мысла. Целью изобретения является повышение качества при упаковывании окисляющихся продуктов. Устройство содержит бобинодержатели 1, механизмы подачи пленки, приспособление для подачи продукта, питающую трубу 2, приспособление для формирования пленочного рукава, смонтированные на подвижных каретках 3 и 4 элементы для образования продольных швов и элементы 26 для образования попере - ных швов и привод. Приспособление для формирования пленочного рукава содержит последовательно установленные между приспособлением для подачи продукта и кареткой 3 продольной сварки Т-образные ролики 9 и 10 и фиксирующее приспособление 1I, причем ролики 9 и 10 установлены по обе стороны питающей трубы 2 с возможностью поворота для ее охвата с четьфех сторон. Элементы для образования продольных швов расположены по разные стороны питающей трубы 2 и смещены один относительно другого в осевом направлении. Использование Т-образных роликов и фиксирующего приспособления, а также определенное взаимное расположение элементов для образования продольных швов позволяет обеспечить плотное упаковывание брикета в пленку без доступа кислорода, наличие которого в упаковке приводит к окислению продуктов морского промысла и, как следствие, ухудшению их вкусовых качеств.5 ил.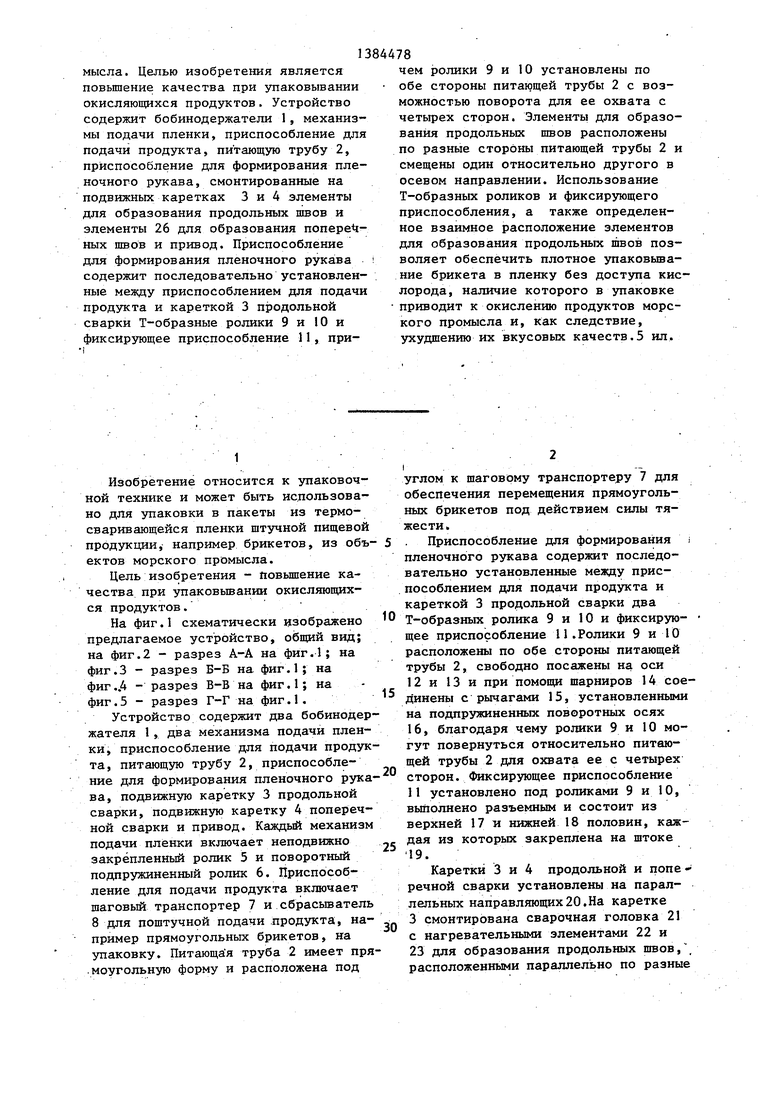
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания предметов в рукавную пленку | 1991 |
|
SU1814634A3 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| Устройство для упаковывания предметов в рукавную пленку | 1989 |
|
SU1768457A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ БРИКЕТОВ БЕЗВОДНОЙ ЛЕТОЧНОЙ МАССЫ | 1995 |
|
RU2116945C1 |
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Устройство для упаковывания предметов в пакеты из термосклеивающегося материала | 1988 |
|
SU1701593A1 |
Изобретение относится к устройствам для изготовления, наполнения продуктом и запечатьшания пакетов из термосваривающейся пленки и может быть использовано для упаковки в па-, кеты из термосваривайщейся пленки штучной пищевой продукции, например брикетов, из объектов морского про5 .6 (Л 00 СХ) N 4 N1 tX) 29 20 Фиг. 1
1
Изобретение относится к упаковочной технике и может быть использовано для упаковки в пакеты из термо- сваривающейся пленки штучной пищевой продукции, например брикетов, из объектов морского промысла.
