Изобретение относится к области сварки и может быть использовано при наплавке ленточными электродами износостойких и коррозионно-стойких поверхностей.
Целью изобретения является повышение качества широкослойной наплавки путем увеличения стабильности проплавляющей способности дуги, горящей с торца ленточного электрода.
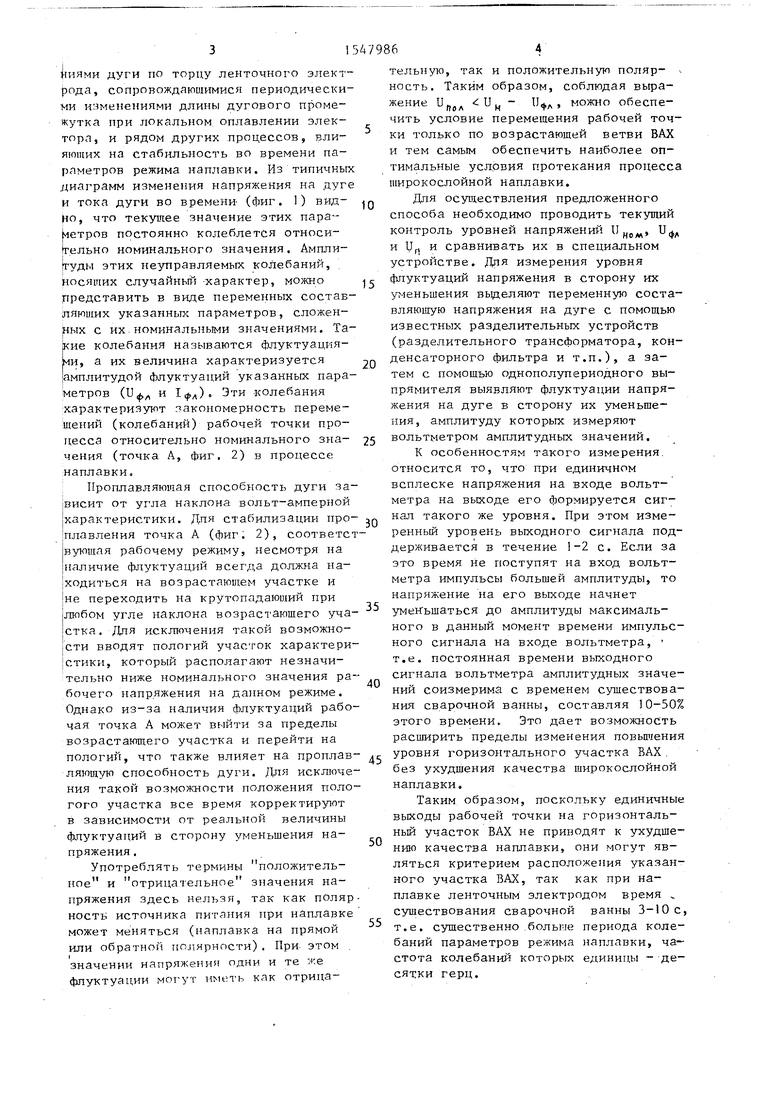
На фиг. 1 показан характер изменения во времени напряжения и тока дуги при горении ее с торца ленточного электрода; на фиг. 2 - форма . вольт-амперной характеристики (ВАХ.)
