(/
С
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Способ попутного точения | 1985 |
|
SU1289610A1 |
| Виброгасящий резец | 1982 |
|
SU1087261A1 |

Изобретение относится к металлообработке и позволяет повысить качество и точность обработанной поверхности путем повышения уст ойчивости многорезцового точения к вибрациям. Перед размещением резцов вокруг оси детали предварительно определяют число возможных колебаний детали при повороте ее между режущими лезвиями, а резцы размещают со смещением углового шага от положения их при равном угловом шаге. В многорезцовой головке для осуществления способа каждый механизм фиксации резцедержателей дополнительно содержит два клина, установленных симметрично .относительно оси резца с возможностью перемещения и взаимодействия одной рабочей поверхностью с прямолинейной поверхностью резца, а противоположной рабочей поверхностью с криволинейной поверхностью паза корпуса. 2 с.п.ф-лы, 3 ил.
Изобретение относится к машиностроению и может быть использовано при обработке нежестких валов.
Цель изобретения - повышение точности и качества обработки путем повышения виброустойчивости многорезцового точения.
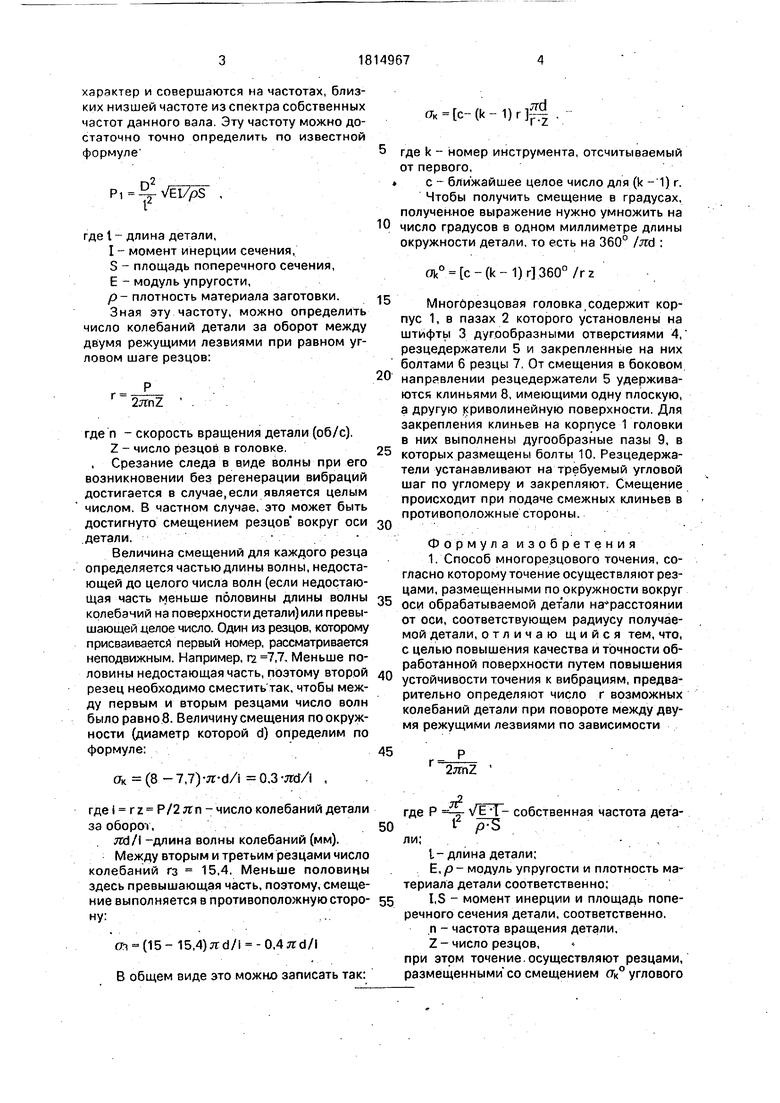
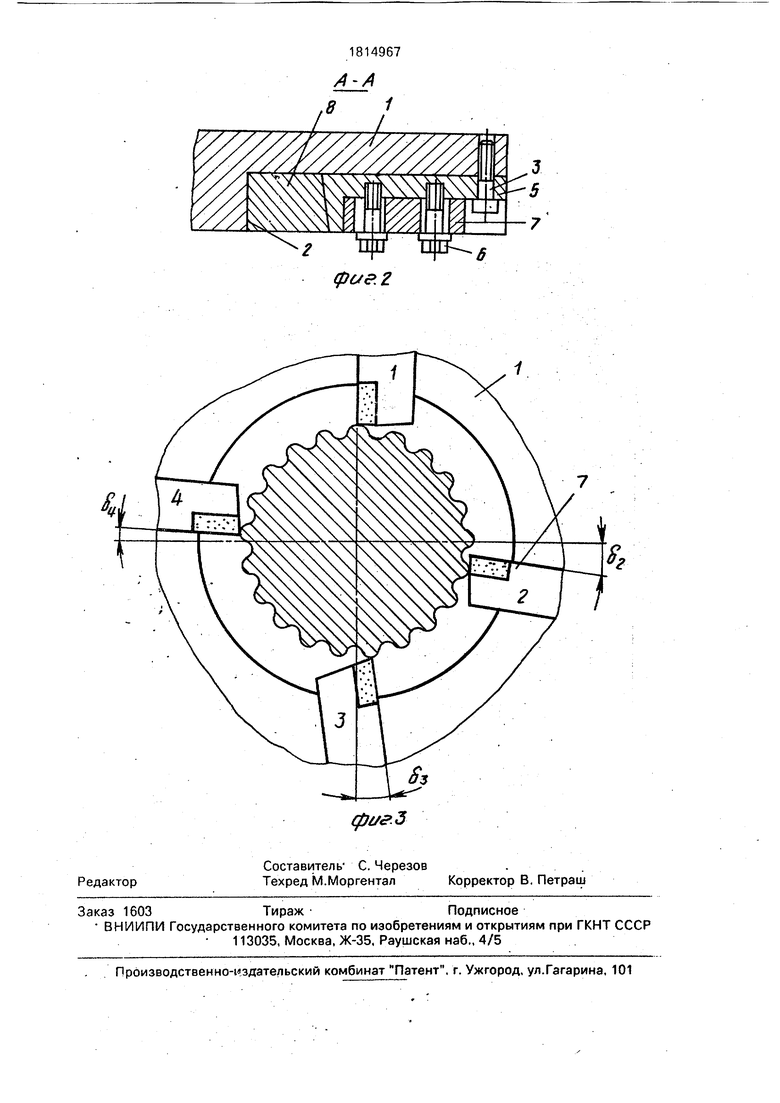
На фиг.1 изображена многорезцовая головка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - пример размещения резцов.
