Изобретение относится к дуговой обработке, в частности к способам плазменной обработки, и может быть использовано для плазменно-дуговой резки металлов.
Целью изобретения является повышение производительности дуговой обработки за счет увеличения скорости резки.
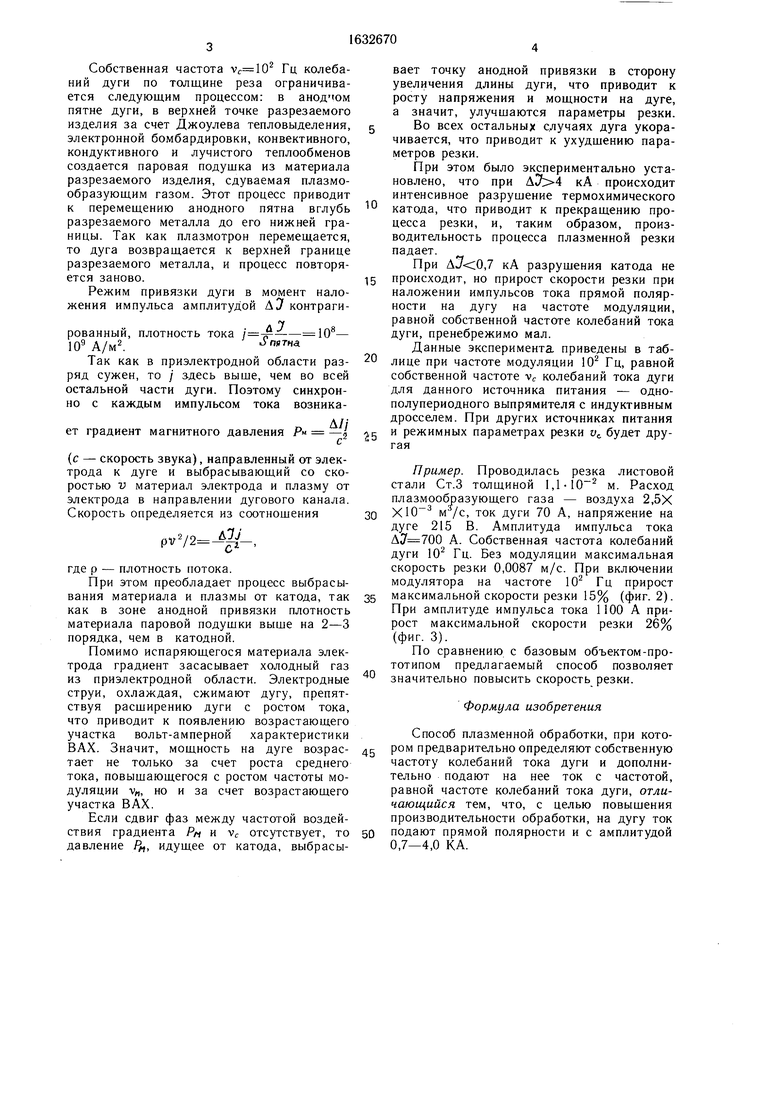
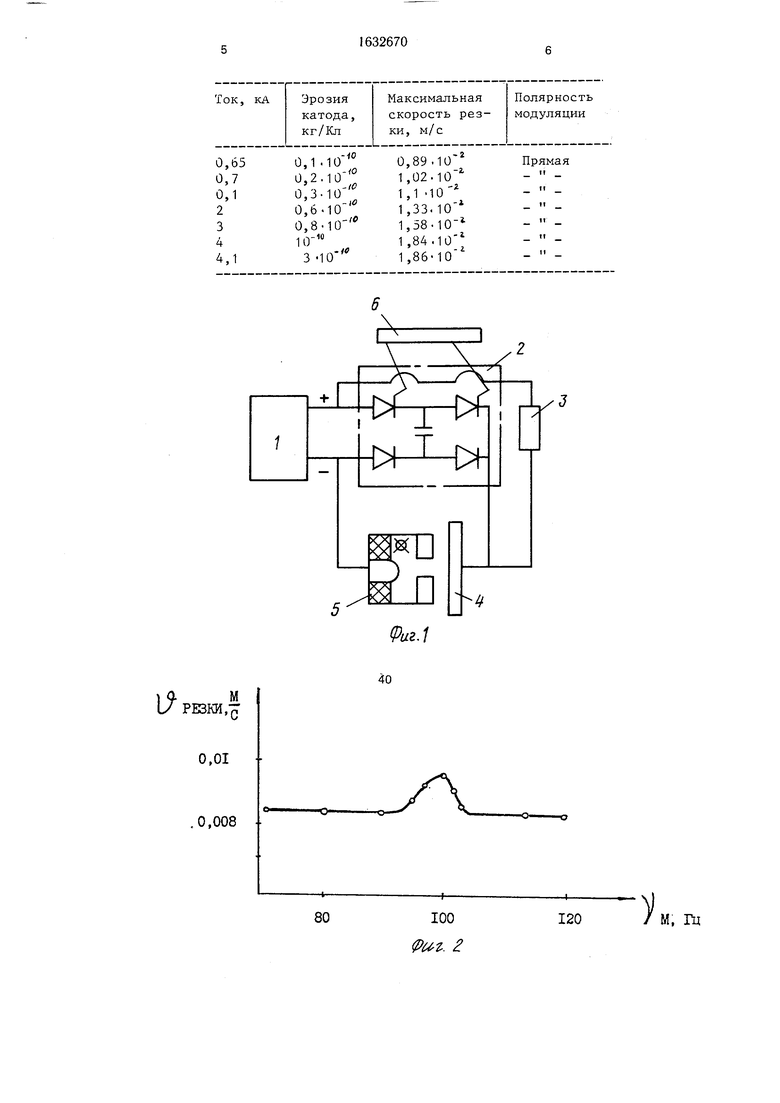
На фиг. 1 изображена схема устройства для реализации способа; на фиг. 2 - зависимость скорости резки урезки от частоты колебаний v, модулирующих ток дуги; на фиг-. 3 - зависимость максимальной скорости резки аЈЈЙ,е от амплитуды модулированного тока дуги Д7.
Устройство для реализации способа плазменной обработки соде р ит выпрямитель 1, положительный вывод которого через модулятор 2 и реостат 3 подключен к изделию 4. Отрицательный вывод выпрямителя 1 соединен с плазмотроном 5. Модулятор 2 управляется блоком 6 управления (фиг. 1).
Способ осуществляется следующим образом.
Без модуляции тока дуги определяется VfeiSf для данной толщины разрезаемого металла и измеряется собственная частота колебаний тока дуги vc. Затем на рабочий ток дуги накладывают импульсы
модулирующего тока в прямой полярности, формируемые модулятором 2 тока.