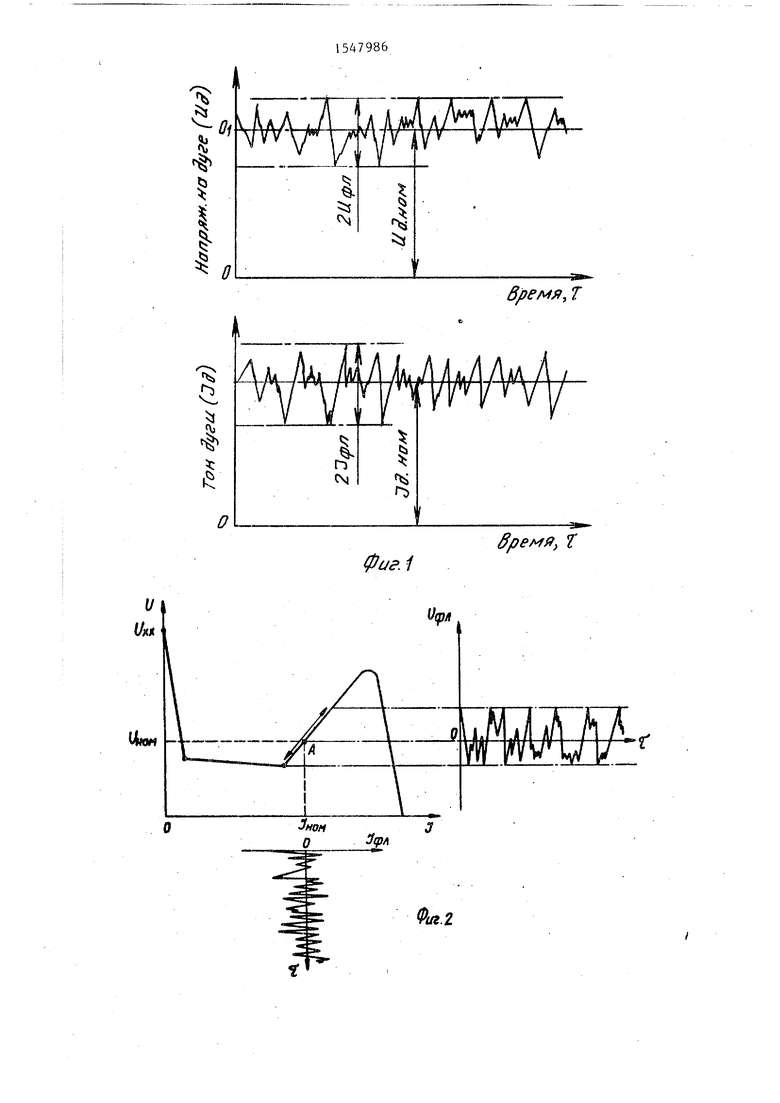
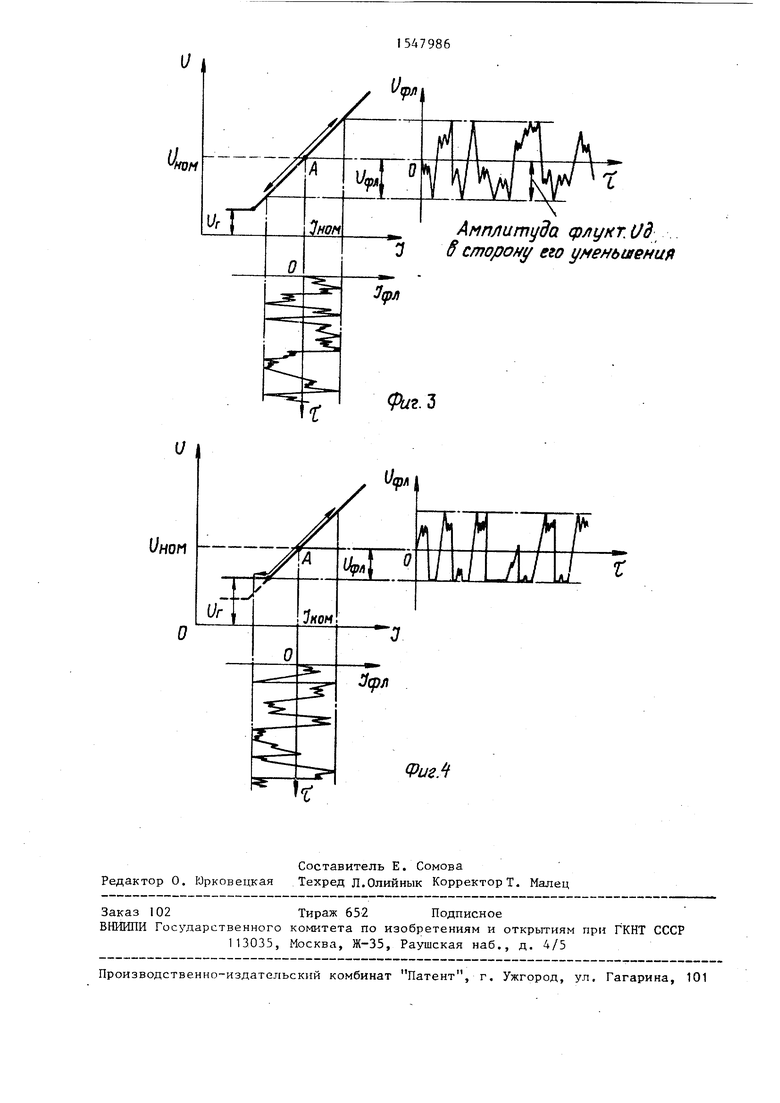
с возрастающим участком, на котором расположена рабочая точка А, и характер флуктуации напряжения и тока дуги во времени; на фиг. 3 и 4 - Фрагменты приведенной ВАХ и характер флуктуации Ua и Iq при колебаниях рабочей точки только в пределах возрастающего участка и с заходом ее на пологопада- ющую (горизонтальную) ветвь соответственно.
