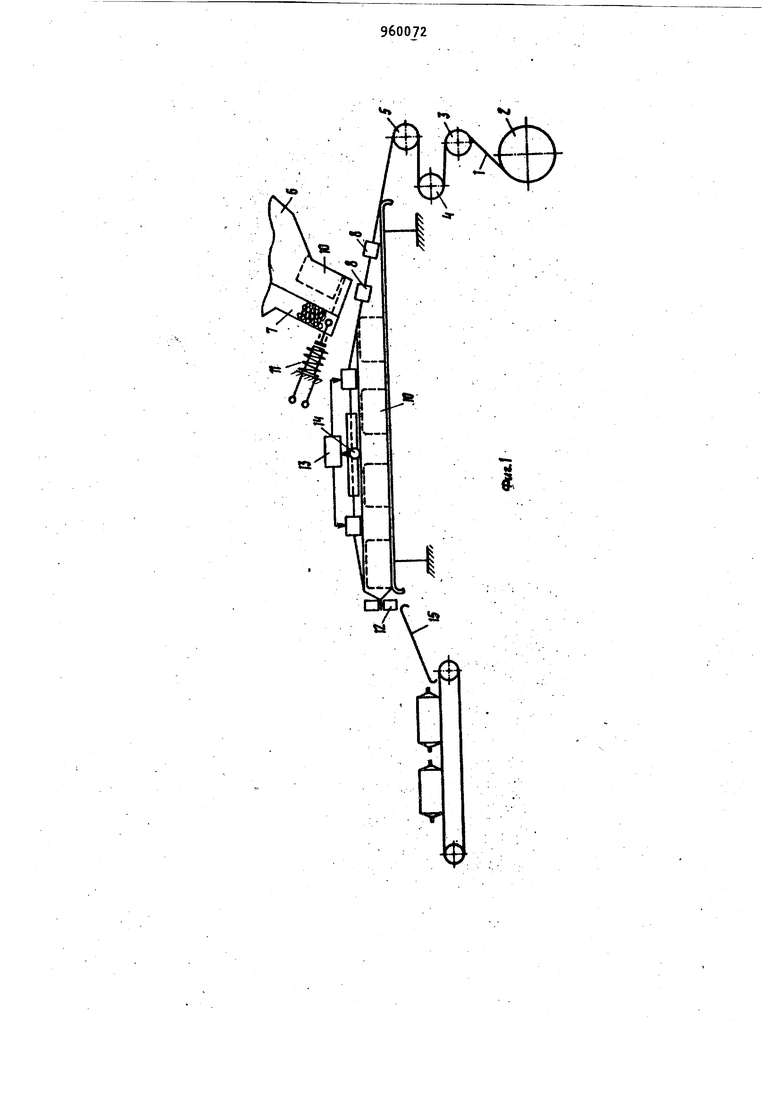
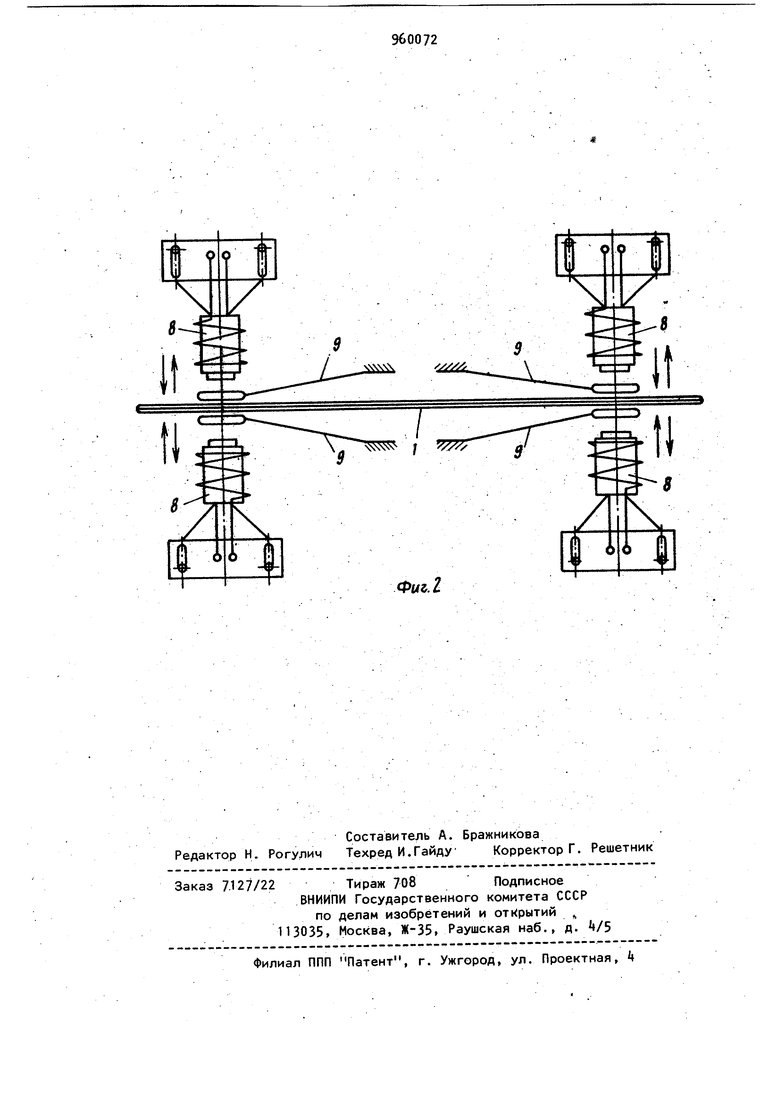
.,;. 1 Изобретение относится к пищевой промышленности, в частности к технике упаковки пищевых продуктов, преимущественно колбасных изделий, в пле ку. Наиболее близким к изобретению По технической сущности и достигамому результату является способ упаковки продукта в пленку, предусматрквающи й формование рукава, подачу в него продукта, протягивание и свар вание ленты в продольном и поперечИОм направлениях 1. Однако известный способ сложен и требует использования вибрационных перфорированных трубок, сообщенных с источником вакуума, так как наблюдается загрязнение и нагревание поос ранства, окружающего упаковываемый, продукт. Нагревание окружающего пространства, зависящее от различных причин, например от температуры в помещении, требует сравнительно слож ного регулирования количества потока газа и скорости передвижения упако-. вочного материала, что отрицательно влияет на качество шва вследствие того, что натяжение упаковочного материала неопределенно изменяется. Целью изобретения является обеспечение возможности образования свободной зоны между Продуктом и рукавом до образования продольного шва. Указанная цель достигается способом упаковки продукта в пленку, пре- . дусматривающим ормование рукава, подачу в него продукта, протягивание и сваривание ленты в продольном и пог перечном направлениях, при этом во время формования рукава и перед его свариванием в продольном направлении наложенным один на другой краям сообщают поперечные по его ходу движения вибрационные колебания, а протягивание ленты осуществляют до и после сваривания ее в продольном направлении, причем во время подачи продукта в рукав одновременно подают твердую углв кислоту, в, виде гранул. . На фиг, 1 .схематично -изображено устройство для осуществления способа упаковки продукта в пленку.; на фиг. 2 - приспособление для сообщения краям рукава вибрационных колеба Способ осуществляют следующим образом. Ленту 1 (термопластичный материал с рулона 2 через ролики 3 и 5 направляют в узел формования рукава, к которому на определенном раостояНИИ установлены питатели 6 и 7 проду та и твердой углекислоты (СОа) в виде гранул. Во время формования рукава и перед ее свариванием в. продольном направлении наложенным друг на друга краям ленты 1 сообщают поперечные по ходу ее движения вибрацион ные колебания, при помощи электромаг нитов 8 (фиг. 1 и 2), к якорям которых установлены подпружиненные пласт ки 9 (фиг, 2), во время работы