Изобретение относится к обработке металлов давлением и может быть использовано при производстве трубных изделий с конической резьбой.
Цель изобретения - повышение точности накатываемой резьбы за счет устранения упругого последствия металла по диаметру Заготовки.
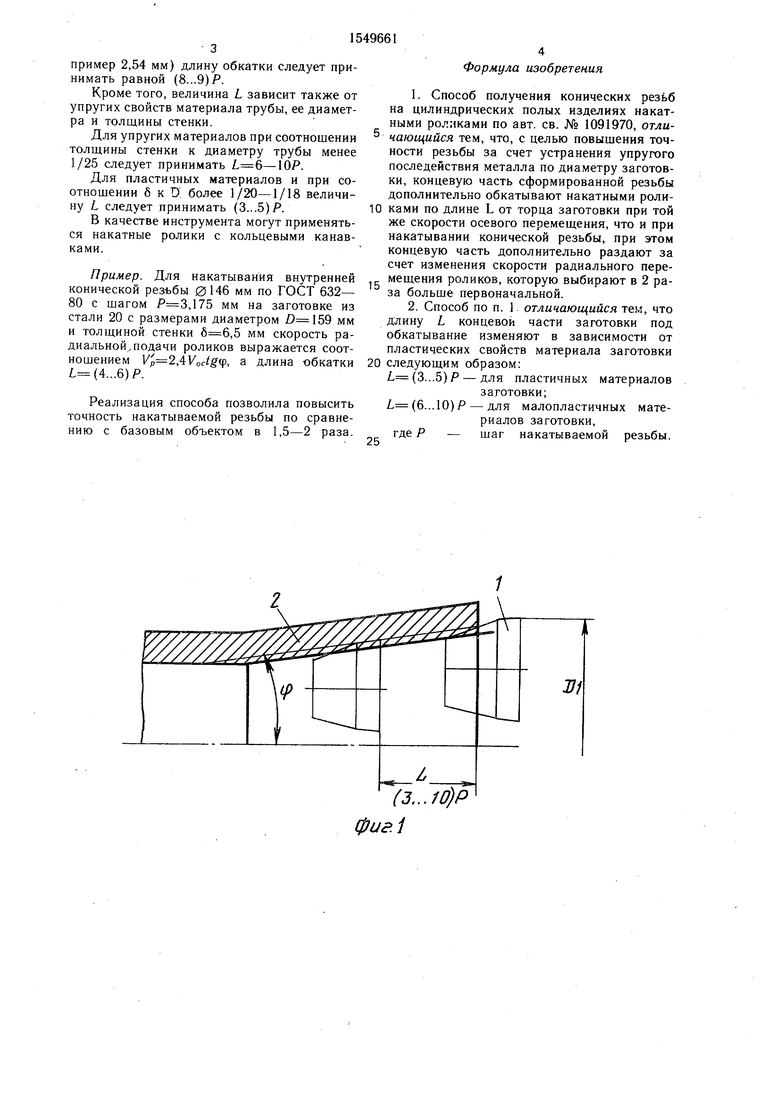
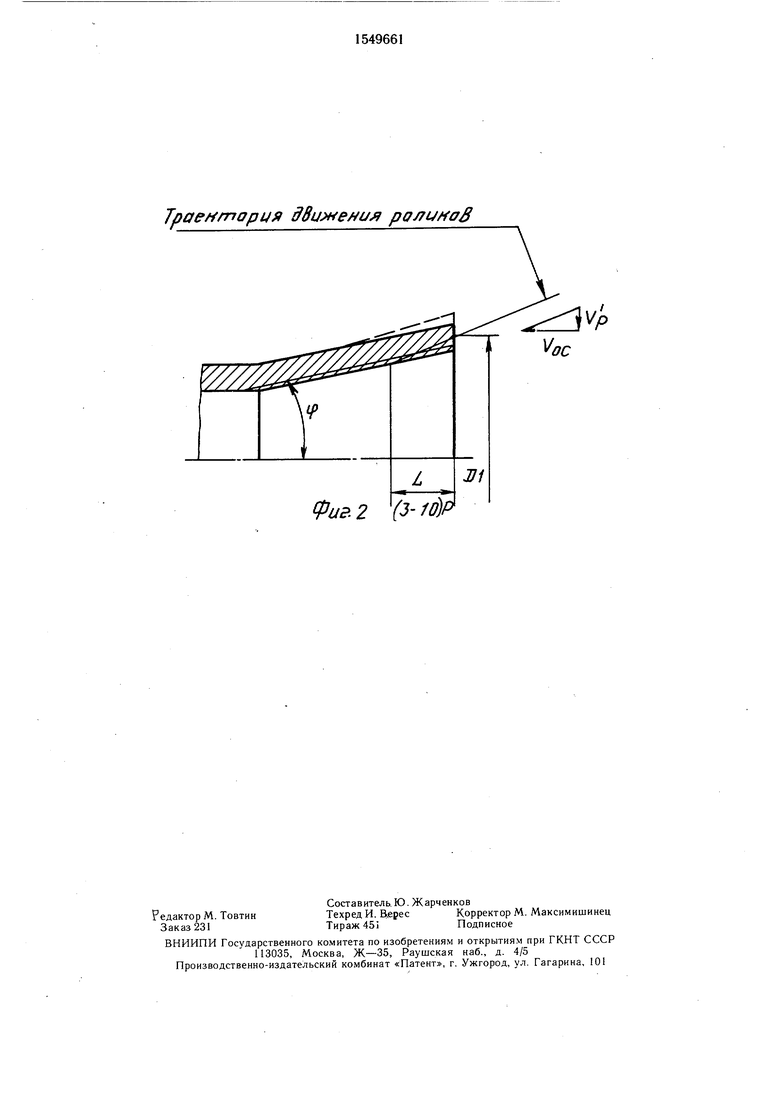
На фиг. 1 показана принципиальная схема осуществления способа; на фиг. 2 - траектория движения роликов при обкатке резьбы.
