Изобретение касается обработки металлон давлением и относится к способам вытяжки полых изделий из листовой заготовки.
Цель изобретения - увеличение соты вытягиваемых деталей путем предотвращения разрывов и неисправимых складок при формовании гофров,
Па фиг, 1 изображено устройство для осуществления способа в исходном положении, продольный разрезj на фиг. 2 - устройство в момент формования гофров; на фиг, 3 - устройство в промежуточный момент вытяжки; на фиг, 4 - устройство для формования гофров; на фиг, 5 - выступы для формования гофров, вид сверху; на фиг, 6 - разрез Л-А на фиг, 5; на фиг, 7 - сечение Б-Б на фиг, 5,
На фиг, 1-7 приняты следующие обозначения: 1 - пуансон, 2 - прижимное кольцо, 3 - эластичная или жидкостная матрица, 4 - выступ для формования гофров. Позицией 5 обозначена обрабатываемая заготовка, 6 - поверхность заготовки.
Способ осуществляется следующим образом.
Плоскую листовую заготовку 5 помещают между матрицей 3 и прижимным кольцом 2, а пуансон 1 подводят до поверхности 6 заготовки 5, Создают давление среды матрицы 3, под действием которого центральная часть заготовки 5 перемещается до соприкосновения с nyaJii:oHOM 1 , а на периферий- HOII части заготовки 5 формуют умень- шакпциеся по высоте и ширине от периферии заготовки 5 к ее центру гофры Формование гофров перед вытяжкой происходит путем изгиба при отсутствии тангенциаль ного растяжения и тангенциального сжатия, и сопровождается уменьшением диаметра заготовки 5, Профиль гофров образуется за счет давления среды матрицы 3 и соответствует профилю выступов 4 на прижимном кольце 2,
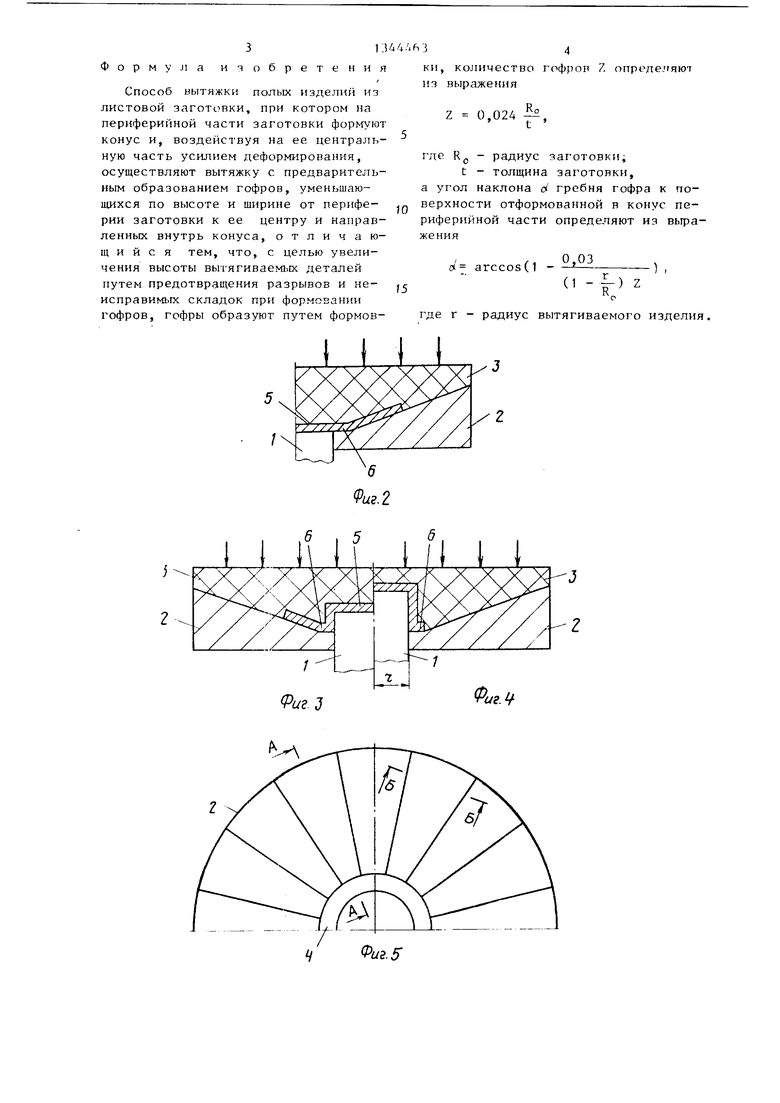
Гофры формуют на выступах 4 отгибанием периферийной части так, что основания и гребни гофров выполнены по одну сторону от плоскости, проходящей через поверхность 6 заготовки 5, а количество гофров находят по зависимости
Z 0,024
Ко
I ; ,е К - р,-|диу( 4,11 11 г ,чи,ч , L - (.ъчщина за1 (повки.
