Изобретение относится к сварочному производству и может быть использовано преимущественно для сварки плавящимися и неплавящимися электродами и в различных отраслях народного хозяйства.
Целью изобретения является повышение производительности процесса за счет увеличения глубины проплавления и скорости сварки, а также уменьшение дефектов сварного шва (пор) по границам слоев кристаллизации в связи с уменьшением выраженности последних.
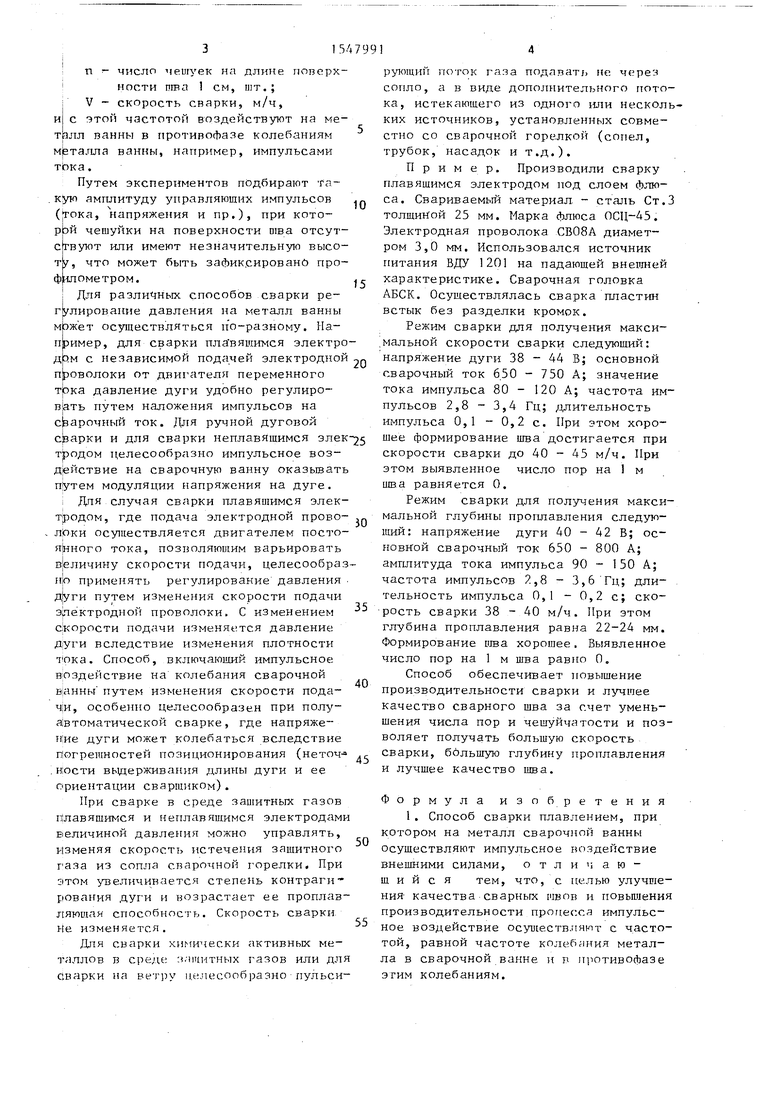
На фиг. 1 изображена схема сварочной ванны; на фиг. 2 - закон перемещения металла сварочной ванны при выполнении шва.
Металл, вытесняемый дугой в хвостовую часть ванны, совершает колебания около положения равновесия. Участок кривой 1-2 (фиг. 2) соответствует движению частиц металла в конец хвостовой части на вершину валика. Участок 2-3 соответствует выдержке в верхнем положении. Участок 3-4-5 ха- .рактеризует сток металла вглубь ванны, через положение равновесия (точка 4. В точке 5 металл останавливается новой порцией металла, следующей .вверх, до точки 1, и далее цикл повторяется . Для -управления колебаниями металла в сварочной ванне определяют экспериментально фазу и частоту этих колебаний по формуле
СП j
СО
со
f
п V 36
где f - частота колебания металла в сварочной р.анне, Гц;
n - число чешуек на длине поверхности шва 1 см, шт.; V - скорость сварки, м/ч, и с этой частотой воздействуют на металл ванны в противофазе колебаниям металла ванны, например, импульсами тока.
Путем экспериментов подбирают такую амплитуду управляющих импульсов (тока, Напряжения и пр.), при кото- рэй чешуйки на поверхности шва отсутствуют или имеют незначительную высоту, что может быть зафиксировано про- филометром.
1 Для различных способов сварки ре- г|улирование давления на металл ванны мэжет осуществляться по-разному. Па- пример, для сварки пла вяшимся электро дзм с независимой подачей электродной проволоки от двигателя переменного тока давление дуги удобно регулировать путем наложения импульсов на сварочный ток. Для ручной дуговой сварки и для сварки неплавящимся элек тродом целесообразно импульсное воздействие на сварочную ванну оказывать путем модуляции напряжения на дуге.
