1
(21)4407347/30-13
(22)11.04.88
(46) 23.02.90. Бюл. У 7
(71)Киевское опытно-конструктодское бюро торгового машиностроения
(72)A.M.Грановский и И.П.Берзак
(53)664.655.6(088.8)
(56)Авторское свидетельство СССР № 131290, кл. А 21 В 3/16, 1960.
Патент Японии В1 47-39348, кл. А 21 В 5/00, 1972. ,
(54)УСТРОЙСТВО ДЛЯ СМАЗКИ ЛИСТОВЫХ ИЗДЕЛИЙ
(57)Изобретение относится к пищевой промышленности, в частности к устройствам для нанесения масляных покрытий на поверхность листовых изделий, и может найти применение при подготовке к использованию кондитерских и хлебопекарных листов. Цель изобретения - упрощение конструкции и повышение качества смазки при сокращении расхода масла. При воздействии передней кромки листового изделия 3 на путевой выключатель 16 сжатый воздух подается через коллектор 7 в эжектор- ные сопла 4 и 5. Воздух, выходящий из форсунок, создает разряжение в маслопроводах 9, за счет чего масло из емкости 8 поступает в наконечники и распыляется воздухом на поверхность листового изделия 3. При этом обеспечивается напыление на листовое изделие 3 двух полос масла от оси изделия 3 к его бортам непересекающимися струями, образуемыми встречными группами сопл 4 и 5. Благодаря наклону сопл 4, 5 к поверхности конвейера, составляющему 10-30°, обеспечивается полное осаждение масла на поверхности листовых изделий при перемещении их на конвейере со скоростью порядка 250 мм/с, а 3 ил.
г
Р
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смазки тестовых заготовок перед выпечкой М.М.Ахмедзянова | 1989 |
|
SU1722350A1 |
| ЭЖЕКТОРНАЯ ГРАДИРНЯ | 1995 |
|
RU2096714C1 |
| Устройство для подачи масла к средствам смазки | 1985 |
|
SU1305406A1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ ХЛЕБОПЕКАРНЫХ ФОРМ | 1996 |
|
RU2109581C1 |
| Устройство для смазки тяговой цепи конвейера | 1982 |
|
SU1087431A2 |
| УСТРОЙСТВО ДЛЯ ОБЛЕГЧЕНИЯ ЗАПУСКА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2514798C2 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ДЛЯ СМАЗКИ ХЛЕБОПЕКАРНЫХ ФОРМ | 1995 |
|
RU2099152C1 |
| Прибор для смазки колесных пар локомотива | 1957 |
|
SU118848A1 |
| Устройство для автоматической смазки хлебопекарных форм М.М.Ахмедзянова | 1987 |
|
SU1577740A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
Изобретение относится к пищевой промышленности, в частности к устройствам для нанесения масляных покрытий на поверхность листовых изделий, и может найти применение при подготовке к использованию кондитерских и хлебопекарных листов. Цель изобретения - упрощение конструкции и повышение качества смазки при сокращении расхода масла. При воздействии передней кромки листового изделия 3 на путевой выключатель 16 сжатый воздух подается через коллектор 7 в эжекторные сопла 4 и 5. Воздух, выходящий из форсунок, создает разряжение в маслопроводах 9, за счет чего масло из емкости 8 поступает в наконечники и распыляется воздухом на поверхность листового изделия 3. При этом обеспечивается напыление на листовое изделие 3 двух полос масла от оси изделия 3 к его бортам непересекающимися струями, образуемыми встречными группами сопл 4 и 5. Благодаря наклону сопл 4,5 к поверхности конвейера, составляющему 10-30°, обеспечивается полное осаждение масла на поверхности листовых изделий при перемещении их на конвейере со скоростью порядка 250 мм/с. 3 ил.
СП
00
со
О
Фиг.1
5
Изобретение относится к пищевой промышленности, в частности к устройствам для нанесения масляных покрытий на поверхность листовых изделий, и может найти применение при подготов ке к использованию кондитерских и хлебопекарных листов.