Процесс горения дуги с торца ленточного электрода сопровождается периодическим переходом капель электрод- ног.о металла через дуговой промежуток которые могут его замыкать; перемещесл
4Ь 1
so
ЭО
сг
31
{шями дуги по торцу ленточного электрода, сопровождающимися периодическими изменениями длины дугового промежутка при локальном оплавлении элек- тора, и рядом других процессов, влияющих на стабильность во времени параметров режима наплавки. Из типичны диаграмм изменения напряжения на дуг и тока дуги во времени- (фиг. 1) вид- Но, что текутдее значение этих пара-- етров постоянно колеблется относительно номинального значения. Амплитуды этих неуправляемых колебаний, Носящих случайный характер, можно Представить в виде переменных составляющих указанных параметров, сложенных с их номинальными значениями. Та рше колебания называются флуктуация
ми, а их величина характеризуется
амплитудой флуктуации указанных параметров (U и 1фл), Эти колебания характеризуют закономерность перемещений (колебаний) рабочей точки процесса относительно номинального зна- чения (точка А, фиг. 2) в процессе наплавки.
Проплавляющая способность дуги зависит от угла наклона вольт-амперной характеристики. Для стабилизации про- плавления точка А (фиг. 2), соответствующая рабочему режиму, несмотря на наличие флуктуации всегда должна находиться на возрастающем участке и не переходить на крутопадаюший при любом угле наклона возрастающего участка. Для исключения такой возможности вводят пологий участок характеристики, который располагают незначительно ниже номинального значения рабочего напряжения на данном режиме. Однако из-за наличия сЬлуктуаций рабочая точка А может выйти за пределы возрастающего участка и перейти на пологий, что также влияет на проплавляющую способность дуги. Для исключения такой возможности положения пологого участка все время корректируют в зависимости от реальной величины флуктуации в сторону уменьшения напряжения .
Употреблять термины положительное и отрицательное значения напряжения здесь нельзя, так как полярность источника питания при наплавке может меняться (наплавка на прямой или обратной полярности). При этом значении напряжении одни и те же флуктуации могу г иметь как отрица
тельную, так и положительную полярность. Таким образом, соблюдая выражение UnoA «i U н - , можно обеспеQ
0
30
35
5
40
45
50
55
чить условие перемещения рабочей точки только по возрастающей ветви ВАХ и тем самым обеспечить наиболее оптимальные условия протекания процесса широкослойной наплавки.
Для осуществления предложенного способа необходимо проводить текущий контроль уровней напряжений UHOM, и Urs и сравнивать их в специальном устройстве. Для измерения уровня флуктуации напряжения в сторону их уменьшения выделяют переменную составляющую напряжения на дуге с помощью известных разделительных устройств (разделительного трансформатора, конденсаторного фильтра и т.п.), а затем с помощью однополупериодного выпрямителя выявляют флуктуации напряжения на дуге в сторону их уменьшения, амплитуду которых измеряют вольтметром амплитудных значений.
К особенностям такого измерения относится то, что при единичном всплеске напряжения на входе вольтметра на выходе его формируется сигнал такого же уровня. При этом измеренный уровень выходного сигнала поддерживается в течение 1-2 с. Если за это время не поступят на вход вольтметра импульсы большей амплитуды, то напряжение на его выходе начнет уменьшаться до амплитуды максимального в данный момент времени импульсного сигнала на входе вольтметра, т.е. постоянная времени выходного сигнала вольтметра амплитудных значений соизмерима с временем существования сварочной ванны, составляя 10-50% этого времени. Это дает возможность расширить пределы изменения повышения уровня горизонтального участка БАХ без ухудшения качества широкослойной наплавки.