Величина модулирующего тока Д7 больше среднего тока дуги плазмотрона. Так как разряд емкости совпадает по направлению с током дуги, то схему модуляции можно назвать схемой прямой полярности Указанная модуляция тока дуги создает дополнительный локальный нагрев разрезаемого изделия 4 в точке привязки дуги (анодное пятно). Выделившееся дополнительно Джоулево тепло (от модулирующего импульса тока) ускоряет процесс расплавления металла и разрушения его кристаллической решетки, а газовый поток выдувает этот расплав.
Известно, что импульсный режим горения дуги интенсифицирует эрозию электродов. От этого пытаются избавиться, исключая колебательные процессы на дуге, например, включением в цепь питания устройства индуктивности В предложенном способе питания плазмотрона используют это явление для увеличения скорости резки, причем эрозия катода в этом случае не превышает обычной эрозии катода при реализации способов, исключающих импульсный режим горения дуги
(Л
О 00
to
о J
Собственная частота Гц колебаний дуги по толщине реза ограничивается следующим процессом: в анодчом пятне дуги, в верхней точке разрезаемого изделия за счет Джоулева тепловыделения, электронной бомбардировки, конвективного, кондуктивного и лучистого теплообменов создается паровая подушка из материала разрезаемого изделия, сдуваемая плазмо- образующим газом. Этот процесс приводит к перемещению анодного пятна вглубь разрезаемого металла до его нижней границы. Так как плазмотрон перемещается, то дуга возвращается к верхней границе разрезаемого металла, и процесс повторяется заново.
