Изобретение относится к технологическим смазкам и может быть использовано в металлургическом производстве для холодной обработки металлов давлением, в частности при прокатке и волочении черных и цветных металлов.
Цель изобретения - повышение стойкости инструмента за счет снижения усилий волочения.
В качестве исходного сырья для приготовления смазки используются следующие продукты:
кубовый остаток производства синтетических жирных кислот -(СХК) , ОСТ 38.01182-80, представляющий собой смесь высокомолекулярных органических
кислот фракции-Си и выше, кислотное число 70-90 мг КОН/г,
соапсток растительных масел (мыльно-щелочной раствор), ТУ 18 УССР 621-83, получается при щелочной рафинации масла растительного - подсолнечного по ГОСТ 1129-73, соевого по ГОСТ 7825-76 и имеет в своем составе, мае. % . общий жир 12,8, связанные ч жирные кислоты (в виде натриевых солей) 11,1, нейтральный жир 1,7, свободная щелочь (NaOH) 0,216%. содержание влаги 80%,
Смазки готовят по следующей технологии.
СЛ
ю
20
В обогреваемый бак с мешалкой помещают соапсток растительных масел, подогревают до 60-70°Г,, а затем в этот же бак загружают расчетное коли- чество расплавленных кубовых остатков СЖК и интенсивно перемешивают. Процесс нейтрализации свободной щелочи идет очень быстро, окончание процесса определяют, измеряя рН полученного JQ концентрата, который должен быть не более 8. Полученный концентрат представляет собой коричневую массу практически без запаха, рН разбавленного до концентрации раствора . 15 Концентрат может применяться как в исходном, так и в разбавленном состоянии. Разбавление производят обычной водой до концентрации5 предусмотренной в процессе прокатки или волочения. Содержание в соапстоке воды при приготовлении смазки в некоторых слу- чаях не требует дополнительного ее введения, так как количество воды, находящейся в соапстоке, обеспечива- 25 ет легкость нанесения смазки в виде концентрата.
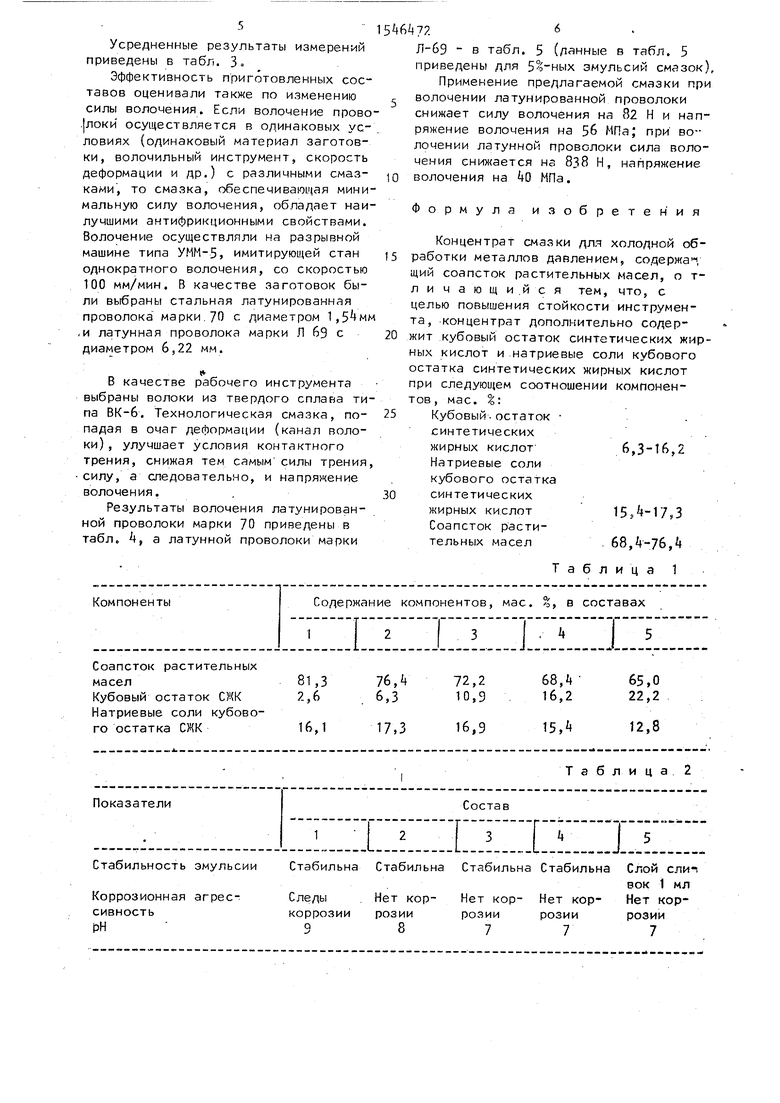
Составы смазок приведены в табл.1. У составов смазок 1-5 определяли стабильность, коррозионную агрессивность и рН разбавленных растворов.