Таким образом, поскольку единичные выходы рабочей точки на горизонтальный участок ВАХ не приводят к ухудшению качества наплавки, они могут являться критерием расположения указанного участка ВАХ, так как при наплавке ленточным электродом время „ существования сварочной ванны 3-10 с, т.е. существенно больше периода колебаний параметров режима наплавки, частота колебаний которых единицы - десятки герц.
Операции сложения сигналов и их сравнения могут быть выполнены на цифровых или аналоговых ариЛметичес- ких устройствах, на усилительных нелинейных элементах и другом оборудовании. Наиболее просто эти операции могут быть осуществлены на операционных усилителях, позволяющих производить операции сложения, сравнения и усиления контролируемых сигналов в аналоговой форме.
Пример. Осуществляли наплавку на обратной полярности ленточным электродом из стали 07Х25Н13 сечением 0,5x50 мм под Флюсом ОФ-10. В качестве источника питания использован выпрямитель ВДУ-1201, модернизированный введением положительной обратной связи по току дуги, что позволило сформировать показанную на фиг. 2 вольтамперную характеристику БАХ. В схеме модернизированного выпрямителя предусмотрена возможность регулирования уровня расположения горизонтального участка ВАХ. Угол -наклона возрастающего участка ВАХ установлен равным 5 мВ/А. Параметры режим наплавки: U. 30 В; 1 500-550 A; UH Юм/ч Проплавляющую способность дуги оценивали по известной методике, заключающейся в расплавлении экранирующей прислойки в виде клина из порошка CaCOj, скрепленного жидким стеклом с углом при вершине 10° и высотой 1,5 мм, расположенной на поверхности, подвергаемой наплавке. Критерием оценки была длина переплавленного дугой клина (L Кд), т.е. расстояние от его вершины до места появления первого дефекта. Проплавляющая способность дуги увеличилась на 15-20% (длина переплавленного клина выросла с 57-59 до 65-68 мм).
Таким образом, предложенный способ наплавки позволяет повысить качество наплавочных работ при высокой произ-н1547986
водительнрсти процесса, расширить номенклатуру наплавляемых изделий, что существенно повысит срок их службы, снизить трудозатраты на ремонтных операциях за счет уменьшения количества дефектов в наплавляемом слое.
Для гарантированной устойчивости горения дуги наиболее низкое положение пологого участка должно быть ограничено величиной 1,03 (U a + Uh), где Ua - анодное напряжение столба дуги; UK - катодное напряжение столба дуги. В этом случае при выходе 5 рабочей точки на пологий участок хотя и снизится проплавляющая способность дуги, процесс не прервется.
Формула изобретения
Способ управления дуговой обработкой, преимущественно наплавкой ленточным электродом, при котором процесс ведут от источника питания, вольт-амперная характеристика которого содержит несколько участков с различными углами наклона, крутопадаюпщ- ми при зажигании дуги и возрастающими в области рабочих токов, угол которой изменяется в зависимости от режима работы, отличающий- с я тем, что, с целью повышения стабильности проплавляющей способности дуги, крутопадающий и возрастающий участки характеристики соединяют пологим участком, который располагают ниже номинального значения напряжения источника UH для данного режима на расстоянии, незначительно превышающем величину флуктуации напряжения на дуге иф/ в сторону уменьшения относительно его номинального значения, для чего непрерывно измеряют величину указанных флуктуации и корректируют уровень пологого участка в соответствии с полученным результатом.