Цель изобретения - повышение качества при упаковьгоании окисляющихся продуктов.
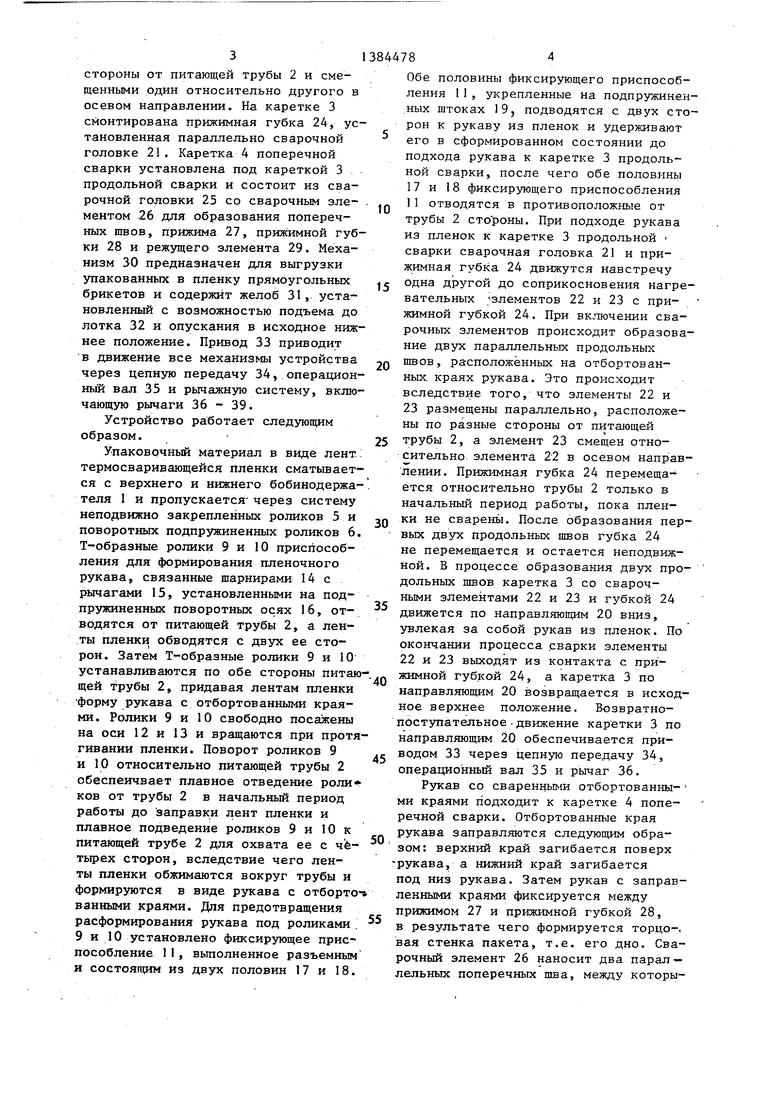
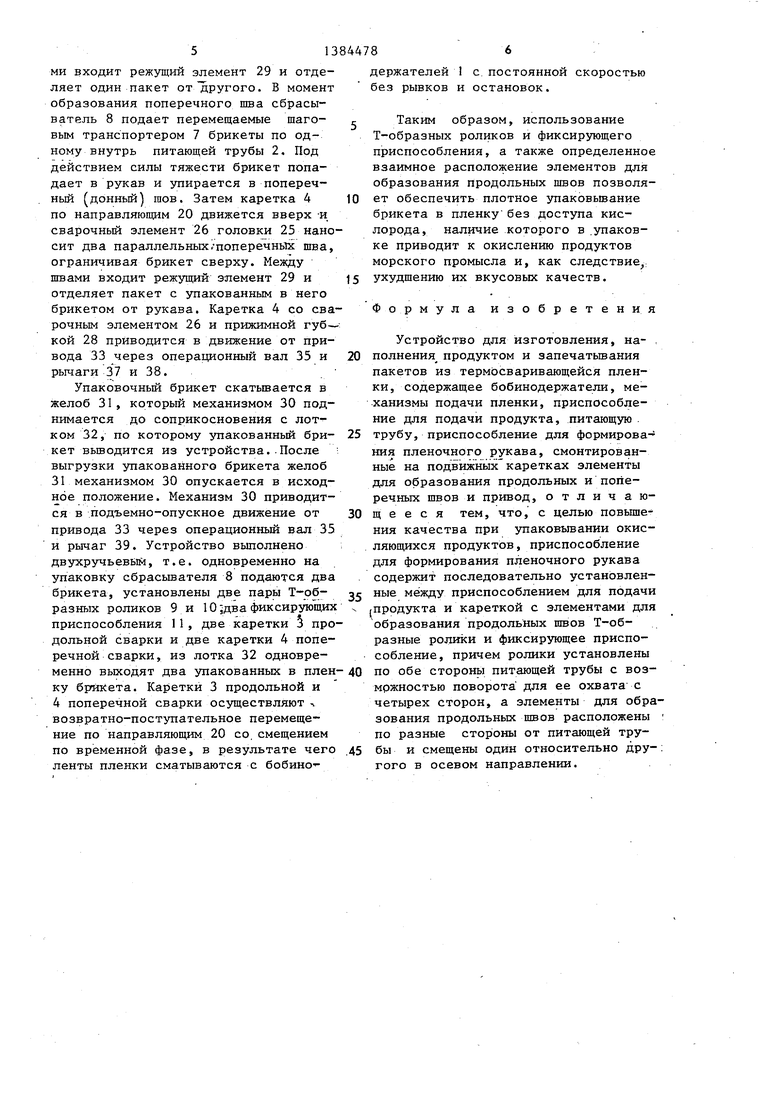
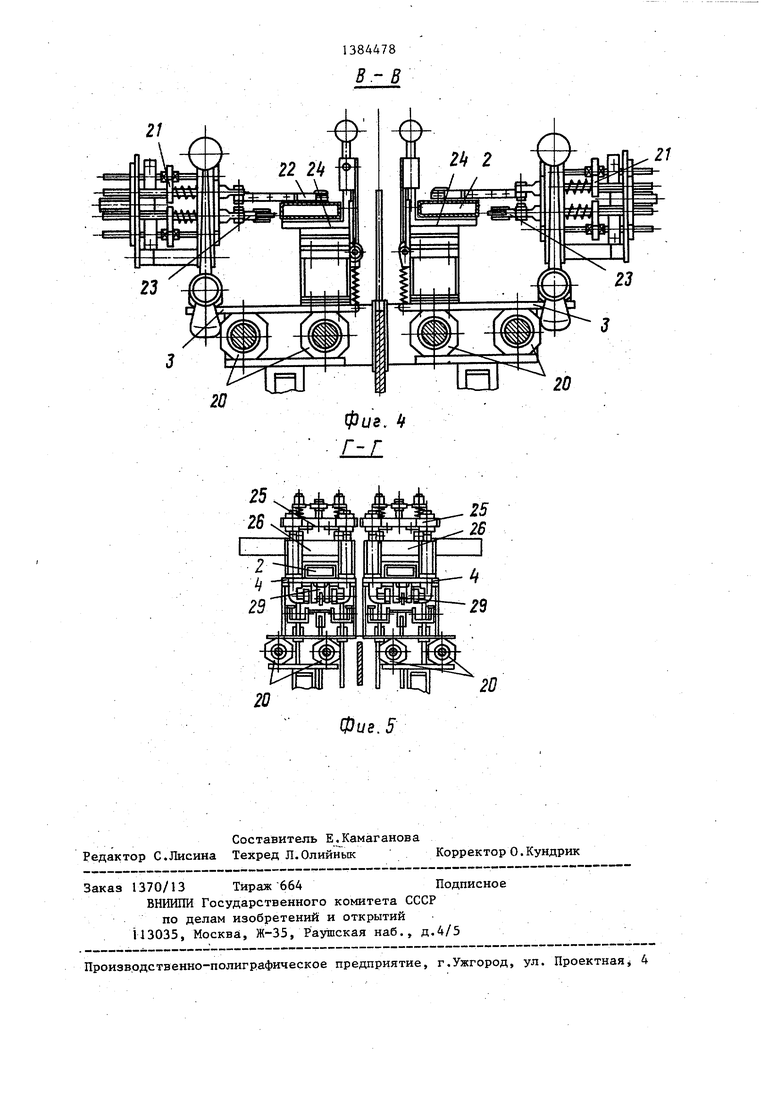
На фиг.1 схематически изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1| на фиг.З - разрез Б-Б на фиг.1; на фиг..4 - разрез В-В на фиг.1; на фиг.З - разрез Г-Г на фиг.1.
