правления под действием силы резания исключается клином, подпружиненным плоской пружиной и размещенным в пазу, выполненном в корпусе инструментальных блоков 2 наклонно к вертикальной оси. Поворотная шестерня через ускоряющую шестерню взаимодействует при движении
суппортов в крайнее заднее положение с подпружиненной пружиной 20 рейкой 21, расположенной на оси 22 на корпусе многорезцовой головки 1. Ускоряющая шестерня устанавливается в корпусе инструментальных блоков 2 с помощью регулировочного винта. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Токарный станок с программным управлением | 1981 |
|
SU1115853A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Устройство для обработки дисков | 1982 |
|
SU1021569A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
Изобретение относится к машиностроению и может быть использовано при токарной обработке валов, например, фасонного профиля. Станок содержит корпус многорезцовой головки, инструментальные блоки 20 21 22 Риг1 2 и цилиндрические резцедержатели 3, несущие резцы 4. Инструментальные блоки 2 жестко закреплены на поперечных суппортах. Суппорты расположены в радиальных пазах корпуса через равные угловые промежутки. В корпусе установлен спиральный диск, кинематически связанный с приводным валом, управляемым от ЧПУ. Поперечные суппорты несут зубчатые рейки, взаимодействующие со спиральным диском. Резцедержатели 3 и жестко связанные с ними установочные диски и поворотные шестерни расположены на валах, размещенных в инструментальных блоках 2 с возможностью поворота по направлению скорости резания. Поворот против этого наW е -Ч со 00 N 2 ю
Изобретение относится к машиностроению, может быть использовано при токар- ной обработке валов и является усовершенствованием изобретения по авт.св. Ms 1194583.
Известен токарный станок с программным управлением, содержащий продольные салазки, несущие несколько поперечных суппортов с инструментами, имеющие привод в виде конической переда- чи и самоцентрирующего механизма, выполненного в виде спирального диска, взаимодействующего с зубчатыми рейками поперечных суппортов.
Недостатком станка является невоз- можность обработки валов со сложным профилем. Это обусловлено тем, что станок может иметь максимум два комплекта инструментов, например проходные и подрезные резцы. Поэтому невозможно обработать валы, имеющие различные канавки, шейки, ступени, направленные в разные стороны от среднего сечения вала, а также производить их черновую и чистовую обработку за один установ детали без сме- ны инструмента на поперечных суппортах.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что а токарном станке с программным управле- нием, содержащем продольный суппорт с установленным на нем корпусом многорезцовой головки, несущей поперечные суппорты, на которых закреплены резцедержатели с инструментами, и распо- ложенный в корпусе многорезцовой головки самоцентрирующий механизм, выполненный в виде спирального диска, взаимодействующего с зубчатыми рейками поперечных суппортов, согласно изобрете- нию, каждый резцедержатель установлен в ввеДенном в станок инструментальном блоке посредством оси, расположенной в инструментальном блоке параллельно оси
центров станка и снабжен несколькими режущими элементами, причем станок снабжен механизмами поворота и фиксации каждого резцедержателя, первый из которых выполнен в виде установленной на поперечном суппорте шестерни, имеющей возможность взаимодействия с установленной на корпусе головки и подпружиненной относительном него зубчатой рейкой, а второй представляет собой клин, размещенный в пазу, выполненном в инструментальном блоке, и подпружиненный относительно него.
