Известен способ дуговой сварки в различных защитных средах и без заидиты дуги.
Цель изобретепия - повысить скорость сварки и улучшить формирование шва. Это достигается те.г, что позади дуги создают принудительное давление на сварочную ваину, регулируемое независимо от режима сварки. Принудительное давление может быть создано потоком инертиого газа, направленным на жидкий металл позади дуги, или нолзуном, перемещаемым вслед за дугой. Принудительиое давление может быть постоянным или подаваться имиу 1ъсами.
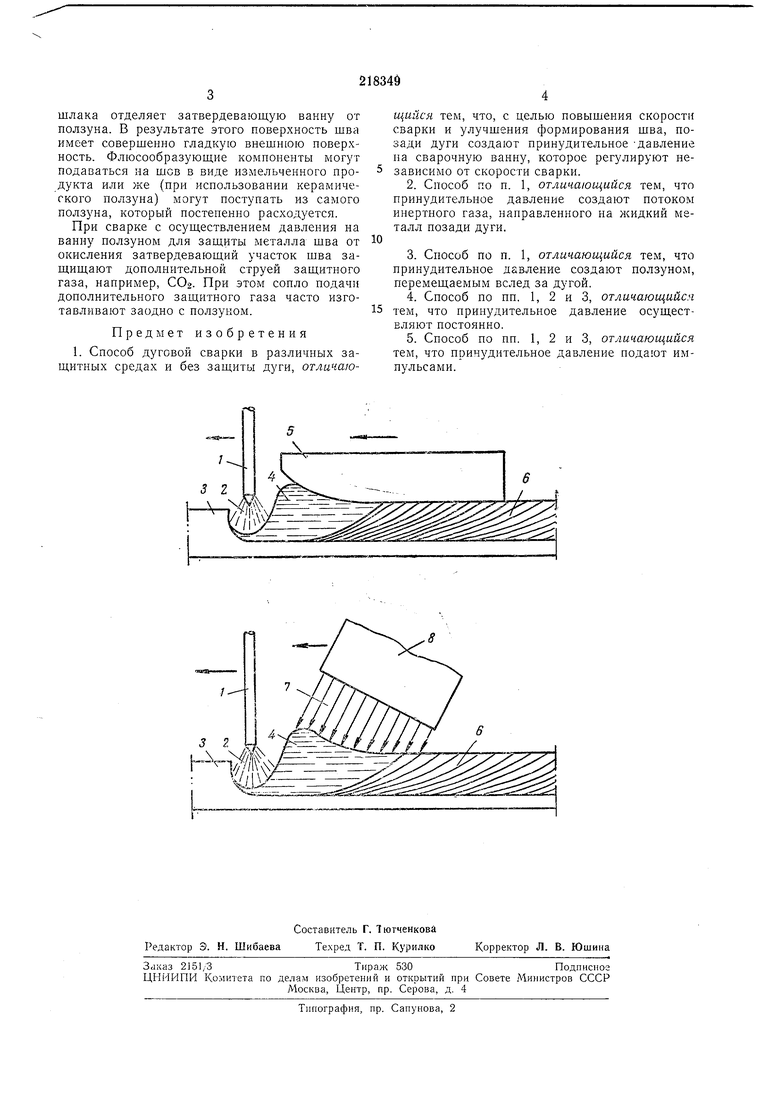
Схема предлагаелюго способа сварки нрнвсдепа на чертеже, где / - электрод, 2 - дуга, 3 - свариваемая деталь, 4 - жидкая сварочная ванна, 5 - ползун, 6 - затвердевший шов, 7 - поток газа, осуществляющий внешнее нринудительное давление на сварочную ванну, 8 - газовое сопло.
С целью изменения формы поверхности щва, например, по.тучення ослабленного углового щва, внешнее давление делают неодинаковым по площади давления на ванну. В случае использования подвил пого ползуиа это достигается изменением формы ползуна и выбором расстояния передней кромки ползуиа от дуги. Прн осуществлении давления потоком газа давление его на поверхность ванны делают неодннакорым по сечению струи.
Предлагаемый способ сварки может выполняться стациоиарнои и импульсной дугой. Так, нанример, Hpii сварке илавящимся электродом имиульсиая дуга иозволяет уиравлять плавлением и нереносо.м электродного металла, уменьшать разбрызгиванне, изменять форму провара Детал и термический цикл и уменьшить деформации после сварки.
Для уменьшения деформаций и термического воздействия на свариваемое изделие предлагаемый процесс сварки импульсной дугой ведут с периодическим погружением дуги в ид1;ую сварочную ванну. Г1ри погружении в сварочную ванну Д}та горит в газовом пузыре без обрывов и глубина провара резко возрастае1. Периодическое иогружепие дуги в сварочи)мо ваииу осуществляться, напри}.jep, изменением иаиряжеиия дуги, 1 змеиеиием скорости подачи электродной проволоки, одновременным изменением скорости подачи проволоки и напряження дуги и другими приемамп.
С целью улучшення формирования щва, уменьшения окисления и осуществления металлургичеекой обработки поверхпости шва i;a поверхность сварочной ванны подают небольшое 1соличество (1) или срлюсообраз юп ;их KOMHOiiOHTOB, кот.чэые, расплавляясь, нокрызают жидкую панну тонким слоем. При сварке с л;егаллг,ческим ползуном тонкий слой
шлака отделяет затвердевающую ванну от ползуна. В результате этого поверхность шва имеет совершенно гладкую внешнюю поверхность. Флюсообразуюш,ие компоненты могут подаваться иа шов в виде измельченного продукта или же (при использовании керамического ползуна) могут поступать из самого ползуна, который постепенно расходуется.
При сварке с осуш,ествлением давлепия на ванну ползуном для защиты металла шва от окисления затвердевающий участок шва защищают дополнительпой струей защитпого газа, например, СО2. При этом сопло подачи дополнительного защитного газа часто изготавливают заодно с ползуном.
Предмет изобретения
1. Способ дуговой сварки в различных защитных средах и без защиты дуги, отличающийся тем, что, с целью повышения скорости сварки и улучшения формирования шва, позади дуги создают принудительное -давление на сварочную ванну, которое регулируют пезависимо от скорости сварки.
2.Способ по п. 1, отличающийся тем, что принудительное давление создают потоком инертного газа, направленного на лсидкий металл позади дуги.
3.Способ по п. 1, отличающийся тем, что принудительное давление создают ползуном, перемещаемым вслед за дугой.
4.Способ по пп. 1, 2 и 3, отличающийся тем, что принудительное давление осуществляют постоянно.
5.Способ по пп. 1, 2 и 3, отличающийся тем, что принудительное давление подают импульсами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ дуговой сварки горизонтальных швов на вертикальной плоскости с принудительным формированием шва | 1986 |
|
SU1505710A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU266972A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ | 2011 |
|
RU2490101C2 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