Цель изобретения - упрощение конструкции и повышение качества смазки при сокращении расхода масла.
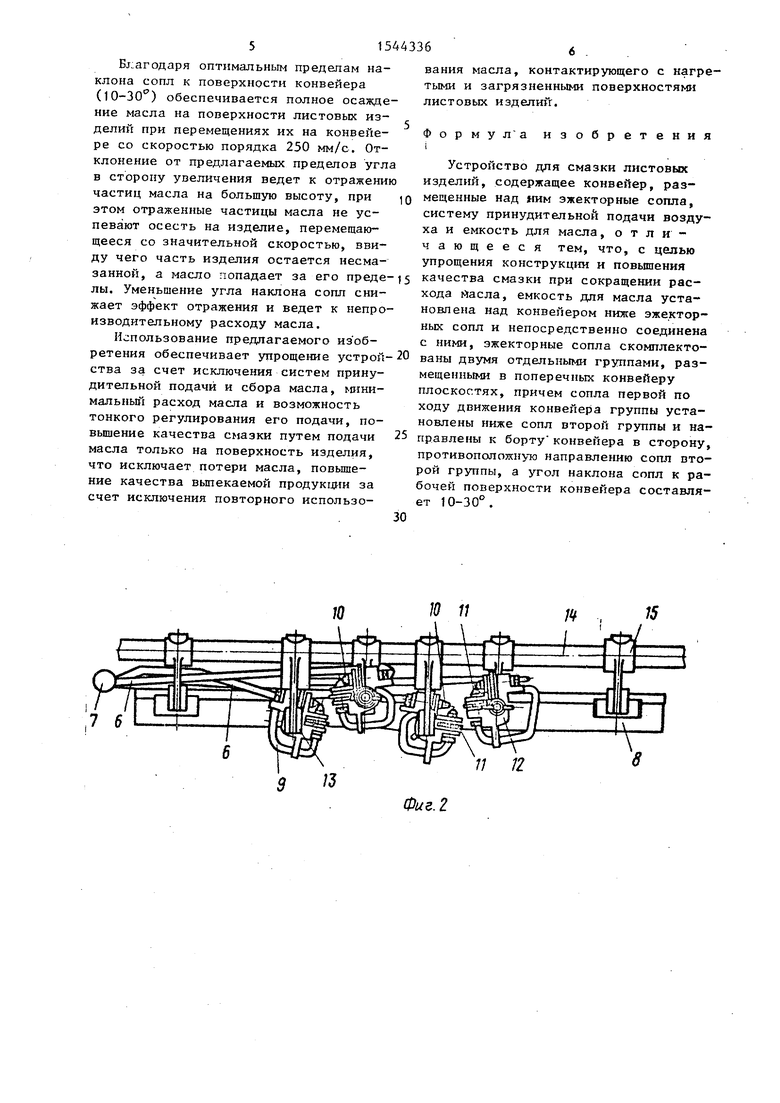
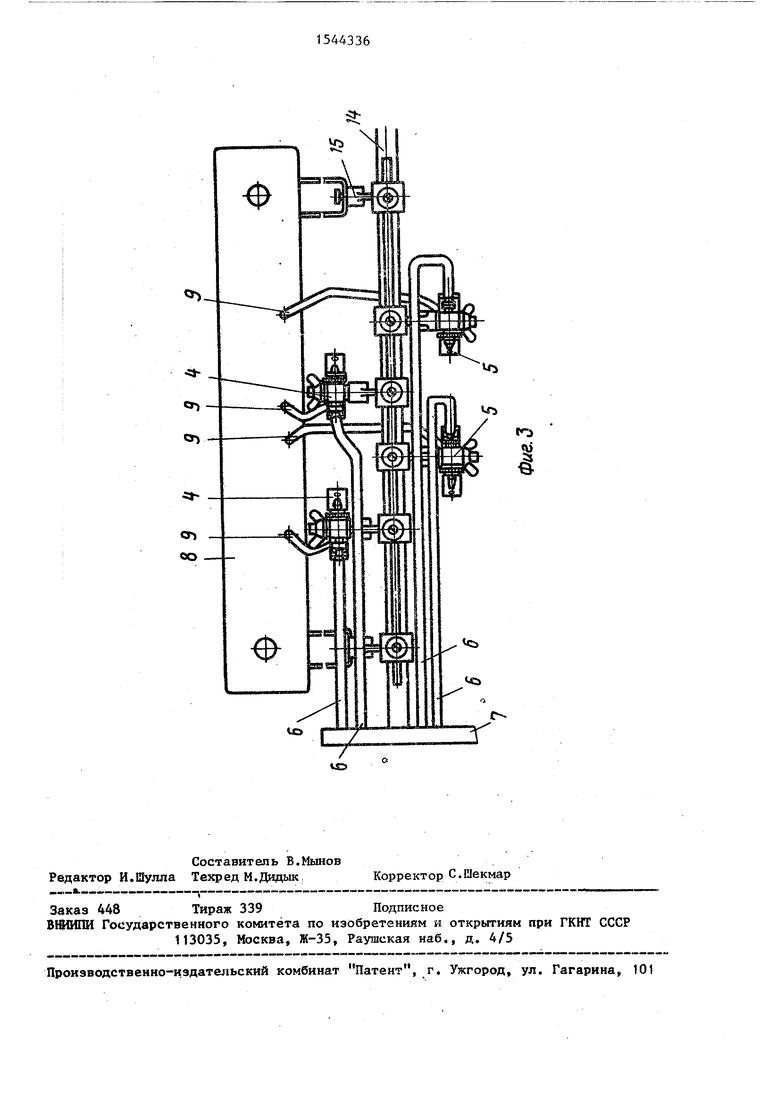
На фиг. 1 представлена принципиальная схема устройства для смазки листовых изделий; на фиг. 2 - узел подключения эжекторных сопл к емкости для масла и системе подачи сжатого воздуха, вид сбоку1, на фиг. 3 - то же, вид сверху.
Устройство для смазки листовых изделий содержит конвейер 1 с толкателями 2 для перемещения листовых изделий 3, размещенные над ним эжек- торные сопла 4 и 5, систему принудительной подачи воздуха, включающей воздуховоды 6 с коллектором 7, и емкость 8 для масла. Емкость 8 установлена над конвейером 1 на 20-30 мм ниже эжекторных сопл 4 и 5 и непосредственно соединена с ними маслопроводами 9. Эжекторные сопла 4 и 5 скомплектованы двумя отдельными группами, размещенными в поперечных конвейеру 1 плоскостях, причем сопла 4 первой по ходу движения конвейера группы установлены на 35-50 мм ниже сопл 5 второй группы и направлены к борту конвейера 1 в сторону, противоположную направлению сопл 5 второй группы, а угол наклона сопл 4 и 5 к рабочей поверхности конвейера 1 составляет
10
15
20
10-30 . Последний определен экспериментально, исходя из требований, предъявляемых к качеству покрытия смазываемого листа.
Расположение емкости 8 в непосред- ственной блиэгости от эжекторных сопл 4 и 5 обусловлено необходимостью обеспечения практически мгновенного подсасывания масла. Увеличение же этого расстояния потребует предварительного заполнения масляных коммуникаций между емкостью 8 и соплами 4 и 5. Эжекторные сопла 4 и 5 содержат воздушные форсунки 10,и расположенные перпендикулярно им наконечники 11 маслопровода 9. Форсунки 10 и наконечни-- ки 11 маслопровода 9 установлены в корпусах 12с возможностью регулирования их взаимного положения. Корпу15443364
сы 12 размещены на кронштейнах 13 с возможностью регулирования, их положения в вертикальной плоскости. Кронштейны 13 установлены на балке 14. Кроме того, на балке 14 с помощью кронштейнов 15 закреплена емкость 8 для масла. Путевые пыключатели 16 и 17 установлены последовательно перед эжек- торными соплами 4 и 5 с возможностью регулирования их положения по длине конвейера 1.
Устройство работает следующим образом.
