(21)4426135/23-13
(22)13.05.88
(46) 23.02.90. Б юл № 7
(71)Опытно-конструкторское и технологическое бюро расфасовочного и упаковочного оборудования
(72)В. В. Передеренко, И Л Мастаков и В. Я. Чемерисов
(53)621.798.4(088.8)
(56)Авторское свидетельство СССР № 412072, кл. В 65 В 9/00, 1972.
(54)СПОСОБ УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ
(57)Изобретение относится к упаковыванию штучных предметов (преимущественно цилиндрической формы) в термопластичнчю
пленку и может быть использовано в химической, медицинской и пищевой промышленности и позволяет повысить качество упаковывания. Ленту I подают в направитель 3, сворачивают в рукав 4, подают прокладочную полосу 6, концы ленты 1 и прокладочной полосы 5 сваривают, образуют дно пакета 9. Прокладочную полосу 6 изгибают с образованием гнезд 10 и в них размещают предметы 11. Подают предметы 11 через направитель 3, набирают группу предметов 11, отсекают ее от потоку и получают пакет 9 (упаковку). Одновременно сваривают дно следующего пакета 9 и горловину предыдущего и разрезают рукав 4. 5 ил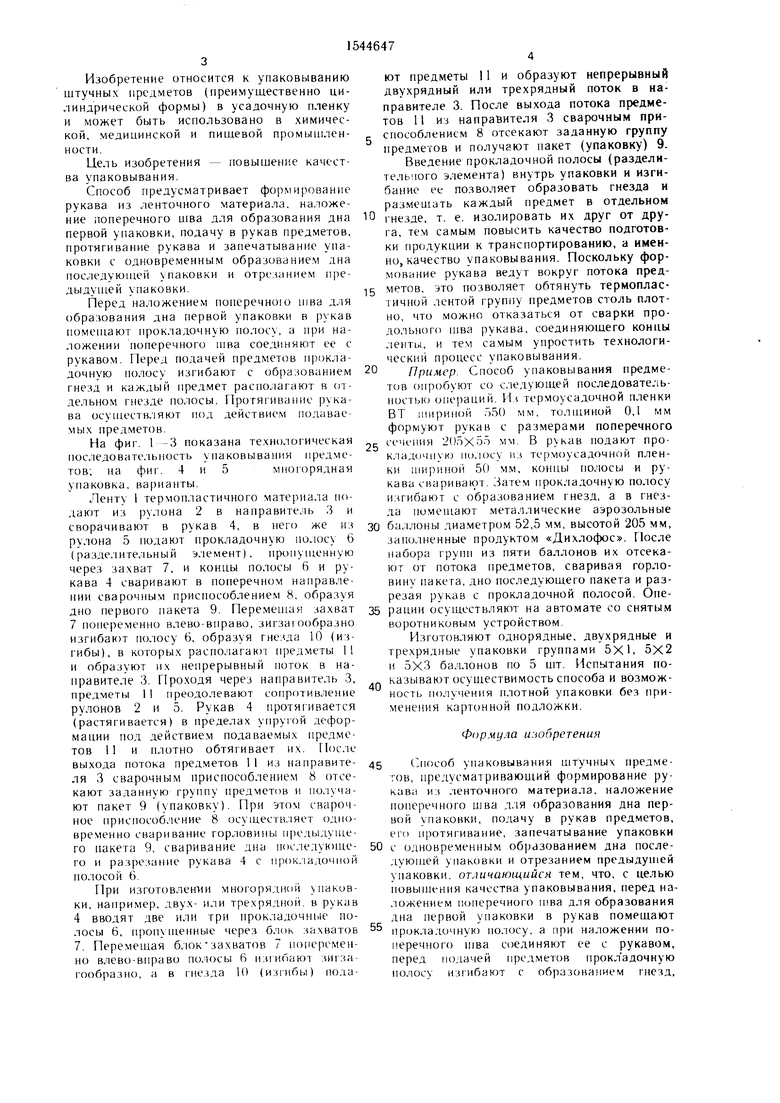
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОЗИРОВАННОГО УПАКОВЫВАНИЯ В ТЕРМОСКЛЕИВАЮЩУЮСЯ ПЛЕНКУ СЫПУЧИХ ВЕЩЕСТВ | 1991 |
|
RU2068802C1 |
| Способ упаковывания упругих волокнистых материалов | 1990 |
|
SU1738694A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для изготовления, наполнения продуктами и запечатывания пакетов из ленточного термосклеивающегося материала | 1973 |