Устройство содержит два бобинодер- жателя 1, два механизма подачи пленки, приспособление для подачи продукта, питающзпо трубу 2, приспособление для формирования пленочного рукава, подвижную каретку 3 продольной сварки, подвижную каретку 4 поперечной сварки и привод. Каждьй механизм подачи плёнки включает неподвижно закрепленный ролик 5 и поворотный подпружиненный ролик 6. Приспособление для подачи продукта включает шаговый транспортер 7 и сбрасыватель 8 для поштучной подачи .продукта, например прямоугольных брикетов, на упаковку. Питающа я труба 2 имеет пря- .моугольную форму и расположена под
углом к шаговому транспортеру 7 для обеспечения перемещения прямоугольных брикетов под действием силы тяжести.
. Приспособление для формирования i пленочного рукава содержит последовательно установленные между приспособлением для подачи продукта и кареткой 3 продольной сварки два
О Т-образных ролика 9 и 10 и фиксирую- щее приспособление 11.Ролики 9 и 10 расположены по обе стороны питающей трубы 2, свободно посажены на оси 12 и 13 и при помощи шарниров 14 сое- динены С рычагами 15, установленными на подпружиненных поворотных осях 16, благодаря чему ролики 9 и 10 могут повернуться относительно питающей трубы 2 для охвата ее с четырех
0
5
0
сторон. Фиксирующее приспособление И установлено под роликами 9 и 10, выполнено разъемным и состоит из верхней 17 м нижней 18 половин, каждая из которых закреплена на штоке 19.
Каретки 3 и 4 продольной и попе речной сварки установлены на параллельных направляющих20.На каретке 3 смонтирована сварочная головка 21 с нагревательными элементами 22 и 23 для образования продольных швов, расположенными параллельно по разные
стороны от питающей трубы 2 и смещенными один относительно другого в осевом направлении На каретке 3 смонтирована прижимная губка 24, установленная параллельно сварочной головке 21. Каретка 4 поперечной сварки установлена под кареткой 3 продольной сварки и состоит из сварочной головки 25 со сварочным эле- ментом 26 для образования поперечных швов, прижима 27, прижимной губки 28 и режущего элемента 29. Механизм 30 предназначен для выгрузки упакованных в пленку прямоугольных брикетов и содержит желоб 31, установленный с возможностью подъема до лотка 32 и опускания в исходное нижнее положение. Привод 33 приводит в движение все механизмы устройства через цепнзпо передачу 34, операцион- ньЁй вал 35 и рычажную систему, включающую рычаги 36 - 39.
Устройство работает следующим образом.
Упаковочньй материал в виде лент. термосваривающейся пленки сматьшает- ся с верхнего и нижнего бобинодержателя 1 и пропускается через систему неподвижно закрепленных роликов 5 и поворотных подпружиненных роликов 6. Т-образные ролики 9 и 10 присйособ- ления для формирования пленочного рукава, связанные шарнирами 14 с рычагами 15, установленными на подпружиненных поворотных осях 16, отводятся от питающей трубы 2, а ленты пленки обводятся с двух ее сторон. Затем Т-образные ролики 9 и 10 устанавливаются по обе стороны питаю щей трубы 2, придавая лентам пленки форму рукава с отбортованными краями. Ролики 9 и 10 свободно посажены на оси 12 и 13 и вращаются при протягивании пленки. Поворот роликов 9 и 10 относительно питающей трубы 2 обеспеичвает плавное отведение роли ков от трубы 2 в начальный период работы до заправки лент пленки и плавное подведение роликов 9 и 10 к питающей трубе 2 для охвата ее с 4ife тырех сторон, вследствие чего ленты пленки обжимаются вокруг трубы и формируются в виде рукава с отборто ванными краями. Для предотвращения расформирования рукава под роликами 9 и 10 установлено фиксирующее приспособление 11, вьтолненное разъемным и состоящим из двух половин 17 и 18.
