1
Изобретение относится к технологическим смазкам для различных видов горячей обработки металлов давлением (прокатка, ковка, прессование и др,) и предназначено преимуществен- 5 но для использования при горячей прокатке листовой и полосовой стали и может быть реализовано на металлургических заводах.in
Одной из важнейших целей применения технологических смазок при горячей прокатке является повьаиение из носостойкости инструмента, снижение давления .металла на валки и снижение 15 энергозатрат на деформацию, что приводит к увеличению производительности прокатных станов, расширению марочного и профильного сортаментов обра6атывае1«ш1Х сталей, снижению расходов 20 валков и улучшению качества готовой продукции.
В настоящее время при горячей обработке металлов давлением, исполь- 25 зуют различные смазочные материалы технологические смазки на основе нефтяных и растительных масел в чистом виде с добавлением различных присадок 1 .30
Известна технологическая смазка для горячей обработки металлов, в. состав которой входят, вес.%:
Лигнин гидролизный 8,5-10,5
Двухзамещенный фосфат
аммония2-3,5
Парафин3,5-6
Мыльный клей3,5-5,5
Поливинилацетатная
эмульсия 1-3,5,,
Салициловая кислота 0,1-2
Вода .До 100 2.
Однако, при применении известной смазки, энергозатраты на деформацию снижаются в недостаточной мере, что не обеспечивает высокой стойкости валков, значительного повышения производительности прокатных станов и высокого уровня качества продукции.
Целью настоящего изобретения является повышение стойкости инструмента и снижение давления металла на валки.
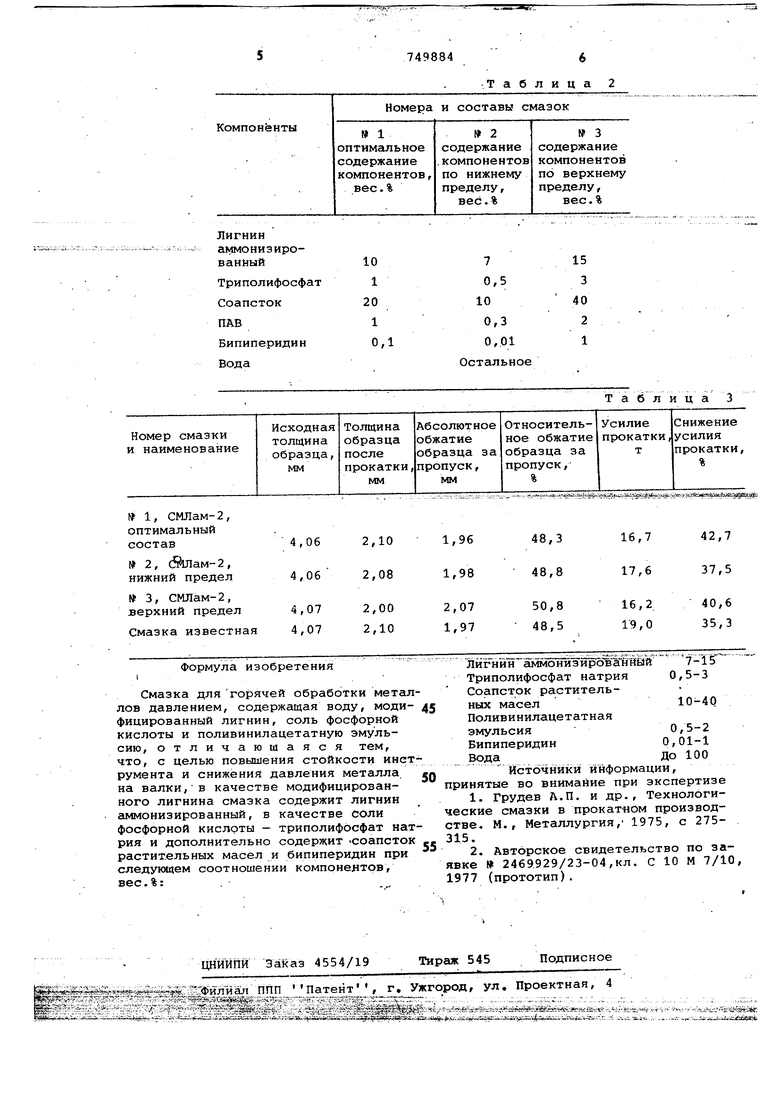
Поставленная цель достигается тем, что смазка для горячей обработки металлов давлением, содержащая воду, модифицированный лигнин, соль фосфорной, кислоты и поливинилацетатную эмульсию, в качестве модифицированного лигнина содержит лигнин аммонизи|)О,, в качестве соли фосфорной киолботы-триполифосфат натрия и доttoSiSMJfieSl.Hb содержит Соапсток расти ёль, масел и бипиперидин при сле душ(ём сбЪтношенйи компонентов, вес.%:
Лигнин аммонизированный 7-15 5 Триполифосфат натрия 0,5-3 Соапсток растительных масел 10-40
Поливйнилацетатная
эмульсия0,5-2 10
Бипиперидин0,01-1
Вода До 100 ..,., .Лигнин аммонизированный получают , из крупнотоннажных обходов гидролиз ндгбпрйййводства лигнина гидролиз- 5 ног6, окислительным аммонолизом 25%-ным водным аммиаком, образуюиий. ся продукт содержит 8-10% общего азота и 65-70% воды . . . , Содержание. функциональных групп 20 и элементный состав амйонизированноVo лигнина в сравнении с лигйинбм, гидролизным приведены в табл. 1. Аммонизированный лигнин в технологической сма:зке выполняет несколько « функций: является высокоэффективным сорбентом - ионЬрбменником и кбмплексообразователем. Благодаря имекадимся карбоксильным группам обладает свойств.ами хелатных сорбентов к ионам тяжёлых Металлов и, в частности, к 3D Fe и . Повышёйное содержание карбрксйльйых групп,в аммойизированном лигнийе по сравнению с йсхояй1з&л гидролизным лигнином увеличивает его сорбцйонную способность к ионам же- 35
. - . . ; .. . .