Стабильность - это показатель стойкости (расслоения) эмульсии во времени. Испытания проводят по ГОСТ . Испытуемую эмульсию, как правило той концентрации, которая применяется при прокатке или волочении ()) наливают в цилиндр в количестве 100 мл и оставляют стоять при комнатной температуре (20 + 5°С) в течение времени, предусмотренном стандартом или техническими условиями на испытуемую смазку. По истечении установленного времени определяют количество масла (мл), выделившегося на поверхности эмульсии. Образование в верхнем слое концентрированной эмульсии в виде сливок при сохранении однородности остальной эмульсии принимается за отсутствие расслоения эмульсии.
Коррозионная агрессивность определяется по ГОСТ визуально. Эмульсия считается агрессивной, если после А ч выдержки на пластине из tсерого чугуна по ГОСТ под кап-55 лей эмульсии возникает потемненение. Результаты испытаний составов смазок () приведены в табл,2.
Оценку эффективности составов производили путем анализа влияния смазки на коэффициент вытяжки и опережение с постоянной установкой
30
35
40
45
50
при прокатке валков стана.
Коэффициент вытяжки определяют формуле
по
где 10 и 1, - длина образца соответственно до и после прокатки.
Чем больше ju , тем эффективнее технологическая смазка.
Для экспериментального определения опережения обычно применяют способ керновых отпечатков. Он заключается в том, что с помощью керна или другого инструмента на поверхности валка делают отметки (риски), расстояние между которыми измеряют. После прокатки измеряют расстояние между соответствующими отпечатками на поверхности полосы. Опережение вычисляют по формуле
1п It
где 1.
U расстояние между рисками на
валке;
расстояние между отпечатками
на полосе.
Эмульсия, подаваемая на валки и полосу, снижает коэффициент трения при прокатке, следовательно, полосы, прокатываемые с более эффективной смазкой, имеют болычую вытяжку, меньшую толщину и опережение, чем полосы, прокатываемые с менее эффективной смазкой.
Антифрикционные свойства смазки оценивают по коэффициенту трения. Эффективность смазок оценивается по давлению металла на валки. Следует иметь в виду, что чем выше коэффициент трения, тем больше сила давления.
Для опытной прокатки были использованы образцы из стали Обкп, размером 1,5 х 30 х 500 мм. Прокатку вели на стане 200 со скоростью 0,9 м/с. Сначала были прокатаны образцы на сухих валках, т.е. без подачи смазки на валки и полосу, а затем с подачей опытных составов в виде 5%-ных эмульсий на валки и полосу.
Оценку эффективности составов производили путем анализа влияния смазки на коэффициент вытяжки и опережение с постоянной установкой
при прокатке валков стана.
Коэффициент вытяжки определяют формуле
по
где 10 и 1, - длина образца соответственно до и после прокатки.
Чем больше ju , тем эффективнее технологическая смазка.
Для экспериментального определения опережения обычно применяют способ керновых отпечатков. Он заключается в том, что с помощью керна или другого инструмента на поверхности валка делают отметки (риски), расстояние между которыми измеряют. После прокатки измеряют расстояние между соответствующими отпечатками на поверхности полосы. Опережение вычисляют по формуле
1п It
где 1.
U расстояние между рисками на
валке;
расстояние между отпечатками
на полосе.
5
0
5
0
Эмульсия, подаваемая на валки и полосу, снижает коэффициент трения при прокатке, следовательно, полосы, прокатываемые с более эффективной смазкой, имеют болычую вытяжку, меньшую толщину и опережение, чем полосы, прокатываемые с менее эффективной смазкой.
Антифрикционные свойства смазки оценивают по коэффициенту трения. Эффективность смазок оценивается по давлению металла на валки. Следует иметь в виду, что чем выше коэффициент трения, тем больше сила давления.
Для опытной прокатки были использованы образцы из стали Обкп, размером 1,5 х 30 х 500 мм. Прокатку вели на стане 200 со скоростью 0,9 м/с. Сначала были прокатаны образцы на сухих валках, т.е. без подачи смазки на валки и полосу, а затем с подачей опытных составов в виде 5%-ных эмульсий на валки и полосу.