Угол наклона гребня гофра к поверхности отформованной в конус периферийной части определяют из выражения
,. 0,03 л arccos ( 1 - )
Ч -где г - радиус цилиндрической части вытягиваемого изделия.
Угол наклона основания гофра к плоскости, проходящей поверхность заготовки, находят по формуле
. - о
Л
а угол наклона боковой грани гофра к этой плоскости определяют из выражения
arctg(0,3l85 /. tR,4)
На центральную часть заготовки 5 воздействуют усилием деформирования
со стороны пуансона 1, при этом осуществляется вытяжка фланца заготовки 5 посредством выпрямления гофров последовательно, начиная с центральной части, В конце процесса вытяжки
гофры, расположенные у наружной кромки фланца, выпрямляются па центральном плоском участке. Затем уменьшают до нуля давление среды матрицы 3, отводят пуансон 1, прижимное кольцо
2 и извлекают готовое изделие (не показано),
Указанное взаимное расположение гребней и оснований гофров по отношению к плоскости, проходящей через
поверхность заготовки, а также количество гофров и величина углов профиля гофров предотвращают появление тангенциапьного растяжения и танген- 1Ц-1ально го Сжатия на периферийной части заготовки при формовании гофров перед вытяжкой. Отсутствие тангенциального растяжения и тангенциального сжатия при формовании гофров исключает разрывы и неисправимые складки на периферийной части перед
вытяжкой.
Все это приводит к увеличению высоты вытягиваемых деталей.
Формула
313/W4чобретеиия
Способ вытяжки полых изделий из листовой заготовки, при котором на периферийной части заготовки конус и, воздействуя на ее центральную часть усилием деформирования, осуществляют вытяжку с предварительным образованием гофров, уменьшающихся по высоте и щирине от периферии заготовки к ее центру и направленных внутрь конуса, отличающийся тем, что, с целью увеличения высоты вытягиваемых деталей путем предотвращения разрывов и неисправимых складок при формозании гофров, гофры образуют путем формов34
ки, количество гофров 7. определяют из выражения
Z 0,024 -,
где RJ, - радиус заготовки;
