойкость бо- рированных слоев, полученных по пред- лагаемому способу, выше, чем износостойкость слоев, полученных по известному способу: для стали 20 - в 5,5 раза , для стали 45 - в 1,5 раза, для стали У8 - в 1,6 раза; для твер- дого сплава ТН-20 - в 1,7 раза.
Предлагаемый способ по сравнению с известным обеспечивает активное протекание процесса насыщения, сводит к минимуму загрязнение насыщающей среды продуктами спекания, это позволяет многократно использовать насыщающую среду (карбид бора) без снижения насыщающей способности, что повышает технологичность процесса и его производительность, открывается также возможность механизации насыщения деталей (погружение деталей в раствор активатора, сушка, помещение в контейне с борсодержащим порошком). Кроме того, он позволяет отказаться от использования хлор- и фторсодержащих токсичных активаторов, что улучшает условия труда.
Формула изобретения
Способ диффузионного борирования стальных и твердосплавных изделий, включающий нанесение буры непосредственно на насыщаемую поверхность с последующим насыщением в порошковой борсодержащей среде, отличающийся тем, что, с целью упрощения процесса обработки и его интенсификации, экономии насыщающих порошков, повышения износостойкости изделий, нанесение буры производят окунанием изделий в ее 10%-ный водный раствор.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1991 |
|
RU2009025C1 |
| СПОСОБ И СОСТАВ ДЛЯ БОРОХРОМИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 1996 |
|
RU2157859C2 |
| Состав пасты для борирования стальных изделий | 1988 |
|
SU1574681A1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ диффузионного борированияМЕТАлличЕСКиХ дЕТАлЕй | 1979 |
|
SU852963A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2221078C2 |
| СПОСОБ КАРБОБОРИРОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2276202C1 |
| Способ получения боридных покрытий увеличенной толщины | 2018 |
|
RU2710820C1 |
| Способ комплексного диффузионного насыщения стальных изделий | 1981 |
|
SU973667A1 |
| СОСТАВ ОБМАЗКИ ДЛЯ БОРОВАНАДИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558710C1 |
Изобретение может быть использовано в машиностроении при борировании стальных и твердосплавных изделий. Цель изобретения - упрощение процесса обработки, его интенсификация, экономия насыщающих порошков, повышение износостойкости изделий. Нанесение буры на поверхность изделий производят окунанием в ее водный раствор. Это позволяет значительно интенсифицировать процесс насыщения, упростить технологию обработки, а также повысить износостойкость изделий из стали в 1,5-5,5 раз, из твердого сплава ТН-20 в 1,7 раза. 2 табл.
Известный
Предлагаемый
150-168
115 180 195
Способ бо- рирования
Материал
Сталь 20
Сталь 45950
Сталь У8
Твердый сплав950
ТН-20
Сталь 20
Сталь 45950
Сталь У8
Твердый сплав
ТН-20 950
Таблица 2
ежим борировакия
:, С
Время, ч
Средняя потеря массы после испытания, мг (время испытаниядля стали 60 мин,для твердого сплава 30 мин)
23 26 31 3
127
39
50
| Способ диффузионного борированияМЕТАлличЕСКиХ дЕТАлЕй | 1979 |
|
SU852963A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