Для случая сварки плавящимся электродом, где подача электродной прово- локи осуществляется двигателем постоянного тока, позволяющим варьировать величину скорости подачи, целесообразно применять регулирование давления путем изменения скорости подачи электродной проволоки. С изменением скорости подачи изменяется давление дуги вследствие изменения плотности тока. Способ, включающий импульсное: воздействие на колебания сварочной ьанны путем изменения скорости подачи, особенно целесообразен при полуавтоматической сварке, где напряжение дуги может колебаться вследствие Погрешностей позиционирования (неточ- ности выдерживания длины дуги и ее ориентации сварщиком).
При сварке в среде защитных газов плавящимся и неплавяшимся электродами величиной давления можно управлять, изменяя скорость истечения защитного газа из сопла сварочной горелки. При этом увеличивается степень контраги- рования дуги и возрастает ее проплав- ляюшая способность. Скорость сварки Не изменяется.
Для сварки химически активных металлов в среде ч.пчитных газов или для сварки на ветру целесообразно пульси
r
. 5
„
5
0
50
5
рующий поток газа подавать не через сопло, а в виде дополнительного потока, истекающего из одного или нескольких источников, установленных совместно со сварочной горелкой (сопел, трубок, насадок и т.д.).
Пример. Производили сварку плавящимся электродом под слоем Флюса. Свариваемый материал - сталь Ст.З толщиной 25 мм. Марка Флюса ОСП.-45. Электродная проволока СВ08А диаметром 3,0 мм. Использовался источник питания ВДУ 1201 на падающей внешней характеристике. Сварочная головка АБСК. Осуществлялась сварка пластин встык без разделки кромок.
Режим сварки для получения максимальной скорости сварки следующий: напряжение дуги 38 - 44 В; основной сварочный ток 650 - 750 А; значение тока импульса 80 - 120 А; частота импульсов 2,8 - 3,4 Гц; длительность импульса 0,1 - 0,2 с. При этом хорошее формирование шва достигается при скорости сварки до 40 - 45 м/ч. При этом выявленное число пор на I м шва равняется 0.
Режим сварки для получения максимальной глубины проплавления следующий: напряжение дуги 40 - 42 В; основной сварочный ток 650 - 800 А; амплитуда тока импульса 90-150 А; частота импульсов ,8 - 3,6 Гц; длительность импульса 0,1 - 0,2 с; скорость сварки 38 - 40 м/ч. При этом глубина проплавления равна 22-24 мм. Формирование шва хорошее. Выявленное число пор на 1 м шва равно 0.
Способ обеспечивает повышение производительности сварки и лучшее качество сварного шва за счет уменьшения числа пор и чешуйчатости и позволяет получать большую скорость сварки, большую глубину проплавления и лучшее качество шва.
Формула изобретения
I. Способ сварки плавлением, при котором на металл сварочной ванны осуществляют импульсное воздействие внешними силами, отличающийся тем, что, с целью улучшения качества сварных швов и повышения производительности процесса импульсное воздействие осушествпяют с частотой, равной частоте колебания металла в сварочной ванне и в противофазе этим колебаниям.
5I
2.Способ поп. 1, отлича ю ш и и с я тем, что импульсное воздействие осуществляют модуляцией сварочного тока.
3.Способ по п. 1, отличающийся тем, что импульсное воздействие осуществляют модуляцией напряжения.
4.Способ по п. 1, отличают и и с я тем, что импульсное воздействие осуществляют модуляцией скорости подачи электрода.
5.Способ по п. 1, отличающийся тем, что импульсное
479916
воздействие осуществляют модуляцией скорости истечения газа.
6.Способ по п. 5, отличающийся тем, что, с целью со- кранения ламинарности потока при сварке химически активных металлов, пульсирующий поток газа подают не менее, чем через одно дополнительное сопло.
7.Способ по пп. 1 - 6, отличающийся тем, что, с целью управления формированием, измеряют высоту чешуек гава, а амплитуду импульсного воздействия изменяют пропорционально этой высоте.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
Изобретение относится к технологии дуговой сварки и может быть использовано при сварке плавящимся и неплавящимся электродами в различных отраслях народного хозяйства. Импульсное воздействие внешних сил на сварочную ванну осуществляют с частотой, равной частоте колебаний металла сварочной ванны. Импульсное воздействие может быть осуществлено за счет модуляции сварочного тока, напряжения на дуге, скорости подачи электрода, скорости подачи защитного газа. Для управления формированием шва измеряют высоту его чешуек, а амплитуду импульсного воздействия изменяют пропорционально этой высоте. Способ позволяет увеличить глубину проплавления и скорость сварки и обеспечить получение сварных соединений без пор при мелкочешуйчатом формировании сварного шва. 6 з.п. ф-лы, 2 ил.
Фи.г.1
$и.г.1
| СПОСОБ ДУГОВОЙ СВАРКИ | 0 |
|
SU218349A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
