Изобретение относится к сельскому хо- .яйсизу, н частности к способам формирования тюков сено-соломистых материалов.
Цель и (обретения - оптимизация процесса регулирования заданного значения плотности тюка.
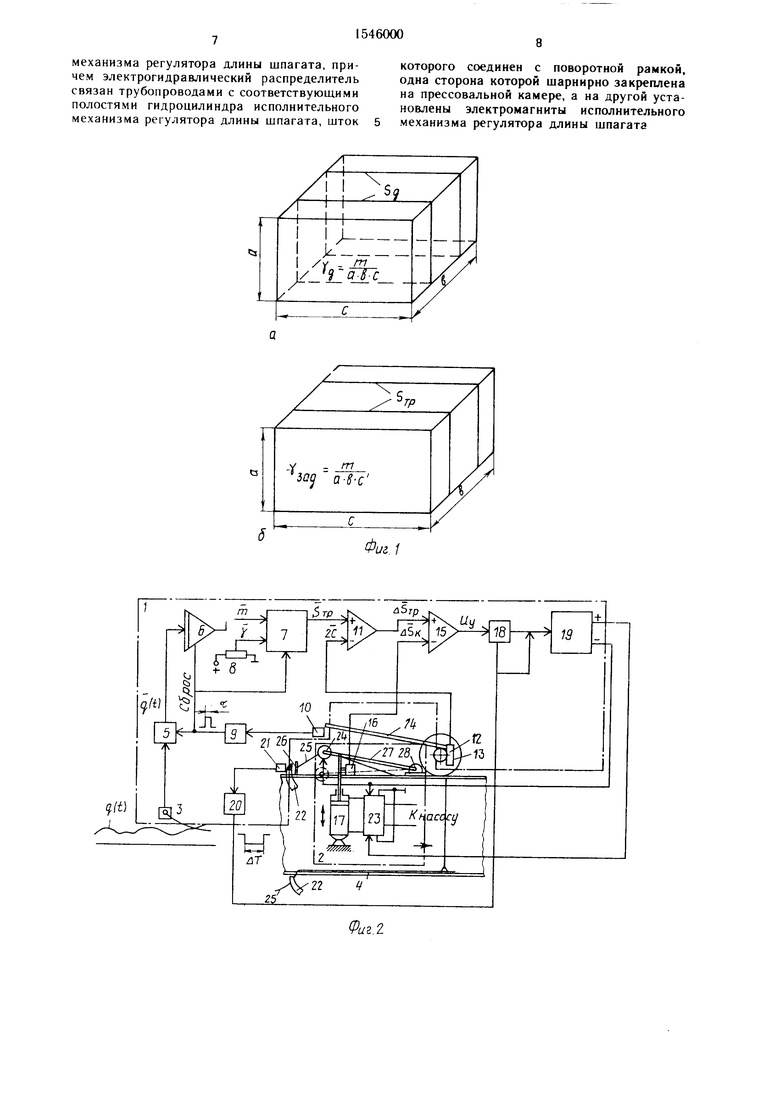
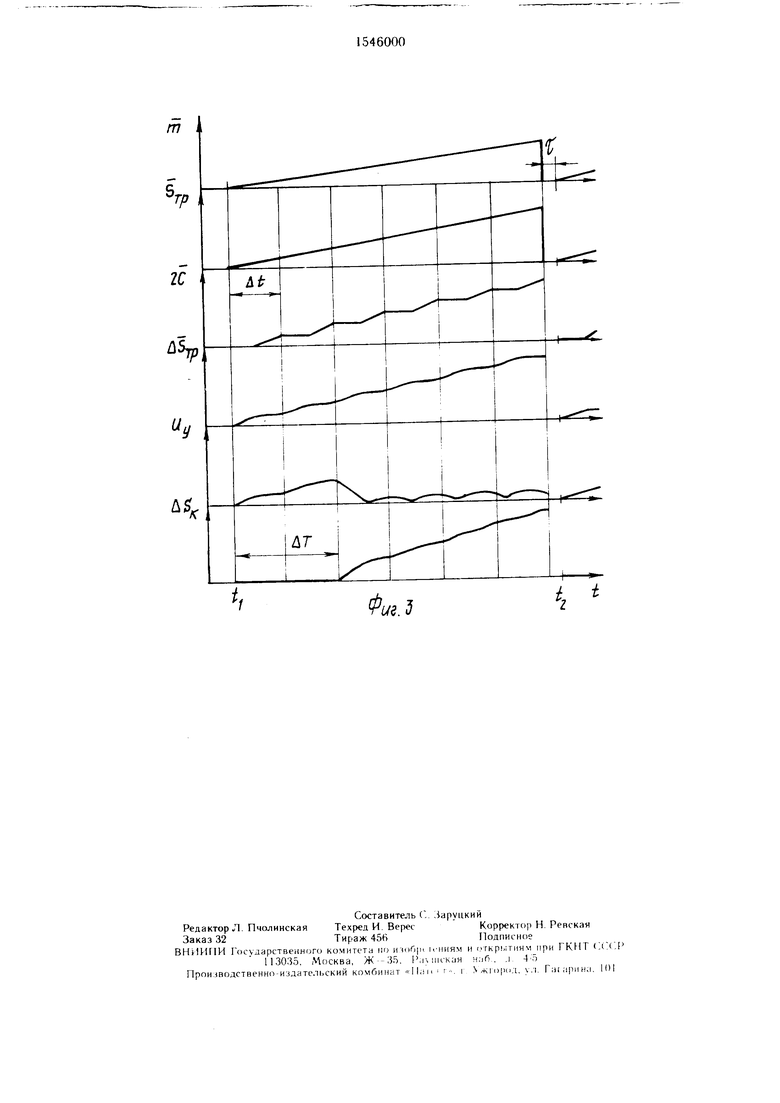
На фиг. 1 представлен связанный юк, общий вид, на фиг 2 функциональная схема устройства; на фиг. 3 временная диаграмма работы устройства
Сущность способа состоит в том, что при работе пресс-подборщика непосредс iпенно и полевых условиях контролируется дейс,ни тельная длина шпагата S4, которая вычисляется по геометрическим размерам S,-2u-|- t 2( (фи1. la) При данной длине imiaiara т,ействительная плотность тюка
где т - масса тюка;
Г объем тюка, a, b, i соответственно длина тюка.
Одновременно вычисляеi ся
высот-ч, ширина н
требуемая
для данной массы пг тюка дли,1а шпагата 5 i с целью обеик чеьня заданной плп:- HOCIH Si При мдангыч 1а; аритах прессо валыюй камеры (и-const, h-const 1и-}-Чс
СП
4
05
О
о о
Li- П:i-. ,.