Режим привязки дуги в момент наложения импульса амплитудой А7 контрагиrw
рованный, плотность тока -Ј--- 108- 109 А/м2.SraTH
Так как в приэлектродной области раз- ряд сужен, то / здесь выше, чем во всей остальной части дуги. Поэтому синхронно с каждым импульсом тока возникает градиент магнитного давления Р - -
(с - скорость звука), направленный от электрода к дуге и выбрасывающий со скоростью v материал электрода и плазму от электрода в направлении дугового канала. Скорость определяется из соотношения
pv2/2 f-,
где р - плотность потока.
При этом преобладает процесс выбрасывания материала и плазмы от катода, так как в зоне анодной привязки плотность материала паровой подушки выше на 2-3 порядка, чем в катодной.
Помимо испаряющегося материала электрода градиент засасывает холодный газ из приэлектродной области. Электродные струи, охлаждая, сжимают дугу, препятствуя расширению дуги с ростом тока, что приводит к появлению возрастающего участка вольт-амперной характеристики ВАХ. Значит, мощность на дуге возрас- тает не только за счет роста среднего тока, повышающегося с ростом частоты модуляции vn, но и за счет возрастающего участка ВАХ.
Если сдвиг фаз между частотой воздействия градиента Рп и vc отсутствует, то давление Рм, идущее от катода, выбрасывает точку анодной привязки в сторону увеличения длины дуги, что приводит к росту напряжения и мощности на дуге, а значит, улучшаются параметры резки.
Во всех остальных случаях дуга укорачивается, что приводит к ухудшению параметров резки.
При этом было экспериментально установлено, что при кА происходит интенсивное разрушение термохимического катода, что приводит к прекращению процесса резки, и, таким образом, производительность процесса плазменной резки падает.
При ,7 кА разрушения катода не происходит, но прирост скорости резки при наложении импульсов тока прямой полярности на дугу на частоте модуляции, равной собственной частоте колебаний тока дуги, пренебрежимо мал.
Данные эксперимента приведены в таблице при частоте модуляции 102 Гц, равной собственной частоте vc колебаний тока дуги для данного источника питания - одно- полупериодного выпрямителя с индуктивным дросселем. При других источниках питания и режимных параметрах резки ус будет другая
Пример. Проводилась резка листовой стали Ст.З толщиной 1,1 м. Расход плазмообразующего газа - воздуха 2,5Х м/с, ток дуги 70 А, напряжение на дуге 215 В. Амплитуда импульса тока А. Собственная частота колебаний дуги 102 Гц. Без модуляции максимальная скорость резки 0,0087 м/с. При включении модулятора на частоте 102 Гц прирост максимальной скорости резки 15% (фиг. 2). При амплитуде импульса тока 1100 А прирост максимальной скорости резки 26% (фиг. 3).
По сравнению с базовым объектом-прототипом предлагаемый способ позволяет значительно повысить скорость резки.