Рассмотрим обработку многорезцовой головкой с четырьмя резцами. Возникающее по какой-либо причине (неравномерность припуска, неоднородность материала заготовки, несоосность оси детали и оси центров станка и др.) кратковременное смещение на одном из резцов вызовет соответствующие смещения на остальных, что выразится в следе колебаний в виде волны
на обрабатываемой поверхности, которая через четверть оборота детали благодаря эффекту регенерации вызовет колебания, называемые вторичным. В дальнейшем обработка идет по следу и вернуть процесс резания в устойчивое состояние обычно не удается.
Эффекта гашения вибраций можно достигнуть установкой резцов в корпусе головки со смещением от их положения при равном угловом шаге. Величина смещения резцов выбирается так, чтобы при резании по следу изменение глубины резания происходило одновременно и равно на всех режущих инструментах. Величина смещения может быть определена экспериментально после обработки детали-представителя партии или теоретически по следующей методике.
Известно, что вибрации при обработке нежестких валов, носят автоколебательный
оо
Ј ю о
vj
характер и совершаются на частотах, близких низшей частоте из спектра собственных частот данного вала. Эту частоту можно достаточно точно определить по известной
формуле
Da
Pi yVEI/pS ,
где I - длина детали,
I - момент инерции сечения,
S - площадь поперечного сечения,
Е - модуль упругости,
р- плотность материала заготовки.