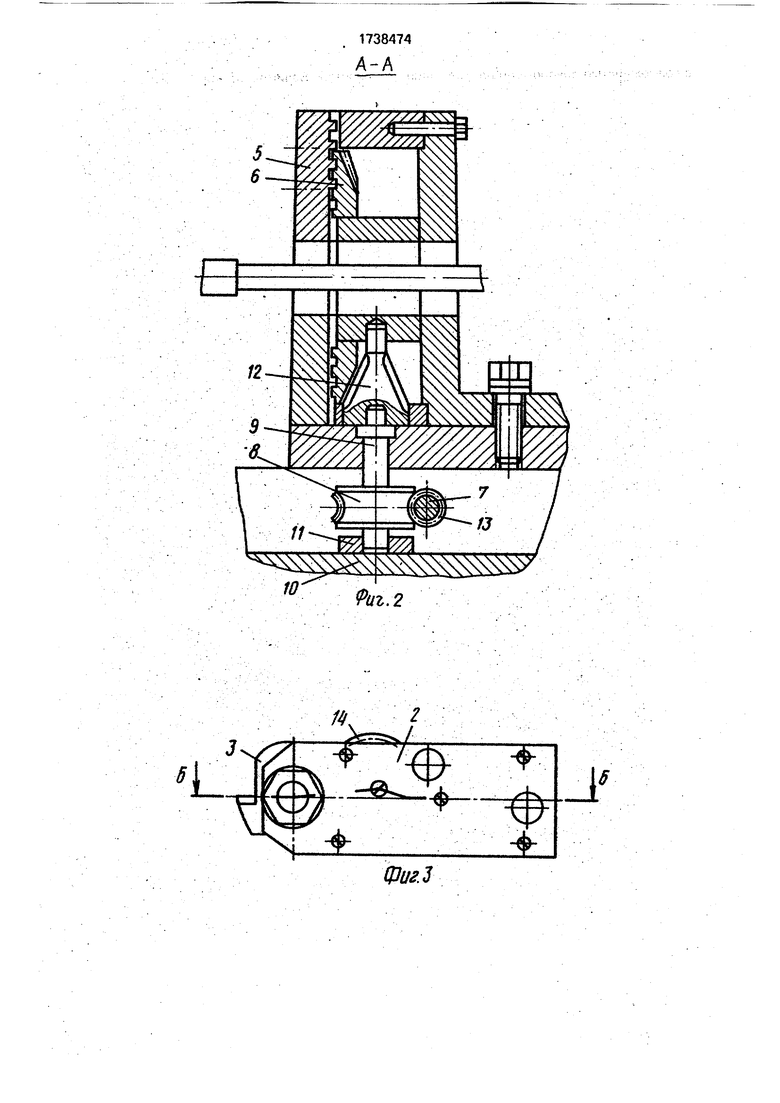
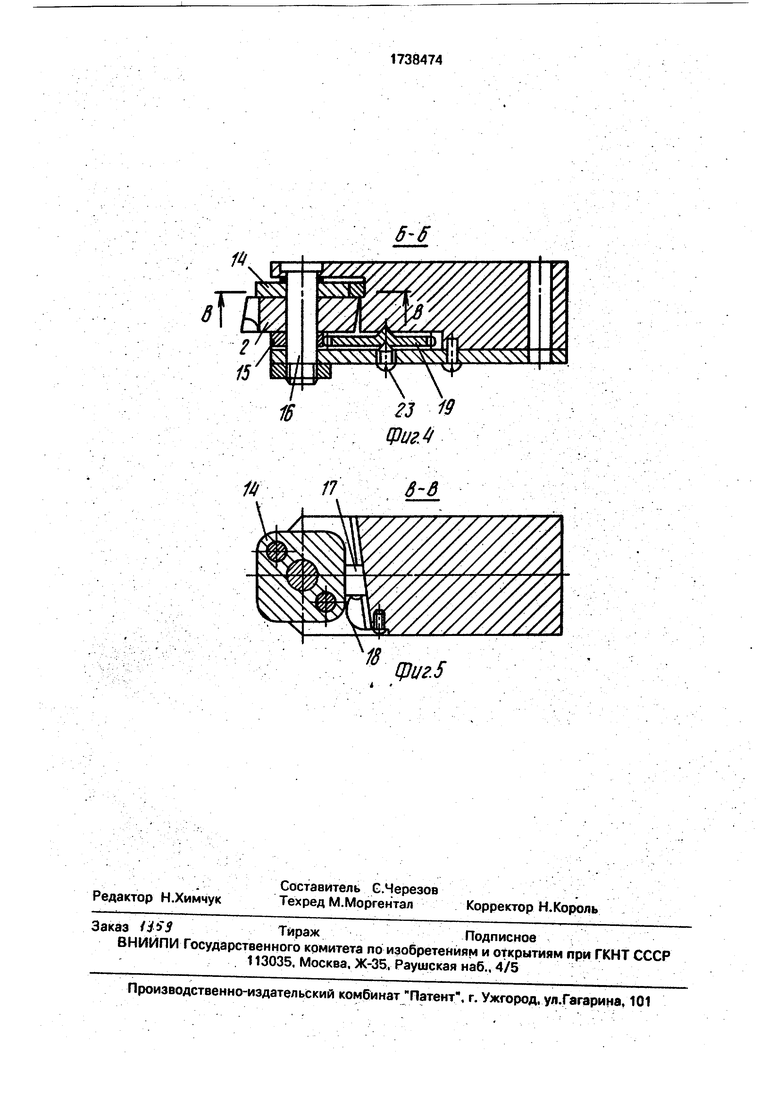
На фиг.1 изображена многорезцовая головка, общий вид; на фиг 2 - сечение А-А на фиг.1; на фиг.З - инструментальный блок с цилиндрическим резцедержателем, общий вид; на фиг.4 - Б-Б на фиг.З; на фиг.5 - сечение В-В на фиг.4.