Формула изобретения
Способ плазменной обработки, при котором предварительно определяют собственную частоту колебаний тока дуги и дополнительно подают на нее ток с частотой, равной частоте колебаний тока дуги, отличающийся тем, что, с целью повышения производительности обработки, на дугу ток подают прямой полярности и с амплитудой 0,7-4,0 КА.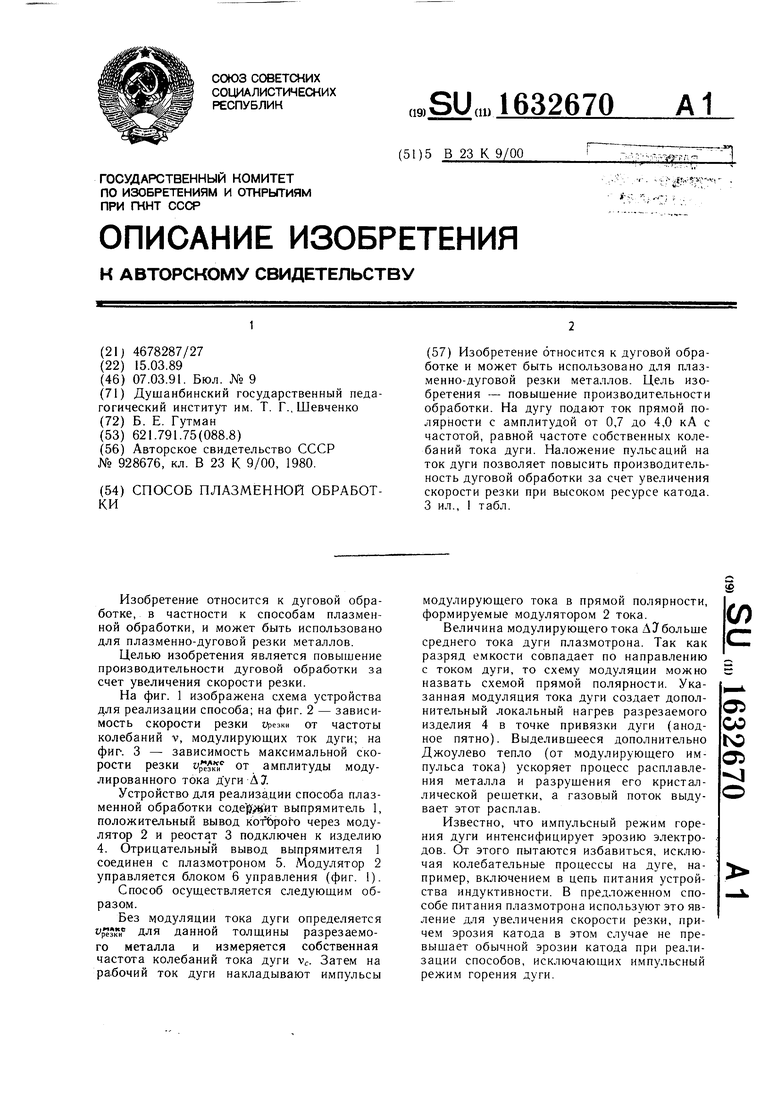
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| ЭЛЕКТРОДУГОВАЯ УСТАНОВКА ДЛЯ НАГРЕВА ГАЗОВ | 1991 |
|
RU2106769C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМОМ РАБОТЫ ПЛАЗМОТРОНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389055C2 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092580C1 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ПОСТОЯННОГО ТОКА ДЛЯ УСТАНОВОК ПЛАЗМЕННОЙ ПЕРЕРАБОТКИ ОТХОДОВ | 2014 |
|
RU2575202C1 |
| Способ зажигания сжатой дуги прямого действия | 2023 |
|
RU2807974C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2001 |
|
RU2211256C2 |
Изобретение относится к дуговой обработке и может быть использовано для плаз- менно-дуговой резки металлов. Цель изобретения - повышение производительности обработки. На дугу подают ток прямой полярности с амплитудой от 0,7 до 4,0 кА с частотой, равной частоте собственных колебаний тока дуги Наложение пульсаций на ток дуги позволяет повысить производительность дуговой обработки за счет увеличения скорости резки при высоком ресурсе катода. 3 ил., 1 табл
V
М РЕЗКИ .Q.0,008
80
120
/ м,
Гц
МЛКС м
0,012
0,01
0,008
800
1000
AJJ,A
Риг.5
| Способ нагрева металлов электрической дугой | 1980 |
|
SU928676A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