Зная эту частоту, можно определить число колебаний детали за оборот между двумя режущими лезвиями при равном угловом шаге резцов:
2яп1
где n - скорость вращения детали (об/с).
Z - число резцов в головке. Срезание следа в виде волны при его возникновении без регенерации вибраций достигается в случае,если является целым числом. В частном случае, это может быть достигнуто смещением резцов вокруг оси детали.
Величина смещений для каждого резца определяется частью длины волны, недостающей до целого числа волн (если недостающая часть меньше половины длины волны колебаний на поверхности детали) или превышающей целое число. Один из резцов, которому присваивается первый номер, рассматривается неподвижным. Например, п 7,7. Меньше половины недостающая часть, поэтому второй резец необходимо сместить так, чтобы между первым и вторым резцами число волн было равно 8. Величину смещения по окружности (диаметр которой d) определим по формуле:
Стк (8 - 7,7) 0,3 -TTd/i ,
где i число колебаний детали за оборот,
ttd/i -длина волны колебаний (мм).
Между вторым и третьим резцами число колебаний гз 15,4. Меньше половины здесь превышающая часть, поэтому, смещение выполняется в противоположную сторо- НУ;. ,.:
№«(15- 15,4)rd/i -0,4 JTd/i
В общем виде это можно записать так:
Стк с- (k
Пг1 iKJr.z
где k - номер инструмента, отсчитываемый от первого,
с - ближайшее целое число для (k - 1) г.
Чтобы получить смещение в градусах,
полученное выражение нужно умножить на
число градусов в одном миллиметре длины
окружности детали, то есть на 360° Md :
Ok° с - (k - 1) г 360°/г 2
Многорезцовая головка .содержит корпус 1, в пазах 2 которого установлены на штифты 3 дугообразными отверстиями 4, резцедержатели 5 и закрепленные на них болтами 6 резцы 7, От смещения в боковом направлении резцедержатели 5 удерживаются клиньями 8, имеющими одну плоскую, а другую .криволинейную поверхности. Для закрепления клиньев на корпусе 1 головки в них выполнены дугообразные пазы 9, в которых размещены болты 10. Резцедержатели устанавливают на требуемый угловой шаг по угломеру и закрепляют. Смещение происходит при подаче смежных клиньев в противоположные стороны.
Формула изобретения 1. Способ многорезцового точения, согласно которому точение осуществляют резцами, размещенными по окружности вокруг оси обрабатываемой детали на расстоянии от оси, соответствующем радиусу получаемой детали, отличаю щийся тем, что, с целью повышения качества и точности обработанной поверхности путем повышения устойчивости точения к вибрациям, предварительно определяют число г возможных колебаний детали при повороте между двумя режущими лезвиями по зависимости
г 2яп2
/2
где Р -я- УЕ 1- собственная частота дет а1 рЪ ли;- .
I- длина детали;
Е, р - модуль упругости и плотность материала детали соответственно;
1,5 - момент инерции и площадь поперечного сечения детали, соответственно.
.п - частота вращения детали,
Z - число резцов,
при этом точение.осуществляют резцами, размещенными со смещением Ok° углового
шага от положения при их равном угловом шаге, определяемом по зависимости
0k° c-(k-i)rJ-315 ,
где k - порядковый номер резца;
с - ближайшее целое число для (к - 1) г.
0
что, с целью повышения качества и точности обработки, стенки пазов корпуса образованы криволинейными поверхностями постоянной кривизны, а элементы крепления выполнены в виде клиньев с ответными криволинейными поверхностями и плоскими скошенными поверхностями, предназначенными для сопряжения с ответными поверхностями на держателях, при этом клинья установлены в пазах корпуса с возможностью перемещения по криволинейным поверхностям стенок ejo пазов и фиксации в требуемом положении,
ф1/&1
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Заявка ФРГ № 3404643, кл.В 23 В 5/08, 1984, | |||