буемои м
iJ т,ля обеспечения заI п.ь: i ,,ка (фи| 1 б)
i p.i нос1 ь ме/к iy греДЛННОИ Illllrll .1 I -I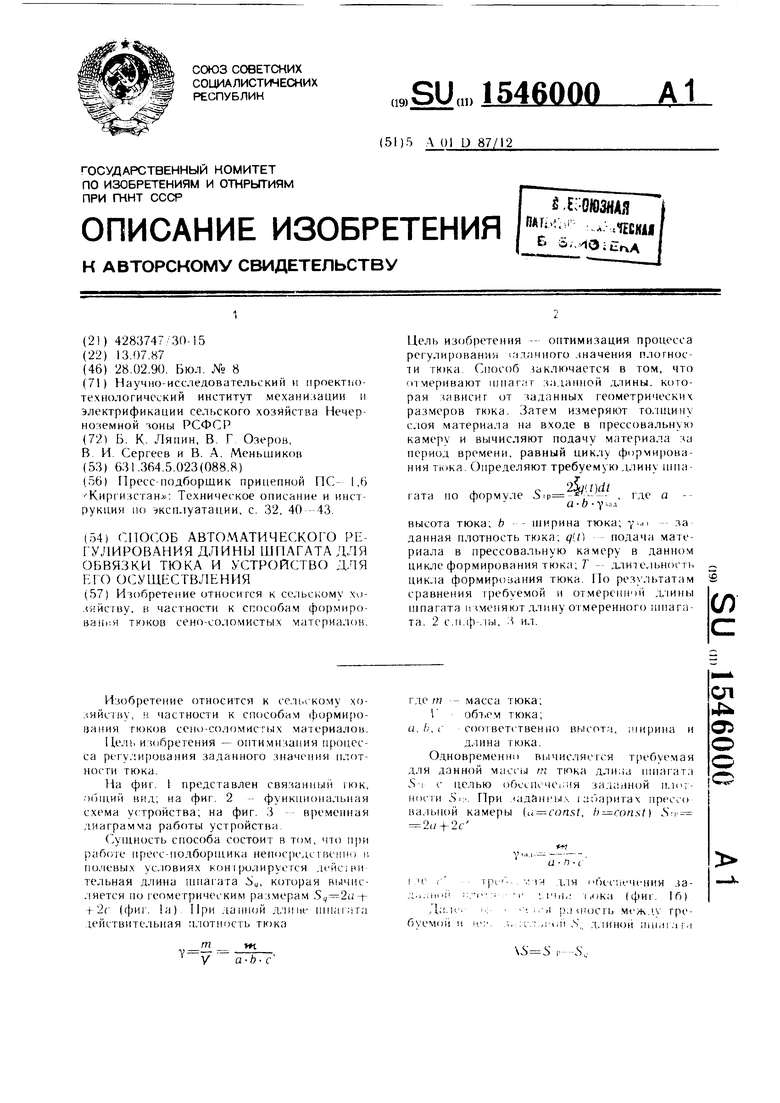
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования длины шпагата для обвязки тюка и устройство для его осуществления | 1990 |
|
SU1743462A1 |
| Пресс-подборщик поршневого типа | 1982 |
|
SU1042666A1 |
| ПРЕСС-ПОДБОРЩИК И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2012 |
|
RU2581528C2 |
| ТЮКОВОЙ ПРЕСС-ПОДБОРЩИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ТЮКОВ | 2012 |
|
RU2611818C2 |
| Способ заготовки корма и пресс-подборщик | 1986 |
|
SU1387909A1 |
| Электропривод | 1988 |
|
SU1552333A1 |
| ПОРШНЕВОЙ ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ТЮКОВ | 2010 |
|
RU2536880C2 |
| ТЮКОВЫЙ ПРЕСС-ПОДБОРЩИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ТЮКОВ | 2012 |
|
RU2611817C2 |
| Трехфазный стабилизированный преобразователь напряжения | 1989 |
|
SU1624425A1 |
| Регулятор плотности прессования пресс-подборщика | 1986 |
|
SU1404022A1 |
Изобретение относится к сельскому хозяйству, в частности к способам формирования тюков сено-соломистых материалов. Цель изобретения - оптимизация процесса регулирования заданного значения плотности тюка. Способ заключается в том, что отмеривают шпагат заданной длины, которая зависит от заданных геометрических размеров тюка. Затем измеряют толщину слоя материала на входе в прессовальную камеру и вычисляют подачу материала за период времени, равный циклу формирования тюка. Определяют требуемую длину шпагата по формуле Sтр=2 @ .TQ(T)DT/A.B.γзад, где A - высота тюка
B - ширина тюка
γзад - заданная плотность тюка
Q(T) - подача материала в прессовальную камеру в данном цикле формирования тюка
T - длительность цикла формирования тюка. По результатам сравнения требуемой и отмеренной длины шпагата изменяют длину отмеренного шпагата. 2 с.п.ф-лы, 3 ил.
r 5,
которая служит сигналом рассогласования для регулятора, обеспечивающего в автоматическом режиме выполнение условия S,SrP
Способ осуществляется следующим образом.