t - толщина заготовки, а угол наклона (У гребня гофра к по- верхности отформованной в конус периферийной части опредапяют из выражения
arccosd
О ,
(,-|-)Z
где г - радиус вытягиваемого изделия
ММ
аг.
Фиг.
Фиг. 6
Редактор М.Товтин
Составитель В.Муслимов
Техред Л.Олейник Корректор М.Демчик
Заказ 4876/11 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород% ул. Проектная, 4
Фи.1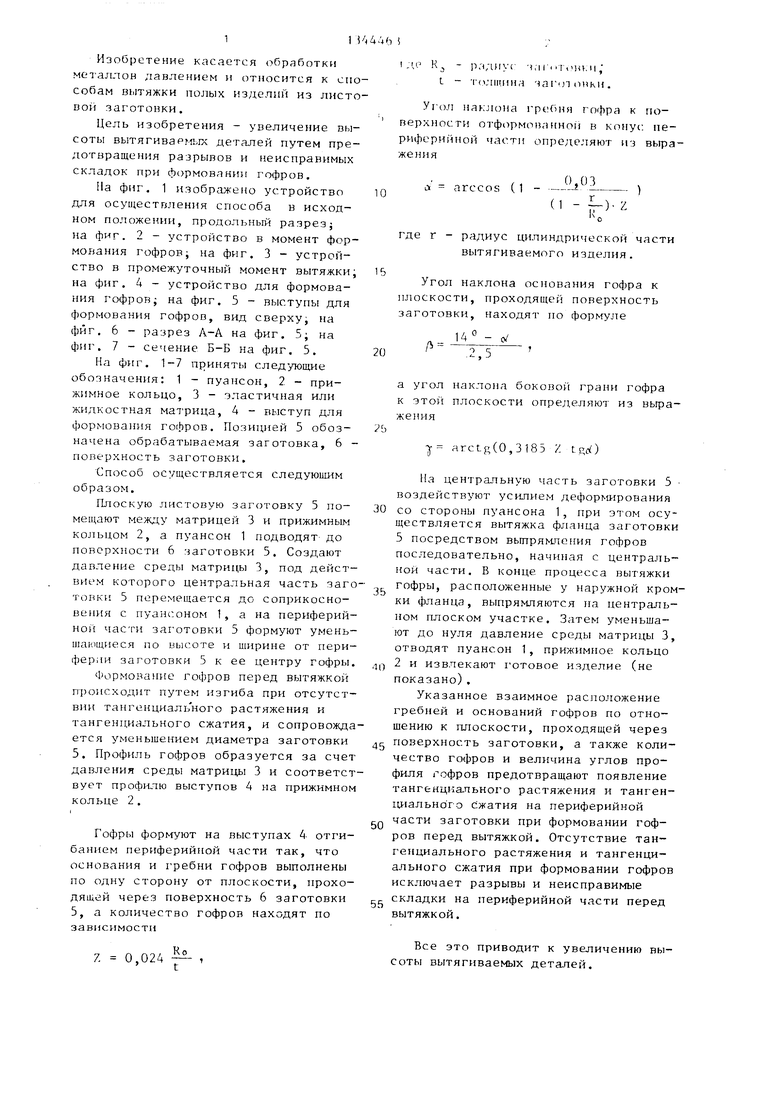
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ Колесова Ю.Б.вытяжки полых изделий из листовой заготовки | 1984 |
|
SU1245383A1 |
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| Способ вытяжки полых изделий из листовой заготовки | 1985 |
|
SU1303221A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛЬНОЙ ГОФРИРОВАННОЙ МЕМБРАНЫ | 2014 |
|
RU2576970C1 |
| Штамп для вытяжки полых деталей | 1987 |
|
SU1530301A1 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2336966C2 |
| Устройство для формования изделий из листовых материалов | 1982 |
|
SU1130488A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении полых деталей. Цель изобретения - увеличение высоты вытягиваемых: деталей путем предотвращения разрывов и неисправимых складок при формовании гофров. Гофры образуют путем формовки так, что основания и гребни гофров располагаются по одну сторону от плоскости, проходящей через поверхность заготовки 5. Количество гофров находят по приведенной зависимости. Угол наклона гребня гофра к поверхности отформованной в конус периферийной части определяют также из приведенного соотношения. Взаимное расположение гребней и основания гофров по отношению к плоскости, проходящей через поверхность заготовки 5, количество гофров и величина углов профиля гофров предотвращают появление тангенциального растяжения и тангенциального сжатия на периферийной части заготовки 5 при формовании гофров перед вытяжкой. 7 ил. С (Л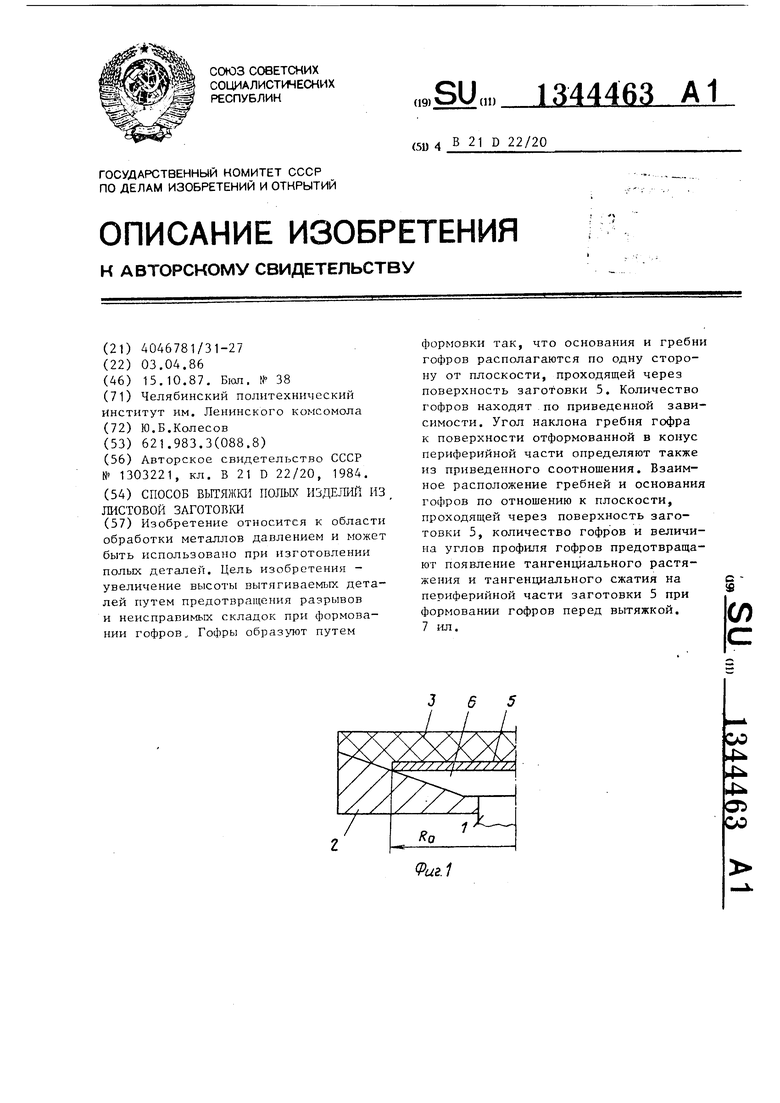
| Способ вытяжки полых изделий из листовой заготовки | 1985 |
|
SU1303221A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