D Я & г
Г
iTl
(fn) эг% ° Hftfduoy
Ьо
«ч
(0С) nzfy yo-L
UHOM
Фиг.1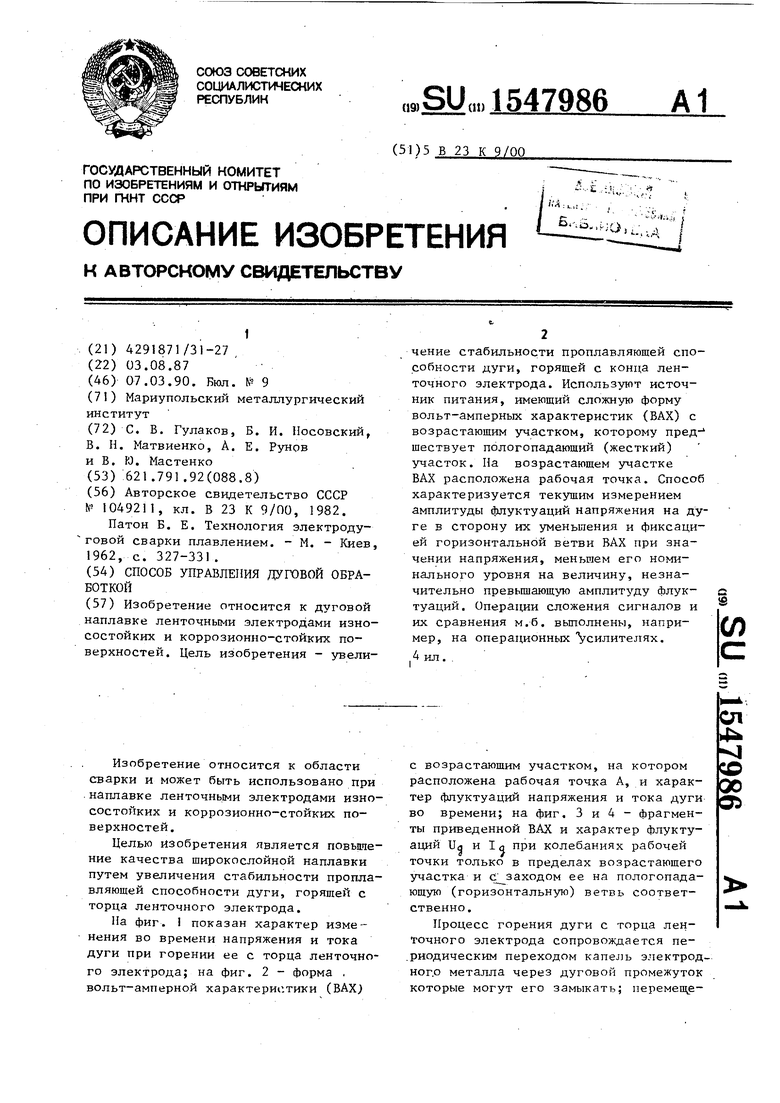

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Способ дуговой механизированной сварки модулированным током | 1991 |
|
SU1797539A3 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Способ дуговой сварки и наплавки | 1991 |
|
SU1825682A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| СПОСОБ СВАРКИ | 2014 |
|
RU2575108C2 |
| Способ плазменной обработки | 1989 |
|
SU1632670A1 |
| СПОСОБ РАБОЧЕГО ДИАГНОСТИРОВАНИЯ ИОНИЗАЦИОННОЙ КАМЕРЫ СИСТЕМЫ УПРАВЛЕНИЯ И ЗАЩИТЫ ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2145427C1 |
Изобретение относится к дуговой наплавке ленточными электродами износостойких и коррозионностойких поверхностей. Цель изобретения - увеличение стабильности проплавляющей способности дуги, горящей с конца ленточного электрода. Используют источник питания, имеющий сложную форму вольт-амперных характеристик (ВАХ) с возрастающим участком, которому предшествует пологопадающий (жесткий) участок. На возрастающем участке ВАХ расположена рабочая точка. Способ характеризуется текущим измерением амплитуды флуктуаций напряжения на дуге в сторону их уменьшения и фиксацией горизонтальной ветви ВАХ при значении напряжения, меньшем его номинального уровня на величину, незначительно превышающую амплитуду флуктуаций. Операции сложения сигналов и их сравнения м.б.выполнены, например, на операционных усилителях. 4 ил.
| Выпрямитель | 1982 |
|
SU1049211A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патон Б | |||
| Е | |||
| Технология электроду- говой сварки плавлением | |||
| - М | |||
| - Киев, 1962, с | |||
| Перепускной клапан для паровозов | 1922 |
|
SU327A1 |