Измеряют поток (расход) материала q(t) на входе прессовальной камеры, характеризующий мощность валка по длине гона, благодаря чему за время между включением вязального аппарата оценивается масса тюка (t)dt. При конструктивных габаритах прессовальной камеры a co«s/, b const для действительной плотности -у, по действительной длине тюка с определяется действительная длина шпагата, а затем при тех же а и Ь, но для заданной плотности тюка узал вычисляется требуемая (Sir) для его обвязки длина шпагата
S,,.2a + г
- q(t)cit
а b у
Учитывая, что а const действительную и требуемую длину шпагата можно соответственно оценить по выражениям
Srp
S, 2C;
г Т
q(t)dt.
a-b
Затем определяют разность Д5 5гР-Sq, которую подают на вход регулятора длины шпагата, обеспечивающего к моменту вязки тюка условие . Благодаря тому, что для каждой измеренной массы тюка т вычис- ляется требуемая 5тР, для его обвязки длина шпагата на выходе пресс-подборщика, получают тюки с заданной плотностью у™.
Например, дл- но- борщика ПС 1,6, имеющего по паспортным ,36 м, Ь 0,5 м при рекомендуемых т 20 кг и у 115 кг/-м требуемая длина шпагата 5 р 2,65 м. При колебаниях массы реальных тюков в пределах 13-27 кг требуемая длина шпагата для сохранения плотности у 115 кг/м должна быть в пределах 1,92 - 2,94 м.
Устройство для осуществления предложенного способа содержит (фиг. 2) регулятор 1 длины шпагата, снабженный исполнительным механизмом 2, при этом регулятор 1 содержит датчик 3 потока материала q(t) в прессовальную камеру 4, соединенный с электронным ключом 5, выход которого соединен с входом интегратора 6. Выход интегратора 6 соединен с первым входом блока 7 перемножения, второй вход которого подключен к задатчику 8 плотности тюков, при этом вторые входы электронного ключа 5, интегратора 6 и блока 7 переключения соединены с выходом одновибра- тора 9, соединенного с датчиком 10 включения вязального аппарата. Выход блока 7 перемножения соединен с первым входом сумматора 11, второй вход которого подклю0
0
чен к датчику 12 действительной длины тюка, соединенного с мерительным колесом 13, снабженным дугой 14 мерителя вязального аппарата. Выход сумматора 11 соединен
с первым входом сумматора 15, второй вход которого подключен к датчику 16 перемещения штока гидроцилиндра 17. Выход сумматора 15 соединен с первым входом электронного ключа 18, второй вход и выход которого подключены к дифференциальному усилителю 19 мощности и к выходу одновиб- ратора 20, соединенного с датчиком 21 верхнего положения иглы 22 вязального аппарата. Первый выход дифференциального усилителя 19 мощности подключен к первому
входу электрогидравлического распределителя 23 по гидравлическому тракту, соединенному с гидроцилиндром 17, а второй выход усилителя 19 подключен к второму входу электрогидравлического распределителя 23 и к электромагнитам 24, при этом одним концом шпагат 25 закреплен в зажиме 26, опирается на шток электромагнита 24, а другим концом проходит в ушко иглы 22. Шток гидроцилиндра 17 соединен с поворотной рамкой 27, одна сторона которой с помощью
5 подшипников 28 закреплена на прессовальной камере 1, а другой конец снабжен электромагнитами 24, для поддержания шпагата 25 (вязальный аппарат имеет две параллельно установленные иглы, вторая игла и вторая петля шпагата не показаны).
0Устройство работает следующим образом.