На конвейере 1 распечатают листовые изделия 3. При воздействии передней кромки изделия 3 на путевой выключатель 16 сжатый воздух подается через коллектор 7 в эжекторные сопла 4 и 5. Воздух, выходящий из форсунок 10, создает разряжение в маслопроводах 9, за счет чего масло из емкости 8 поступает в наконечники 11 и распыляется воздухом на поверхность листового изделия 3.
При этом обеспечивается напыление
t
на листовое изделие 3 двух полос масла от оси изделий к его бортам-непересекающимися струями, образуемыми встречными группами сопл 4 и 5. При соприкосновении частиц масла с бортами листового изделия 3 происходит закручивание струи, вызывающее осаждение частиц и смазывание бортов маслом. Поскольку масло напыляется на движущееся изделие, то вся поверхность изделия, проходящая под полосами распыления, покрывается маслом. При воздействии задней кромки листового изделия 3 на путевой выключатель 17 подача воздуха прекращается.
25
30
35
40
50
Положение выключателя 17 регулируется по длине конвейера 1 так, чтобы масло, находящееся в пространстве между группами сопл 4 и 5 и листовым изделием 3 в момент прекращения подачи воздуха, оседало на поверхность последнего. Время подсасывания масла из емкости 8 в наконечники 11 зависит от его вязкости. Положение выключателя 16 регулируется так, чтобы масло при включении подачи воздуха распылялось на поверхность изделия 3, начиная с его передней кромки. Поскольку группа сопл 4 расположена ниже группы сопл 5, то при движения изделия 3 масло не попадает за пределы его поверхности.
0
Положение выключателя 17 регулируется по длине конвейера 1 так, чтобы масло, находящееся в пространстве между группами сопл 4 и 5 и листовым изделием 3 в момент прекращения подачи воздуха, оседало на поверхность последнего. Время подсасывания масла из емкости 8 в наконечники 11 зависит от его вязкости. Положение выключателя 16 регулируется так, чтобы масло при включении подачи воздуха распылялось на поверхность изделия 3, начиная с его передней кромки. Поскольку группа сопл 4 расположена ниже группы сопл 5, то при движения изделия 3 масло не попадает за пределы его поверхности.
BJ агодаря оптимальным пределам наклона сопл к поверхности конвейера (10-30°) обеспечивается полное осаждение масла на поверхности листовых изделий при перемещениях их на конвейере со скоростью порядка 250 мм/с. Отклонение от предлагаемых пределов угла в сторону увеличения ведет к отражению частиц масла на большую высоту, при этом отраженные частицы масла не успевают осесть на изделие, перемещающееся со значительной скоростью, ввиду чего часть изделия остается несмаэанной, а масло .опадает за его преде-15 качества смазки при сокращении раслы. Уменьшение угла наклона сопл снижает эффект отражения и ведет к непроизводительному расходу масла.
Использование предлагаемого из обретения обеспечивает упрощение устрой- 20 ваны двумя отдельными группами, разства за счет исключения систем принудительной подачи и сбора масла, минимальный расход масла и возможность тонкого регулирования его подачи, повышение качества смазки путем подачи масла только на поверхность изделия, что исключает потери масла, повышение качества выпекаемой продукции за счет исключения повторного использоз я
вания масла, контактирующего с нагретыми и загрязненными поверхностями листовых изделий.
Форму л а изобретения
i
Устройство для смазки листовых изделий, содержащее конвейер, размещенные над ним эжекторные сопла, систему принудительной подачи воздуха и емкость для масла, отличающееся тем, что, с целью упрощения конструкции и повышения
хода масла, емкость для масла установлена над конвейером ниже эжектор- ных сопл и непосредственно соединена с ними, эжекторные сопла скомплектомещенными в поперечных конвейеру плоскостях, причем сопла первой по ходу движения конвейера группы установлены ниже сопл второй группы и направлены к борту конвейера в сторону, противоположную направлению сопл второй группы, а угол наклона сопл к рабочей поверхности конвейера составляет 10-30°.
Фиг. 2
«D
I