|
SU549381A1 |
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосваривающейся пленки | 1985 |
|
SU1384478A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1987 |
|
SU1546340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАЖНОГО МЕШКА С ВКЛАДЫШЕМ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2015 |
|
RU2585545C1 |
| Способ упаковывания группы предметов в рукав из термопластичного материала | 1985 |
|
SU1342825A1 |
| Способ упаковки продукта в пленку | 1981 |
|
SU960072A1 |
Изобретение относится к упаковыванию штучных предметов (преимущественно цилиндрической формы) в термопластичную пленку и может быть использовано в химической, медицинской и пищевой промышленности и позволяет повысить качество упаковывания. Ленту 1 подают в направитель 3, сворачивают в рукав 4, подают прокладочную полосу 6, концы ленты 1 и прокладочной полосы 6 сваривают, образуют дно пакета 9. Прокладочную полосу 6 изгибают с образованием гнезд 10 и в них размещают предметы 11. Подают предметы 11 через направитель 3, набирают группу предметов 11, отсекают ее от потока и получают пакет 9 (упаковку). Одновременно сваривают дно следующего пакета 9 и горловину предыдущего и разрезают рукав 4. 5 ил.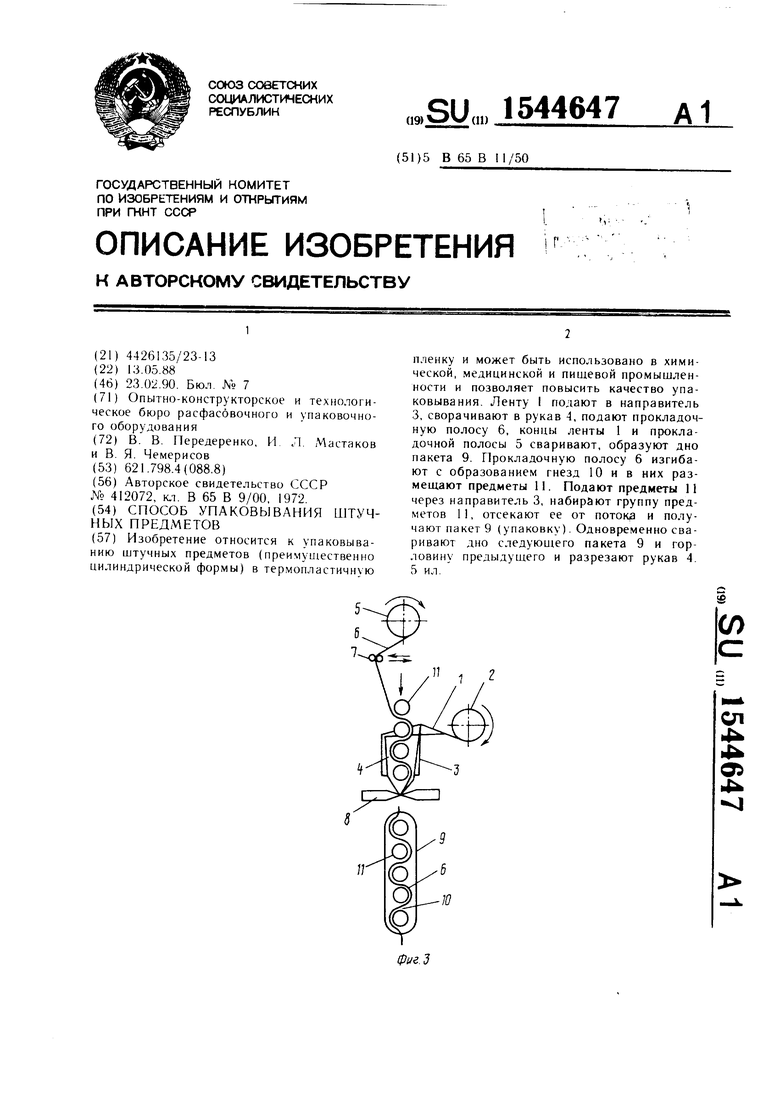
(/
сл
4Ь U О Јъ J
Изобретение относится к упаковыванию штучных предметов (преимущественно цилиндрической формы) в усадочную пленку и может быть использовано в химической, медицинской и пищевой промышленности.