взаимодействующие с краями ленты 1. Вибр ционные колебания пластинок 9 создаю ложный шов ленты 1 в зоне формования рукава, при этом образуется зона, от деляющая окружность от внутреннего объема рукава до образованного шва. Вибрационные высокочастотные коле бания краев ленты t мгновенно прекращаются во время ее протягивания, т. е. после образования продЬльного шва ив этот момент в .рукав подают твердую углекислоту в виде гранул весом до 2 г и порционированный продукт 10 (фиг. 1) (отрезок колбасы) весом 200-300 г. Прекращение колебаний краев ленты 1 осуществляют любым известным способом, например прекращают подачу электрического тока в электромагниты 8 с помощью конечного выключателя, установленного на пу ти движения пакета с продуктом 10. Одновременно с коротким прекращением подачи тока в электромагниты 8, напри мер тем же самым конечным выключателем, ток подают в катушку электромаг нита 11, который управляет работой питателя 6 продукта 10 и питателя 7 гранул твердой углекислоты (СО-). Та ким образом электромагнит 11, воздействуя на отсекатель, мгновенно осу ществляет подачу в формуемый пакет порционированного продукта.10. Затем механизм для образования поперечных швов, состоящий из кинематически свя 9 24 занных между собой прижимов 12, перемещает рукав, включая ток, который поступает в электромагниты 8, создающие высокочастотные вибрационные колебания пластинок 9. Одновременно механизм для образования поперечных швов включает ток для протягивающего приспособления 13, электрически подключенного одним концом к контактному датчику 1 натяжения ленты 1. При нормальном натяжении ленты 1, датчик 1 напряжения ленты не включает более сильный ток во вторую пару протягивающего приспособления 13, так как один контакт его остается нормально открытым. При сниженном или увеличенном натяжении, отрицательно влияющем на образование продольного шва, датчик 1 натян ения включает более сильный ток во второй паре протягивающего приспособления 13 или отключает его. Величину натяжения продольного шва регулируют путем изменения разницы в величинах тока, подаваемого в соответствующие пары. После достижения определенного натяжения ленты 1 в зоне ее сваривания осуществляют операцию сваривания продольного шва общеизвестным путем. . Далее образованный рукав с продуктом 10 направляют в сторону отводящего лотка 15, прижимают посредством прижимов 12 механизма образования поперечных швов и заделывают конец наполненного пакета. Затем пакет отделяют от рукава и образуют дно следующего пакета. В дальнейшем цикл повторяется. Предлагаемый способ.