Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесноволокнистых плит сухим способом.
Цель изобретенияо- повышение вибро- поглощающих свойств плит.
Пример 1. Изготавливают древесноволокнистые плиты толщиной 12 мм, плотностью 500-600 кг/м3, в качестве древесного сырья используют смесь лиственных и хвойных пород древесины степень помола волокна 250-380 ед ПВ (прибор ВНИИдрева). Сушку волокна выполняют в пневматической сушилке при 120-160° С до влажности 12 20%
формируют ковры и прессуют плиты, используя пресс марки ВП-9024М, при этом заданную толщину готовых плит получают за счет применения дистанционных планок. Отпрессованные плиты раскраивают на образцы, которые испытывают согласно стандартным методикам.
Акустические испытания по определению коэффициента потерь динамического модуля упругости Е и других характеристик данного материала проводят известным методом вынужденных резонансных изгибных колебаний
Для изготовления плит берут навеску волокна по мрссе, необходимую для изгоON Ю СЛ VJ
О
о
товления плиты плотностью 500 кг/м3 (абсолютно сухая масса волокна от массы смеси составляет 77%). и загружают в барабанный смеситель, снабженный пневматической форсункой для разбрызгивания связующе- го.
Параллельно готовят навески фенол- формальдегидной смолы и карбоксилатного латекса, которые соответственно составляют 5 и 18% от массы волокна, причем лэгекс подогревают до 50 ±5° С. После приготовления рабочих растворов смолы и латекса ими обрабатывают древесные волокна, причем вначале латексом, а потом смолой СФЖ-3014, Рабочая концентрация водных растворов смолы СФЖ-3014 составляет 25%, латекса 25%. Обработанную смесь сушат до влажности 12%, формируют ковер и подпрессовывают его в холодном прессе для придания ему транспортабельных свойств, а затем в горячем прессе прессуют по ступенчатому графику при 190° С и длв- лении 2,5 МПа (максимальное давлечие прессование) до плотности плиты 500-600 кг/см , предварительно поместив на греющие плиты дистанционные планки толщиной 12 мм. Отпрессованные плиты (по пять плит на каждом режиме) раскраивлют и- образцы и испытывают.
Примеры 2-5 аналогичны примеру 1 и представляют лишь варианты примеров РЫ полнения изобретения.
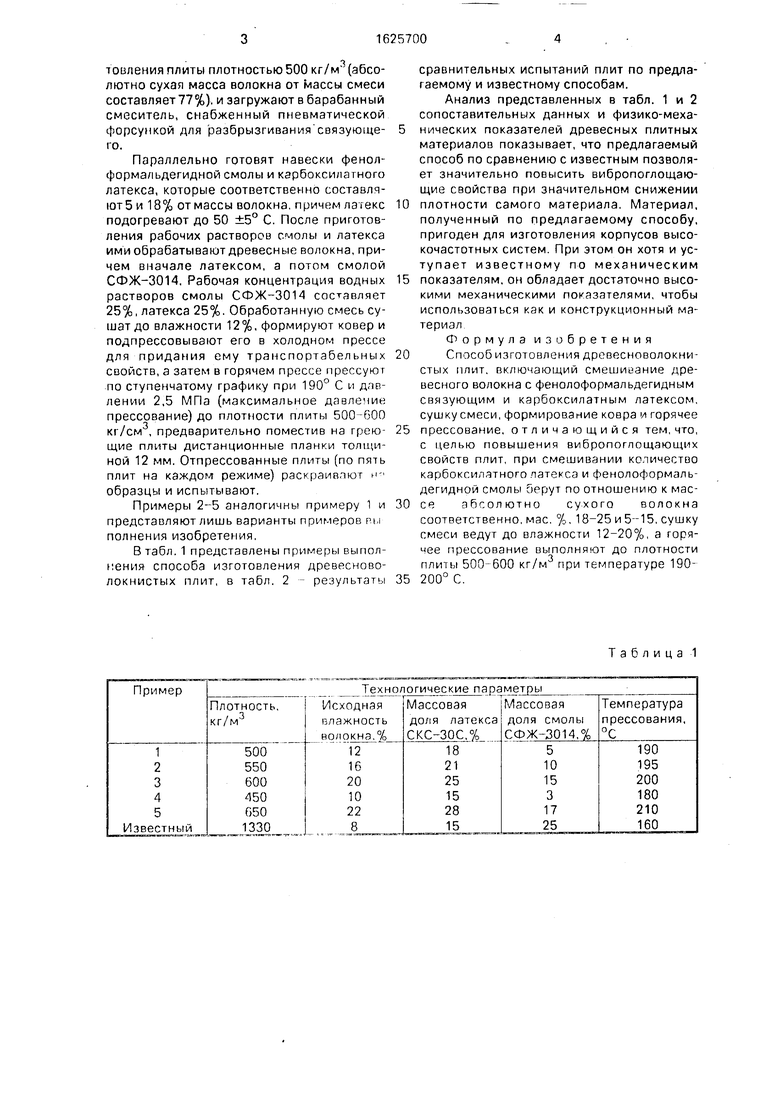
В табл. 1 представлены примеры выполнения способа изготовления древесноволокнистых плит, в табл. 2 - результаты
сравнительных испытаний плит по предлагаемому и известному способам.