10
15
20
25
,
3844784
Обе половины фиксирзтощего приспособления 11, укрепленные на подпружиненных штоках 19, подводятся с двух сторон к рукаву из пленок и удерживают его в сформированном состоянии до подхода рукава к каретке 3 продольной сварки, после чего обе половины 17 и 18 фиксирующего приспособления 11 отводятся в противоположные от трубы 2 стороны. При подходе рукава из пленок к каретке 3 продольной сварки сварочная головка 2 и прижимная губка 24 движутся навстречу одна другой до соприкосновения нагревательных элементов 22 и 23 с прижимной губкой 24. При включении сварочных элементов происходит образование двух параллельных продольных щвов, расположённых на отбортованных, краях рукава. Это происходит вследствие того, что элементы 22 и 23 размещены параллельно, расположены по разные стороны от питающей трубы 2, а элемент 23 смещен относительно элемента 22 в осевом направлении. Прижимная губка 24 перемещается относительно трубы 2 только в начальный период работы, пока пленки не сварень. После образования первых двух продольньЕх швов губка 24 не перемещается и остается неподвижной. В процессе образования двух продольных швов каретка 3 со сварочными элементами 22 и 23 и губкой 24 движется по направляющим 20 вниз, увлекая за собой рукав из пленок. По окончании процесса сварки элементы 22 и 23 выходят из контакта с прижимной губкой 24, а каретка 3 по направляющим 20 возвращается в исходное верхнее положение. Возвратно- поступательное движение каретки 3 по направляющим 20 обеспечивается приводом 33 через цепную передачу 34, операционный вал 35 и рычаг 36.
Рукав со сваренными отбортованны- ми краями подходит к каретке 4 поперечной сварки. Отбортованные края рукава заправляются следующим образом: верхний край загибается поверх рукава, а нижний край загибается под низ рукава. Затем рукав с заправленными краями фиксируется между прижимом 27 и прижимной губкой 28, в результате чего формируется торцо-, вая стенка пакета, т.е. его дно. Сварочный элемент 26 наносит два параллельных поперечных шва, между которы30
35
40
45
50
51
ми входит режущий элемент 29 и отделяет один пакет от другого. В момент образования поперечного шва сбрасыватель 8 подает перемещаемые щаго- вым транспортером 7 брикеты по одному внутрь питающей трубы 2, Под действием силы тяжести брикет попадает в рукав и упирается в попереч- ньш (донный) шов. Затем каретка 4 по направляющим 20 движется вверх -и, сварочный элемент 26 головки 25 наносит два параллельных/поперечных шва, ограничивая брикет сверху. Между щвами входит режзга1;ий элемент 29 и отделяет пакет с упакованным в него брикетом от рукава. Каретка 4 со сварочным элементом 26 и прижимной губ- кой 28 приводится в движение от привода 33 через операционный вал 35 и рычаги 37 и 38.
Упаковочный брикет скатывается в
желоб 31, который механизмом 30 поднимается до соприкосновения с лот ком 32, по которому упакованный бри- кет вьшодится из устройства..После выгрузки упакованного брикета желоб 31 механизмом 30 опускается в исходное положение. Механизм 30 приводится в подъемно-опускное движение от привода 33 через операционный вал 35 и рычаг 39. Устройство выполнено двухручьевым, т.е. одновременно на упаковку сбрасывателя 8 подаются два брикета, установлены две пары Т-об- разных роликов 9 и 10 5два фиксирующих приспособления 11, две каретки 3 продольной сварки и две каретки 4 поперечной сварки, из лотка 32 одновременно выходят два упакованных в плен- ку брикета. Каретки 3 продольной и 4 поперечной сварки осуществляют возвратно-поступательное перемеще ние по направляющим 20 со, смещением по временной фазе, в результате чего ленты пленки сматываются с бобинодержателей I с постоянной скоростью без рывков и остановок.
Таким образом, использование Т-образных роликов и фиксирующего приспособления, а также определенное взаимное расположение элементов для образования Продольных швов позволяет обеспечить плотное упаковьшание брикета в пленку без доступа кислорода, наличие которого в .упаковке приводит к окислению продуктов морского промысла и, как следствие,: ухудшению их вкусовых качеств.
Формула изобретения
Устройство для изготовления, на- полнения продуктом и запечатьшания пакетов из термосваривающейся пленки, содержащее бобинодержатели, механизмы подачи пленки, приспособление для подачи продукта, питающую . трубу, приспособление для формирования пленочного рукава, смонтированные на подвижных каретках элементы для образования продольных и поперечных швов и привод, отличающееся тем, что, с целью повышения качества при упаковъгоании окисляющихся продуктов, приспособление для формирования пленочного рукава содержит последовательно установленные между приспособлением для подачи (Продукта и кареткой с элементами для образования продольных швов Т-образные ролики и фиксирующее приспособление, причем ролики установлены по обе сторонь питающей трубы с возможностью поворота для ее охвата с четырех сторон, а элементы для образования продольных швов расположены по разные стороны от питающей трубы и смещены один относительно другого в осевом направлении.
. Фиг. 2
/5
Ib /5
1384478
В-В
21
20
Фиг.
z
Фиг. 5
20
| Авторское свидетельство СССР № 229283, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Авторское свидетельство СССР ,;№ 863467, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| f | |||