В процессе работы пресс-подборщика измеряется датчиком 3 поток материала на входе в прессовальную камеру 4, сигнал с датчика 3 через открытый электронный ключ 5 поступает на интегратор 6, на выходе
5 которого за промежуток времени (фиг. 3), равный интервалу времени между включениями вязального аппарата, оцени вается масса тюка т q(t)dt. Сигнал in, пропорциональный данной массе, поступает на
Q вход блока 7 перемножения. На второй вход блока 7 с задатчика 8 плотности тюка поступает сигнал у, пропорциональный заданной плотности тюка:
у
45а-Ь-у ы
На выходе блока 5 получают сигнал 5ч,, пропорциональный требуемой для данной массы тюка длине шпагата
(t)dt,
a-b-yi
который поступает на вход сум матора II, где из него вычитается сигнал 1C, пропорциональный действительной длине тюка в прессовальной камере, снимаемый с датчика 12, соединенного с мерительным KOJU сом 13, снабженным дугой 14 мерителя. При действительной длине шпагата, меньшей требуемой , на выходе сумматора 11 появляется сигнал Uy, поступающий на вход
сумматора 15 благодаря чем на его выхотс появляется сигнал управления (фш 3) кого рый через открытый электронный к тюч 18 поступает на вход дифференциального чей лителя 19 мощности при этом на его де « + появляется ешнат который ткт пает на вход электро идрав шче счою рк пределителя 23 исполнитеиною MI х in MI
2открывается доступ масла в нижнюю полость т итроци тиндра 17 блаютаря it му поднимает я вверх шток тинроци инт,ра 1 и вместе с ним поворачивается в поциипни ках 28 поворотная рамка 27 ( элек тромагнитами 24 на штоках которых по uu шен шпагат 25 Д тина шпагата увешчнвк
с я что фиксир ется датчиком lb HI HI ixo н которою VBI чичивается сн на; S Ilepc меи ение ттока гидроци шн тр п откхоит iq тех пор uoKti S4 не с т нет равным ДЬтп а (фш ) ситна i ,пхоt i «-(- vcn am Iе) иечеыет пре ч , i 01 доступ маета н iидроцилиiip 17 Hivejuni потока маге риала q(t) датчиком ) и ,)ti тир вание а инь. шпатага происходит ru i pc формирования тюка который продвиг IHC ь по камере поворачивас черитетыкн. коте о 13 и связанною с ни и т г 14 мери е 1 В момент времени L (фи( 3) мерите ib пая i.y i а 14 вк тчас i в pi6or вяипьныи аппарат и тчик 10 который к н однов - бра юр Ч HI выуо it югор io noih тяется сигна i жтс гью т Оимкрывм
3тсмронныи ключ и о( цеетвтяр. i интегратора Ь и б юка 7 неремч / нтя Одновре ( ос чичт в яст с я nt pi м nicib HIT 22 вя а и н но аппарат) i о а жи
Т. Htp Ч HU О ПО 10 Ч 114 1101
юм ВЯ1КИ Моча проис хо в к п)4( ч
1ИК 1 Jl КГ Юр 1,1 И 1
К i I О 1НО
на выхо и которою нмвтяш. i LHIHII и тельное тио / Ji()i cuinai t i электронным кпюч 1 и ностхпас1( i
еиштепя l(-t ситшлом . BUXOIIкото
1)ою вктючают я э ICKT|)OV к питы 24 ос во бо/к 1.ая петти inriaiaia Вкчюч it ic/i |ac пр( те ыте ib 23 коып ли перспмчн ч it о в верхнюю поло1 it гичропи IHH ipa 17 о i т о ларя ч м1 к т пемя / с« пп чначнт и поворо ная ршка 27 с - т- -. , магнитами 24 во и рашаютс ri ч и х uitn южсни -)тскт| ом a iiM гы 24 RHOBI BHKI чаются з-1 ратывая пс ,и iiniiia i тюка и никл р гу 1чр i i i юч (фш Я