Накатывание резьбы осуществляется следующим образом.
Резьбонакатную головку (не показана) с равномерно установленными в ней роликами , 1, настроенными на размер DI, подают в осевом направлении во вращающуюся заготовку 2 до получения величины раздачи заготовки DI. Затем, сохраняя осевую подачу головки со скоростью Voc ролики начинают перемещать в радиальном направлении с удвоенной, по сравнению первоначальной, скоростью на длине L(3...10)P, где L -длина накатывания; Р - шаг накатываемой резьбы. По основному авт. св. СССР № 1091970 скорость радиального перемещения накатных роликов принята
VP(1,1 - l,5)Vn tgcp,
где Voc - скорость осевого перемещения накатных роликов, значение которой может отличаться от первоначальной осевой скорости; Ф - половина угла конусности резьбы. По предлагаемому способу
Ј
«j.
3
GV
-.;
(,l-l,5WocXtg
При этом длина обкатки L является только частью резьбы и составляет (3...10)/5. Для больших шагов резьбы (например, 5,08 мм) следует принимать длину обкатки L(3...4)P. Для малых шагов резьбы (например 2,54 мм) длину обкатки следует принимать равной (8...9) Р.
Кроме того, величина L зависит также от упругих свойств материала трубы, ее диаметра и толщины стенки.
Для упругих материалов при соотношении толщины стенки к диаметру трубы менее 1/25 следует принимать .
Для пластичных материалов и при соотношении б к D более 1/20-1/18 величину L следует принимать (3...5)Р.
В качестве инструмента могут применяться накатные ролики с кольцевыми канавками.
Пример, Для накатывания внутренней конической резьбы 0146 мм по ГОСТ 632- 80 с шагом ,175 мм на заготовке из стали 20 с размерами диаметром Ј)-159 мм и толщиной стенки 6-6,5 мм скорость радиальной,подачи роликов выражается соотношением ,4V0ctg(, а длина обкатки L(4...6)P.
Реализация способа позволила повысить точность накатываемой резьбы по сравнению с базовым объектом в 1,5-2 раза.
Формула изобретения
1.Способ получения конических резьб на цилиндрических полых изделиях накатными роликами по авт. св. № 1091970, отличающийся тем, что, с целью повышения точности резьбы за счет устранения упругого последействия металла по диаметру заготовки, концевую часть сформированной резьбы дополнительно обкатывают накатными роли0 ками по длине L от торца заготовки при той же скорости осевого перемещения, что и при накатывании конической резьбы, при этом концевую часть дополнительно раздают за счет изменения скорости радиального перемещения роликов, которую выбирают в 2 раза больше первоначальной.
2.Способ по п. 1 отличающийся тем, что длину L концевой части заготовки под обкатывание изменяют в зависимости от пластических свойств материала заготовки
0 следующим образом:
L(3...5)P - для пластичных материалов
заготовки;
L(6...10)P - для малопластичных материалов заготовки, где Р - шаг накатываемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения конических резьб на цилиндрических полых изделиях накатными роликами | 1981 |
|
SU1091970A1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| Устройство для накатывания резьбы | 1983 |
|
SU1166873A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2371273C1 |
| Комплект резьбонакатных роликов | 1987 |
|
SU1433604A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания конических резьб на полых цилиндрических деталях. Цель изобретения - повышение точности резьбы за счет устранения упругого последействия металла по диаметру заготовки. После накатывания резьбы производят ее обкатку с раздачей по диаметру на длине 3...10 шагов от торца заготовки при той же скорости осевого перемещения, что и при накатывании конической резьбы. При этом скорость радиального перемещения роликов выбирают в 2 раза больше первоначальной. 1 з.п. ф-лы, 2 ил.
(З...Ю)Р фигЛ
Траектория движения ролимаД
Фиг. 2 ft- fOP
ос
| Способ получения конических резьб на цилиндрических полых изделиях накатными роликами | 1981 |
|
SU1091970A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