В даййЪмЬлучае аммонизированный лигйин представляет,собой аммонийную соль, а из литературы известно, что соли лигнина обладают большой Q поверхностной активностью, т.е. являются ПАВ И не уступают по эффёктив- . ности солям олеиновой кислоты.
А1лИонйзированный лигнин является эффектйвйым восстановителем окислов Металлов, т.е. окислы и Fe восстанавливаются до железа, и таким образом уменьшается окалинообразова нйе. . . , . .
Триполифосфат применяется как эффекТйВйое моющее средство, обладаюatee хорошими эммульгирующими свойствами. Является также активным фосфатй1&ую1цим айтикоррс)зиойным препаратом. В смазке используется как эмульгатор и фосфатирующий реагент.
Соапсток - представляет собой Продукт щелочной рафинаций подсолнечного масла. Соапсток имеет в свое составе 8-10% мыла (стеариновое, палмитиновое, олеийовое, линолевое), нейтральйьзе жиры до 1%, а также фосфатиды, бёлкойые, слизистые и смолистые вещества.
В смаэ1кё вШдлйяет роль активного эмульгирующего средства, способствующего смазочному эффекту.
Полйвййилацетатная эмульсия (ПАВ) По ГОСТ 10002-62 эмульсия содержит йе мейее 50% сухого вещества, а остальное вода. Пластифицируется дибутилфталатом в пределах 5-15%. Мономера содержится не более 0,8%, рН 45,5.
В предлагаемой смазочной композиции ПАВ является загустителем - гщгёЗйвом, придающим требуемую вязкость , и повьашает смазочный эффект. ВипиперйДин - продукт гидрирования (каталитического или электровосстайовлейия) пиридиновых оснований или бипиридийов. Обладает сильными основными свойствами: рК 7 рК 10,5. С кислотами способен образовывать устойчивые соли. Проявляе положительный ингибирующий аффект. В технологической смазкеприменяется как ийгибито)р коррозии.
Вода - жидкая фаза и растворитель Технология приготовления смазки сводится к обычной операции смешивайия всех перечисленных в рецептуре компонентов.
БЫЛИ приготовлены составы смазки № 1, 2 и 3 (табл. 2). Описанная смазка условно названа СМЛам-2.
Результаты сравнительных данных испытаний смазок. СМЛам-2 (составы 1, 2, 3) и известной смазки приведены в табл. 3.
Условий прокатки: температура 1000°С, образцы - сталь электрорелейная с содержанием углерода 0,012%, ширина исходных образцов 40 мм, скорость О,5 м/с., условия прокатки регистрируют с помощью осциллографа Н 70.
Из приведенных дйййых следует, чт предлагаемая смазка эффёктивйее на 7,4%. ,- . ,. -..I; , :. ; . Таблица 1 /

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840090A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU730796A1 |
| Смазка для горячей обработки металловдАВлЕНиЕМ | 1979 |
|
SU840089A1 |
| Технологическая смазка для горячей обработки металлов | 1976 |
|
SU598928A1 |
| Смазка для горячей обработки металлов давлением | 1977 |
|
SU659602A1 |
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU958481A1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1576549A1 |
| Способ получения смазки для обработки металлов давлением | 1985 |
|
SU1289878A1 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
Лигнин. гидролиз- .. йый 65,0 10,5 24,5 Амгяоййзнрованный- - 1й п й.6%0 18,7 9,94 4,96 3,95 13,16 18,78 4,11 14,34
румента и снижения давления металла «Q на валки,В качестве модифицированного лигнина смазка содержит лигнин гармонизированный, в качестве соли фосфорной кислоты - триполифосфат натрия и дополнительно содержит -соапсток , растительных масел и бипиперидин при следующем соотношении компонентов, вес.%:
Таблица 2
Источники информации, принятые во внимание при экспертизе