по сравнению с известным позволяет образовать зону отделяющую окружность от внутреннего объема рукава до образования продольного шва. Находящиеся внутри пакета гранулы твердой углекислоты сублимируют образовывая вокруг продукта газовую среду с определенным процентом СО. При сублимации твердой углекислоты поглощается часть тепла выделяющегося при сваривании швов пакета, что снижает отрицательное воздействие тепла на продукт находящийся внутри пакета. За счет регулирования натяжения ленты в зоне ее сваривания значительно увеличивается качество продольного шва, что позволяет выдерживать количество углекислого газа постоянным в требуемом количестве. Ввод во внутрь пакета твердой углекислоты позволяет снизить отрицательное воздействие на продукт тепла, выделяющегося при сваривании швов пакета. Предлагаемый способ может быть использован на действующих упаковочных машинах, как с горизонтальным, так и с вертикальным расположением рабочих органов. Формула изобретения Способ упаковки продукта в пленку предусматривающий формование рукава, подачу в него продукта, протягивание и сваривание ленты в продольном и поперечном направлениях, отличающийся тем, что, с целью обеспечения возможности образования свободной зоны между продуктом и рукавом до образования продольного шва, во время формования рукава и перед его свариванием в продольном направлении наложенным один на другой краям ленты сообщают поперечные по ее ходу движения вибрационные колебания, а протягивание ленты осуществляют до и после сваривания ее в продольном направлении, причем во время подачи продукта в рукав одновременно подают твердую углекислоту в виде гранул. Источники информации, принятые во внимание при экспертизе 1. Патент СССР № , кл. В 65 В 9/06, 1378.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для упаковки продукта в пленку | 1972 |
|
SU441202A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1986 |
|
SU1400956A1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1969 |
|
SU244178A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU770931A1 |
| Способ упаковывания штучных предметов | 1988 |
|
SU1544647A1 |
| Приспособление для протягивания рукава к устройствам для упаковки в пленку | 1981 |
|
SU960071A1 |
| Устройство для формирования,наполнения и герметизации пакетов из термопластичной пленки | 1980 |
|
SU1431669A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для упаковки штучных изделий в полиэтиленовую пленку | 1978 |
|
SU768696A1 |