Цель изобретения - повышение качества упаковывания.
Способ предусматривает формирование рукава из ленточного материала, наложение поперечного шва для образования дна первой упаковки, подачу в рукав предметов, протягивание рукава и запечатывание упаковки с одновременным образованием дна последующей упаковки и отрезанием предыдущей упаковки.
Перед наложением поперечною шва для образования дна первой упаковки в рукав помещают прокладочную полосу, а при наложении поперечного шва соединяют ее с рукавом. Перед подачей предметов прокладочную полосу изгибают с образованием гнезд и каждый предмет располагают в отдельном гнезде полосы. Протягивание рука- ва осуществляют под действием подаваемых предметов.
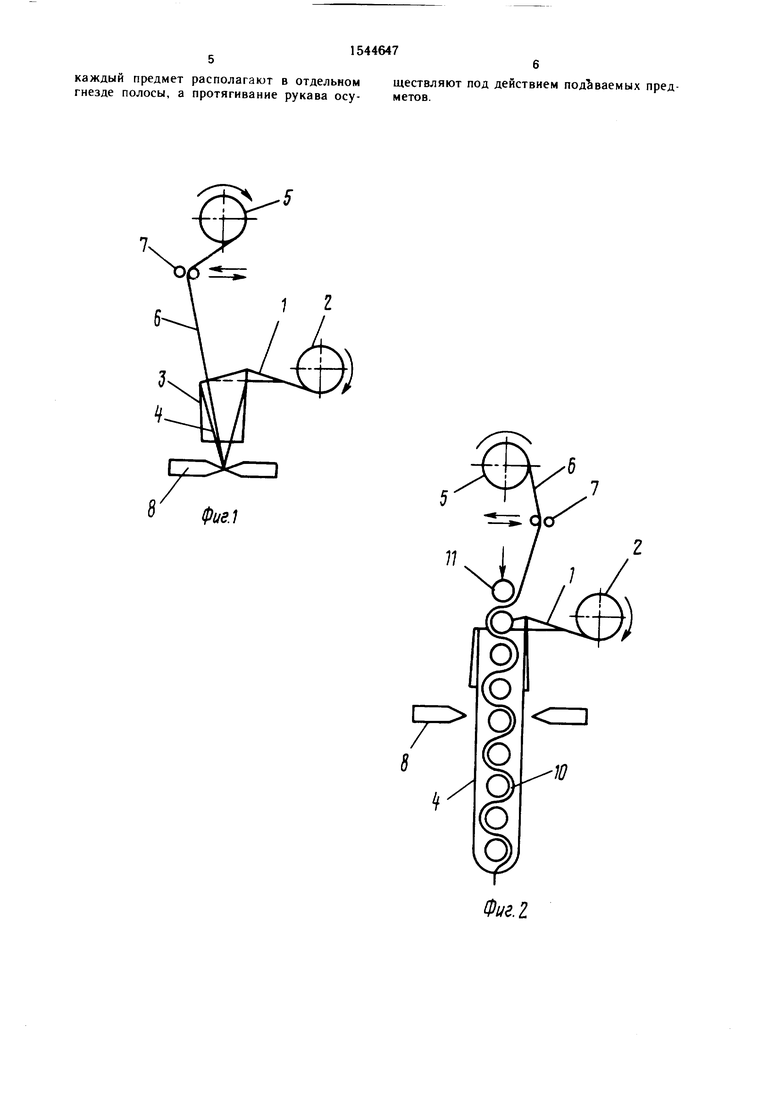
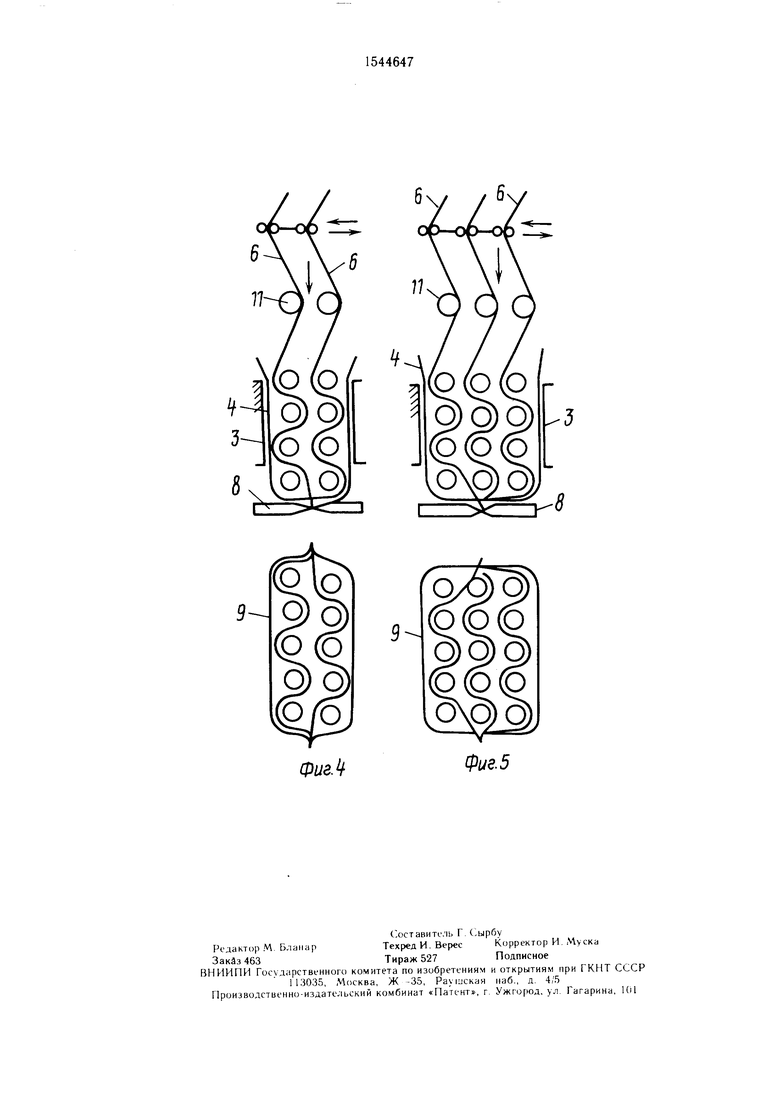
На фиг. 1 -3 показана технологическая последовательность упаковывания предметов; на фиг. 4 и 5многорядная упаковка, варианты.