Фо/) ни ш r ir HI
1 ( НОС Об 1 В Г V 1 И I Ч КО I и I I Н I HI,
i тш ы ш па i п ия оби i (ки тюка
ШИН I VI Ш Н
в i vi . , рнм; ч
i
1Н
) ) I Г
,
II
а i. лчю о начения н
{П.КН 10, U НУ С 01
I Н
и
пресс n ini,ном i амеры за проме ж нрсмс ни ршныи пикту формировачи i тока 1яют соответственно этом РО 1ач ма терна id а требуемую длину шпагата Sr,r опрс и1 1яют в соответствии с форму той
)d/
а о Y i
0
Ь
0
5
0
i U / q(t)
li
uiHTt 1ьность цикла формирования
почт
гнпача материала в прессовалып ю
к 1меру в иншом цикле формирова я тюка,
Bi м га тюка
ширин i тюка
а тайная плотность тюка i lei о cpi вминают ветичины трсбммии 1 еренной пины шттагата и i t н
твии с значением ра но ти этих вс in 1пн жмет Д1ин отмеренною imuiaii 2 1,ройство тля автоматическом pt i v ированич цинм ,1та пя обвя тют а Вгч |ЮЧ i ( ui iаническии п ioj
ьi в пи in 1 inapai с мерите 1ьпым
колеi том vipnuiH отшчающее я
тс л iit ытимиыции npoiuit i
, i у иловат я чп ( наб с но ре i 1ягором in i uiij faс шит ьным мечанч (
iow ри HI ом |ягО| т тины iiinat i i
a iepA i 1тчн пои i v t риа la KOTO, i i i si 11ов i и и iisou в etionaibtuio кам и LoeiHiich с гч рв i vi i хо юм перш о -) и ктроннот о к no la PHI вхо i когор 11
HO IK 1ЮЧ Ml К rfl O II i 10 ОЩОВИбр ) I l)i
i
1 ЧОМ ВЯ Ui 1Ы10
(I Il ВО О i ( К I
(i ь Ic К с Г |)НЫМ ВХО ТОМ iр
К 11 OJX) о i Ч (dH L 1C |Ч i
II- I П (I 1( Я В ТО 1() I I чО IIIP
( t ii i ч с а ытчигом ipioyovion ,iii i t и гюь i i вюрои BX i j. ингет p i гор ) и i pt тии вхо i Г) юка iient м i м п t i
1Ы Ч ВЫХОТ I ПВО Iil l И()| Ю|1 i ВЫХО 1,
0ю a IC(H i и 1К1н ч(н к шрчомх t xi i пс р о i op i в горой вхо i кию р ( ни атшком и ист вин н ri и
i в i н П) i i мерите ьны i i ihi i. пс рво| о с ivtd ro,i i
С Ы I ( T.OM ВТОРОЮ i II ) i ХО I К ГОрОЮ ПОТ.К 1Ь) IP. Н К I I И1
с MI щеш.я i жа i и ароци птн ip i IUIIM
1Итсльною и ч 1ьмма pc i 1яюра Ь1 нч
biidiari вых i ropor сое щи н
с первим itЫ(рог(1 эпекфонно о ч о
ча второй ixo i которою связан е ui i HIM м
В ч I ПО1ОЖ1 ilt Я И Ill ВЯ i i П) 1О1 ) I i
р i i юрем в юрой о i о ибр( ф м к
1ЫМ НЫХ ) 1 1М И ВХО ЮМ .ифф1р ННИа ( ИТИГС 1Я MOUIHOCIH ПсрВЫИ КО
1piМКТК НН К НОрВО ) i И не о О р i )(. и е i ) hi
(И ( Ml I 111,1 I
I Т
I
1 Р
14(1 1
К К ,1 i I
механизма регулятора длины шпагата, при-которого соединен с поворотной рамкой,
чем электрогидравлический распределительодна сторона которой шарнирно закреплена
связан трубопроводами с соответствующимина прессовальной камере, а на другой устаполостями гидроцилиндра исполнительногоновлены электромагниты исполнительного
механизма регулятора длины шпагата, шток5 механизма регулятора длины шпагата
т
U
ДЈ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
