Изобретете относится к черной металлургии, а именно прокатному производству, и может быть использовано при холодной прокатке листов и полос.
I
Целью изобретения ЯВЛТРТСЯ повышение качества прокатываемых полос путем устранения поверхностных дефектов.
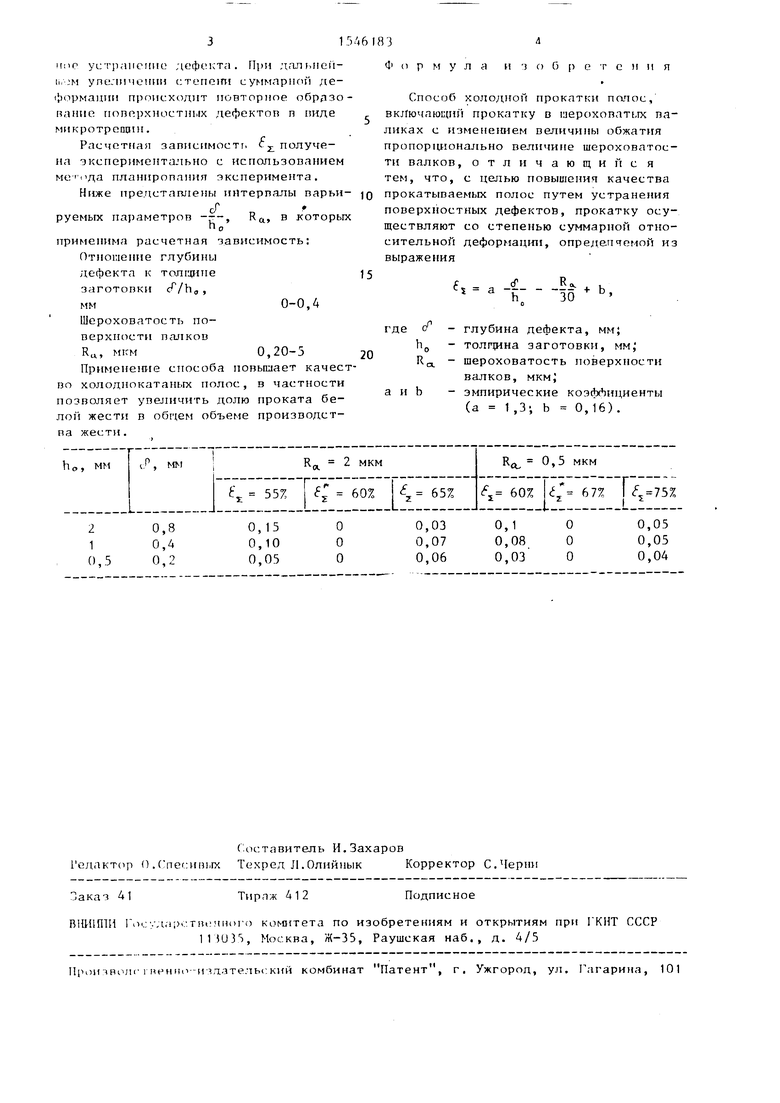
Пример 1. На полосе толщиной hо 2 мм имеется поверхностный дефект глубиной с° 0,8 мм. Для устранения поверхностного дефекта при прокатке в валках с величиной шероховатости Rft. 2 мкм степень суммарной относительной деформации определяют из соотношения
Ј,.„-Ј-Ro, , ,
-зо + ьгде л и b - эмпирические коэффициенты (а 1,3; Ь 0,16). Величина , определенная из формупы, равняется 60%. Прокатка с такой обеспечивает полное удаление дефекта (см. таблицу).
Пример 2. При тех же значениях Ь0, сГ и Кд, что и в примере 1, прокатку осуществляют с величиной Јs 55%. Дефект полностью не удаляется, cf1 0,15 мм (см. таблицу).
Пример 3. При те же значениях h0, (f и Ra, что и в примере 1, прокатку осуществляют с величиной Cj.65%. Происходит повторное образование дефекта, - 0,03 мм (см. таблицу).
В таблице представлены примеры про- каток по предложенному способу и с отклонением от него-при других величинах Ь0 и сГ .
Механизм устранения поверхностных дефектов заключается в следующем. На первой стадии прокатки уменьшение глубины дефекта происходит за счет поперечного смещения объектов металла из непосредственно прилегающих к зоне дефекта областей. Это происходит до определенной величины суммарной относительной деформации, определяемой из расчетной формулы. При достижении этой величины Ј происходит полС €
tf
С
ел
4 ОЭ
ас со
315
НИР устранение дефекта. При дальнеи- ii :м упеличении creneim суммарной деформации происходит повторное образование поверхностных дефектов л виде микротрсшдш.
Расчетная зависимость с получена экспериментально с использованием ме ода планирования -эксперимента.
Ниже представлены интерлапы парьи- сГ
руемых параметров -:-,
о
Ra, в которых
применима расчетная зависимость: Отношение глубины дефекта к толщине заготовки /Ъа , мм0-0,4
Шероховатость поверхности валков
Ru, мкм
0,20-5
Применение способа повышает качество холоднокатаных полос, в частности позволяет увеличить долю проката белой жести в общем объеме производства жести.
46183л
Формула и г) а 0 р с т е и и л
Способ холодной прокатки полос, включающий прокатку в шероховатых валиках с изменением величины обжатия пропорционально величине шероховатости валков, отличающий с я тем, что, с целью повышения качества прокатываемых полос путем устранения поверхностных дефектов, прокатку осуществляют со степенью суммарной относительной деформации, опредепчемон из выражения
15
f, .-«---Ь.ь,
0
где с/1 Ь0
ROL
а и b
глубина дефекта, мм; толщина заготовки, мм, шероховатость поверхности валков, мкм
эмпирические коэфЛициенты (а 1,3; b 0,16).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плакированных прецизионных тонких полос и прокатный шестивалковый стан для его осуществления | 1990 |
|
SU1796305A1 |
| Способ прокатки полос | 1987 |
|
SU1493340A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| Способ регулирования процесса холодной прокатки полос на непрерывном стане в валках с шероховатой поверхностью | 1991 |
|
SU1780885A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| Способ холодной прокатки полос | 1988 |
|
SU1585029A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| Способ производства горячекатаной полосы из малоуглеродистой стали | 1990 |
|
SU1752793A1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке стальных листов и полос. Цель - повышение качества прокатываемых полос путем устранения поверхностных дефектов. Предложено осуществлять прокатку со степенью суммарной относительной деформации, определяемой из математического выражения. Способ позволяет повысить выход годного на 5%. 2 табл.
Составитель И.Захаров Редактор О.Спесивых Техред Л.ОлийныкКорректор С.Черни
Такач 41
Тираж 412
ВНИ1ШИ даргтисчного комитета по изобретениям и открытиям при ГКНТ СССР 11ШЗгт, Москва, Ж-35, Раушская наб. , д. 4/5
Подписное
| Способ регулирования процесса холодной прокатки полос в валках с шероховатой поверхностью | 1980 |
|
SU969339A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
