материал 4 в пакете уплотняют. После этого пакет опускают. Одновременно опускается и центральная часть пресса б, фиксируя материал 4. В нижнем положении запечатывается горловина пакета и производится сварка днища последующего пакета. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания сыпучего продукта в пакеты из термопластичного пленочного материала | 1988 |
|
SU1662900A1 |
| Способ изготовления пакета из рукавного термопластичного материала с боковыми складками,имеющего плоское дно прямоугольной формы,и заполнения его продуктом | 1985 |
|
SU1359202A1 |
| Способ упаковывания штучных предметов | 1988 |
|
SU1544647A1 |
| Устройство для упаковывания сыпучих продуктов в пакеты из термопластичного материала | 1991 |
|
SU1824351A1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| Способ упаковывания группы предметов в рукав из термопластичного материала | 1985 |
|
SU1342825A1 |
| Устройство для сварки термопластичных пленок | 1982 |
|
SU1073113A1 |
| Способ упаковывания пылящих продуктов в пакеты из термопластичного пленочного материала | 1985 |
|
SU1333614A1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ОТКРЫВАЮЩИХ УСТРОЙСТВ НА ЛИСТОВОМ МАТЕРИАЛЕ ДЛЯ УПАКОВЫВАНИЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ, А ТАКЖЕ УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧАЕМЫЕ ТАКИМ СПОСОБОМ | 2008 |
|
RU2471623C2 |
Изобретение относится к способам упаковывания волокнистых материалов и может быть использовано в промышленности строительных материалов. Целью изобретения является повышение качества упаковывания. Способ заключается в следующем. На полой цилиндрической оправке 2 формируют рукав из термопластичной пленки. Под оправку 2 подводят опору 3, представляющую собой сварочно-эажимное приспособление, и подают в пакет волокнистый материал 4. Затем прессом 6, состоящим из двух концентрично расположенных частей, Ё VJ СО 00 о S
Изобретение относится к способу упаковывания волокнистых материалов и может быть использовано в промышленности строительных материалов для упаковки волокнистых материалов (стекловата, базальтовое волокно и др.).
Известен способ упаковывания сыпучих материалов в пакеты из рукавного термопластичного материала, предусматривающий формирование пакета на полой оправке, подведение под днище пакета опоры, подачу сыпучего материала, его уплотнение, опускание опоры, снятие пакета с оправки и сваривание его горловины, причем опускание опоры и снятие пакета с оправки производят одновременно путем принудительной послойной подачи сыпучего материала.
При известном способе упаковки материала уплотнение происходит под действием собственного веса, что недостаточно для упаковывания упругих волокнистых материалов.
Наиболее близким к предложенному техническому решению является способ производства кормовых брикетов пониженной плотности, включающий дозированную подачу в канал прессуемого материала, предварительное уплотнение по площади, меньшей площади поперечного сечения канала, и уплотнение по поперечному сечению канала, причем брикет формируют из одной дозы материала.
Однако способ не может обеспечить необходимое качество упаковки упругого материала, так как отсутствует прием фиксации полученного объема, предотвращающий упругую деформацию материала.
Целью изобретения является повышение качества упаковывания упругих волокнистых материалов, в частности продуктов минераловатного производства.
Поставленная цель достигается тем, что уплотнение материала осуществляют прессом, состоящим из двух концентрично расположенных частей, внутренняя1 из которых смонтирована с возможностью перемещения вдоль наружной, при этом перед наложением поперечного шва производят фиксацию находящегося в пакете материала внутренней частью пресса.
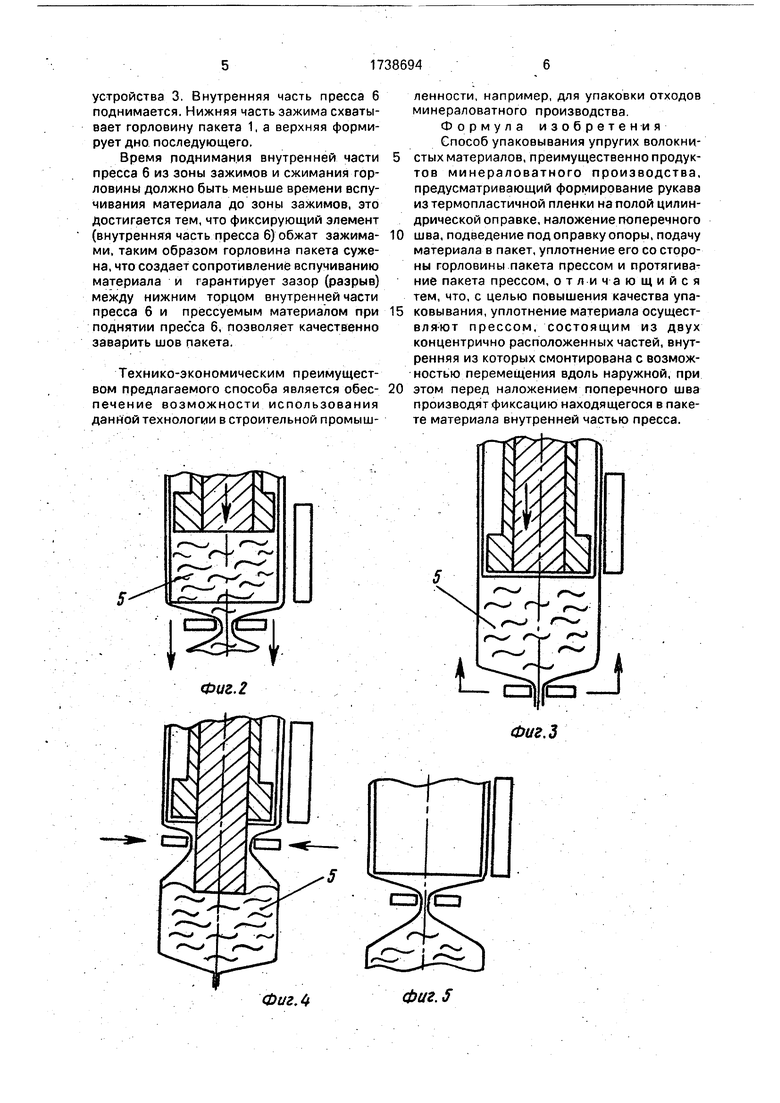
На фиг.1 показана схема осуществления способа, этап засыпки в полую оправку