51
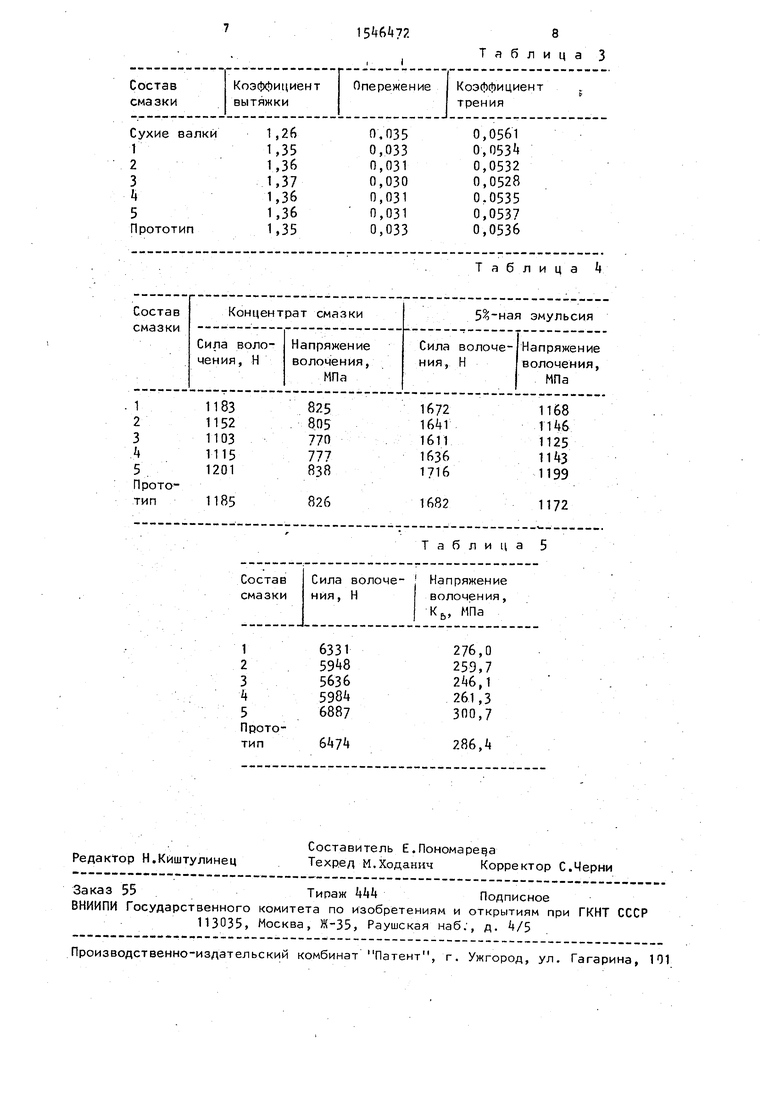
Усредненные результаты измерений приведены в табл. 3.
Эффективность приготовленных составов оценивали также по изменению силы волочения. Если волочение прово- |локи осуществляется в одинаковых условиях {одинаковый материал заготовки, волочильный инструмент, скорость деформации и др.) с различными смазками, то смазка, обеспечивающая минимальную силу волочения, обладает наилучшими антифрикционными свойствами. Волочение осуществляли на разрывной машине типа УММ-5, имитирующей стан однократного волочения, со скоростью 100 мм/мин. В качестве заготовок были выбраны стальная латунированная проволока марки 70 с диаметром 1, ,и латунная проволока марки Л 69 с диаметром 6,22 мм.
В качестве рабочего инструмента
выбраны волоки из твердого сплава типа ВК-6. Технологическая смазка, попадая в очаг деформации (канал волоки) , улучшает условия контактного трения, снижая тем самым силы трения, силу, а следовательно, и напряжение волочения.
726
Л-69 - в табл. 5 (данные в табл. 5 приведены для 5%-ных эмульсий смазок). Применение предлагаемой смазки при волочении латунированной проволоки снижает силу волочения на 82 Н и напряжение волочения на 56 ИПа; при волочении латунной проволоки сила волочения снижается на 838 H, напряжение волочения на 40 МПа.
Формула из обретен и
Концентрат смазки для холодной об- работки металлов давлением, содержа, щий соапсток растительных масел, о т- личающийся тем, что, с целью повышения стойкости инструмента, концентрат дополнительно содержит кубовый остаток синтетических жирных кислот и натриевые соли кубового остатка синтетических жирных кислот при следующем соотношении компонентов, мае. %:
Кубовый.остаток
синтетических
жирных кислот6,,2
Натриевые соли
кубового остатка
синтетических
| название | год | авторы | номер документа |
|---|---|---|---|
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
| СМАЗКА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ МЕТАЛЛОВ | 1998 |
|
RU2143462C1 |
| "Смазка для холодной обработки металлов давлением "Акваполес" | 1991 |
|
SU1786063A1 |
| Смазка "Аминол" для холодной обработки металлов давлением | 1988 |
|
SU1546471A1 |
| Смазка для холодной обработки металлов давлением | 1987 |
|
SU1502609A1 |
| Способ оценки фрикционных свойств технологических смазок при прокатке и волочении | 1989 |
|
SU1779982A1 |
| СМАЗКА ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ АЛЮМИНИЕВОЙ ПРОВОЛОКИ | 1999 |
|
RU2151171C1 |
| Упругий элемент | 1990 |
|
SU1779841A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2205208C1 |
Изобретение относится к технологическим смазкам и может быть использовано в металлургическом производстве для холодной обработки металлов давлением, в частности при прокатке и волочении черных и цветных металлов. Цель изобретения - повышение стойкости инструмента. Концентрат смазки содержит, мас.%: кубовый остаток синтетических жирных кислот 6,3-16,2
натриевые соли кубового остатка синтетических жирных кислот 15,4-17,3
соапсток растительных масел 68,4-76,4. Применение смазки снижает силу волочения на 82Н и напряжение волочения на 56 МПа при волочении латунированной проволоки. 5 табл.
| Полимерная композиция | 1979 |
|
SU840069A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для горячей обработки металлов давлением | 1978 |
|
SU749884A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