Анализ представленных в табл. 1 и 2 сопоставительных данных и физико-механических показателей древесных плитных материалов показывает, что предлагаемый способ по сравнению с известным позволяет значительно повысить вибропоглощаю- щие свойства при значительном снижении
плотности самого материала. Материал, полученный по предлагаемому способу, пригоден для изготовления корпусов высокочастотных систем. При этом он хотя и уступает известному по механическим
показателям, он обладает достаточно высокими механическими показателями, чтобы использоваться как и конструкционный материал
Формула изобретения
Способ изготовления древесноволокнистых плит, включающий смешивание древесного волокна с фенолоформальдегидным связующим и карбоксилатным латексом, сушку смеси, формирование ковра и горячее
прессование, отличающийся тем, что, с целью повышения вибропоглощающих свойств плит, при смешивании количество карбоксилатного патекса и фенолоформаль- дегидной смолы берут по отношению к массе абсолютно сухого волокна соответственно, мае. %, 18-25 и 5-15, сушку смеси ведут до влажности 12-20%, а горя- чее прессование выполняют до плотности плиты кг/м при температуре 190200° С.

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для обработки древесноволокнистого ковра | 1987 |
|
SU1548199A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 1993 |
|
RU2087502C1 |
| Способ изготовления вибропоглощающих древесных плит | 1990 |
|
SU1784457A1 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1027051A1 |
| Состав для древесных плит | 1989 |
|
SU1703667A1 |
| Способ изготовления древесно-волокнистых плит сухого способа производства | 1984 |
|
SU1243944A1 |
| Способ изготовления древесно-волокнистых плит | 1986 |
|
SU1371921A1 |
| Состав для обработки древесноволокнистого ковра при изготовлении плит средней плотности | 1982 |
|
SU1084279A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 2011 |
|
RU2484955C2 |
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесноволокнистых плит сухим способом. Цель изобретения - повышение вибропог- лощающих свойств плит Древесноволокнистые плиты изготавливают толщиной 12 мм и плотностью 500-600 кг/м . В качестве древесного сырья используют смесь лиственных и хвойных пород древесины. Степень помола волокна 250-380 ед ПВ Сушку волокна выполняют в пневматической сушилке при 120-160° С до влажности 12- 20% Перед сушкой волокно обрабатывают вначале карбоксилатным латексом СКС-ЗОС в количестве 18-25 мае % от абсолютно сухого волокна,а затем фенолоформальдегид- ной смолой СФЖ 3014 в количестве 5-15 мае % от количества волокна. После сушки обработанного волокна из него формируют ковер Горячее прессование осуществляют по ступенчатому графику при 190-200° С и максимальном давлении 2,5 МПа до плотности плиты 500-600 кг/м . Предварительно на греющие плиты помещают дистанционные планки толщиной 12 мм 2 табл
Таблица 1
Таблица 2
| Бекетов В.Д., Обседшевская Г.Н Развитие сухого способа производства древесноволокнистых плит за рубежом Обзорная информация | |||
| - М.: ВНИПИЭИлеспром, 1979, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Способ изготовления цельнопрессованных древесных изделий | 1986 |
|
SU1346426A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