порции упаковываемого материала; на фиг.2 - уплотнение материала (прессование); на фиг.З - опускание опоры вместе со спрессованным материалом, сварка днища
пакета и сварка горловины предыдущего пакета, отрезка предыдущего пакета; на фиг.4 - фиксация объема материала и перемещение опоры в верхней позиции; на фиг.5 - подведение опоры под днище связующего пакета.
Способ упаковывания материала включает в себя формирование рукава (пакета) 1 из термопластичной пленки на полой цилиндрической оправке 2, наложение поперечного шва, подведение под оправку 2 опоры
3, подачу материала 4 в пакет 1, уплотнение
его со стороны горловины пакета 1 и протягивание пакета 1 прессом 6, состоящим из
двух концентрично расположенных частей,
внутренняя из которых смонтирована с возможностью перемещения вдоль наружной, при этом перед наложением поперечного шва производят фиксацию находящегося в пакете 1 материала 4 до объема 5 с помощью внутренней части пресса 6.
Способ осуществляется следующим образом.
К моменту начала загрузки волокнистого материала 4 сформирован рукав из термопластичной пленки на полой цилиндрической оправке 2, эта пленка протягивается, конец рукава зажимается опорой в виде сварочно-зажимного устройства 3, производится подача волокнистого материала 4, устанавливается продолжительность загрузки, определенная экспериментально. По истечении установленного времени включается привод и, пресс 6 опускается, уплотняя материал 4 в спрессованный объем 5. При достижении прессом 6
конечного нижнего положения процесс прессования заканчивается, одновременно осуществляется опускание пакета 1 с находящимся в нем спрессованным волокнистым материалом и опускание внутренней
части пресса 6 для фиксации материала. В нижнем положении .производится сварка днища пакета, а также сварка,горловины и отрезка предыдущего пакета, который поступает на конвейер. Зажимы устройства 3
разводятся и поднимаются,
Затем в зазор между торцевой поверхностью наружной части пресса 6 и запол- ненной частью пакета 1 вводят зажимы
устройства 3 Внутренняя часть пресса 6 поднимается. Нижняя часть зажима схватывает горловину пакета 1, а верхняя формирует дно последующего.
Время поднимания внутренней части пресса б из зоны зажимов и сжимания горловины должно быть меньше времени вспучивания материала до зоны зажимов, это достигается тем, что фиксирующий элемент (внутренняя часть пресса 6) обжат зажимами, таким образом горловина пакета сужена, что создает сопротивление вспучиванию материала и гарантирует зазор (разрыв) между нижним торцом внутренней части пресса 6 и прессуемым материалом при поднятии пресса 6, позволяет качественно заварить шов пакета.
Технико-экономическим преимуществом предлагаемого способа является обеспечение возможности использования данной технологии в строительной промышФиг.2
ФигЛ
5
0
ленности, например, для упаковки отходов минераловатного производства
Формула изобретения Способ упаковывания упругих волокнистых материалов, преимущественно продуктов минераловатного производства, предусматривающий формирование рукава из термопластичной пленки на полой цилиндрической оправке, наложение поперечного шва, подведение под оправку опоры, подачу материала в пакет, уплотнение его со стороны горловины пакета прессом и протягивание пакета прессом, отличающийся тем, что, с целью повышения качества упаковывания, уплотнение материала осуществляют прессом, состоящим из двух концентрично расположенных частей, внутренняя из которых смонтирована с возможностью перемещения вдоль наружной, при этом перед наложением поперечного шва производят фиксацию находящегося в пакете материала внутренней частью пресса.
Фиг.З
фиг. 5
| Способ производства кормовых брикетов пониженной плотности | 1982 |
|
SU1058550A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