Ленту 1 термопластичного материала подают из рулона 2 в направитель 3 и сворачивают в рукав 4, в него же из рулона 5 подают прокладочную полосу 6 (разделительный элемент), пропущенную через захват 7, и концы полосы 6 и рукава 4 сваривают в поперечном направлении сварочным приспособлением 8, образуя дно первого пакета 9. Перемешая захват 7 попеременно влево-вправо, зигза ообразно изгибают полосу 6, образуя гнезда 10 (изгибы), в которых располагают предметы 11 и образуют их непрерывный поток в на- правителе 3. Проходя через направитель 3, предметы 11 преодолевают сопротивление рулонов 2 и о. Рукав 4 протягивается (растягивается) в пределах упругой деформации под действием подаваемых предметов 11 и плотно обтягивает их. После выхода потока предметов 11 из направите- ля 3 сварочным приспособлением 8 отсекают заданную группу предметов и получают пакет 9 (упаковку). При этом сварочное приспособление 8 осуществляет одновременно сваривание горловины предыдущего пакета 9, сваривание дна последующего и разрезание рукава 4 с прокладочной полосой 6.
При изготовлении многорядной упаковки, например, двух- или трехрядной, в рукав 4 вводят две или три прокладочные полосы 6, пропущенные через блок захватов 7. Перемещая блок захватов 7 попеременно влево-вправо полосы 6 изиюакп зигзагообразно, а в гнезда 10 (изгибы) подают предметы 11 и образуют непрерывный двухрядный или трехрядный поток в на- правителе 3. После выхода потока предметов 11 из направителя 3 сварочным приспособлением 8 отсекают заданную группу предметов и получают пакет (упаковку) 9. Введение прокладочной полосы (разделительного элемента) внутрь упаковки и изгибание ее позволяет образовать гнезда и размешать каждый предмет в отдельном
0 гнезде, т. е. изолировать их друг от друга, тем самым повысить качество подготовки продукции к транспортированию, а именно, качество упаковывания. Поскольку формование рукава ведут вокруг потока предметов. это позволяет обтянуть термопластичной лентой группу предметов столь плотно, что можно отказаться от сварки продольного шва рукава, соединяющего концы ленты, и тем самым упростить технологический процесс упаковывания.
0 Пример. Способ упаковывания предметов опробуют со следующей последовательностью операций. Из термоусадочной пленки ВТ шириной 550 мм, толщиной 0,1 мм формуют рукав с размерами поперечного
5 сечения 2D5X55 мм. В рукав подают прокладочную полосу из термоусадочной пленки шириной 50 мм, концы полосы и рукава сваривают. Затем прокладочную полосу изгибают с образованием гнезд, а в гнезда помещают металлические аэрозольные
0 баллоны диаметром 52,5 мм, высотой 205 мм, заполненные продуктом «Ди.хлофос. После набора групп из пяти баллонов их отсекают от потока предметов, сваривая горловину пакета, дно последующего пакета и разрезая рукав с прокладочной полосой. Опе5 рации осуществляют на автомате со снятым воротниковым устройством.
Изготовляют однорядные, двухрядные и трехрядные упаковки группами 5XU 5X2 и 5X3 баллонов по 5 шт. Испытания показывают осуществимость способа и возможность получения плотной упаковки без применения картонной подложки.
Формула изобретения
5 Способ упаковывания штучных предметов, предусматривающий формирование рукава из ленточного материала, наложение поперечного шва для образования дна первой упаковки, подачу в рукав предметов, em протягивание, запечатывание упаковки
0 с одновременным образованием дна последующей упаковки и отрезанием предыдущей упаковки, отличающийся тем, что, с целью повышения качества упаковывания, перед наложением поперечного шва для образования дна первой упаковки в рукав помещают
5 прокладочную полосу, а при наложении поперечного шва соединяют ее с рукавом, перед подачей предметов прокладочную полосу изгибают с образованием гнезд,
0
1544647 56
каждый предмет располагают в отдельном ществляют под действием подаваемых пред- гнезде полосы, а протягивание рукава осу- метов.
0 фие.1
6
Фиг. 2
ФигМ
Фиг. 5