Станок содержит корпус многорезцовой головки I, инструментальные блоки 2, цилиндрические резцедержатели 3, несущие резцы 4. Суппорты 5 расположены в радиальных базах корпуса через равные угловые промежутки, В корпусе установлен спиральный диск 6, кинематически связанный с приводным валом 7, управляемым от числового программного управления (ЧПУ). Указанная кинематическая связь осуществляется через червячное колесо 8, закрепленное на валу 9, установленном одним концом в продольном суппорте 10 станка посредством опоры 11, а вторым концом с квадратным сечением - в соответствующем отверстии конической шестерни 12, взаимодействующей с коническим зубчатым колесом, выполненным на диске 6, и червяк 13, закрепленный на приводном валу 7. Поперечные суппорты несут зубчатые рейки, взаимодействующие со спиральным диском 6. Резцедержатели 3 и жестко связанные с ними установочные диски 14 и поворотные шестерни 15 расположены на валах 16, размещенных в инструментальных блоках 2
с возможностью поворота по направлению скорости резания, поворот против этого направления под действием силы резания исключается клином 17. подпружиненным плоской пружиной 18 и размещенном в пазу, выполненным в корпусе инструментальных блоков 2 наклонно к вертикальной оси.
Поворотная шестерня 15 через ускоряющую шестерню 19 взаимодействует при движении суппортов 5 в крайнем заднем положении с подпружиненной пружиной 20 рейкой 21, расположенной на оси 22 на корпусе многорезцовой головки 1. Ускоряющая шестерня 19 устанавливается в корпусе инструментальных блоков 2 с помощью регулировочного винта 23.
Станок работает следующим образом.
На каждом резцедержателе 3 устанавливается, например припэиванием, комплект резцов 4 так, чтобы их вершины были на одном расстоянии от оси резцедержателя 3, в одинаковой последовательности против движения часовой стрелки. Последовательность их установки определяется последовательностью обработки в данном технологическом процессе.
Затем инструментальные блоки 2 по команде от ЧПУ станка, вращением вала 13, через колесо 8, шестерню 12, диск 6 отводятся на необходимый диаметр обработки, а продольный суппорт 10-подводится в начальное положение согласно программе обработки детали. Необходимый режущий инструмент 4 устанавливается против поверхности детали вращением резцедержателей 3 по часовой стрелке от руки или по команде от ЧПУ станка.
По команде от ЧПУ это достигается следующим образом.
Рейка 21 на корпусе головки 1 устанавливается на таком расстоянии от оси головки 1, чтобы не взаимодействовать с шестерней 19 при движении суппорта от наименьшего к наибольшему диаметру обработки. Взаимодействие происходит при движении суппорта 5 в крайнее заднее положение за эти пределы. При этом шестерня 19, вращаясь от рейки 21, вращает шестер5 ню 15 с резцедержателем 3, устанавливая у поверхности детали следующий обрабатывающий инструмент 4. Затем включается поперечная подача суппортов 5 к поверхности детали. Клин 17 в этом случае удержива0 ет резцедержатель 3 через диск 14 от
поворота, поэтому рейка 21, сжимая пружи- .ну 20 и вращаясь на оси 22, выходит из зацепления с шестерней 19.
Размещение в многорезцовой головке
5 нескольких комплектов инструментов позволяет обрабатывать валы со сложным профилем, производить их черновую и чистовую обработку за один установ. Для смены инструментов не требуется выполнение
0 дополнительного привода. При этом расширяются технологические возможности станка, повышается производительность.
Формула изобретения
5 Токарный станок с программным управлением поавт.св. № 1194583,отличающийся тем, что, с целью расширения технологических возможностей, каждый резце- .держатель установлен во введенном в
0 станок инструментальном блоке посредством оси, расположенной в инструментальном блоке параллельно оси центров станка, и снабжен несколькими режущими элементами, причем станок снабжен механизмами
5 поворота и фиксации каждого резцедержателя, первый из которых выполнен в виде установленной на поперечном суппорте шестерни, имеющей возможность взаимодействия с установленной на корпусе головки и
0 подпружиненной относительно него зубчатой рейкой, а второй представляет собой клин, размещенный в пазу, выполненном в инструментальном блоке, и подпружиненный относительно него.
z-гпф
v-v
шъш
16
фиг. 5
| Токарный станок с программным управлением | 1983 |
|
SU1194583A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
