Изобретение относится к технологическому оборудованию и может быть ис- пользовано в машиностроении
Цель изобретения - расширение функциональных возможностей за счет установки в крышки крепежных элементов, ориентирования крышек и их впрес совки.
На фиг. 1 изображен сборочный автомат, общий вид; на фиг, 2 - вид А на фиг. 1; на фиг, 3 -.вид Б на фиг. 1.
Сборочный автомат содержит шаговый конвейер 1, оснащенный штангой 2 с собачками 3 и кареткой 4, магазины 5 для крышек 6, бункерный загрузочный механизм 7 для шпилек 8, а также резь бозавертной механизм 9. В каретке 4 выполнено пять ложементов 10 под крышки 6, причем средний ложемент 0 снабжен двумя задвижками И и 12, связанными между собой с помощью рычага 13 и тяги 14. На боковой поверхности каретки 4 закреплен упор )5, а под кареткой 4 на конвейере 1 закреплена поддерживающая штанга 16, На конвейере кроме того жество закреплены кулачки 17 и J3, а также размещен подпружиненный кулачок J9. Магазины 5 размещены на цепном конвейере 20, снабженном приводом в виде рейки 21 с возвратной пружиной и обгонной муфты 22, соединенной со звездочкой 23, Бункерный загрузочный механизм 7 снабжен питателем 24, имеющим возможность взаимодействия через рычаг 25 и тягу 26 с подпружиненными со- бачками 27, размещенными на каретке 4, а также лотком 28. Резьбсзаверт- ной механизм 9 включает в себя цанговые патроны 29, раму 30, в отверстиях которой размещены подпружиненные ориентирующие вилки 31, а также силовые пневмоцилиндры 32, связанные через рычаги 33 и 34 с хвостовиками вилок 31. На раме 30 закреплены штыри 35 для фиксации корпусной детали - картера 36.
Сборочный автомат работает следующим образом.
«.
Вначале картер 36 и каретка 4 перемещаются конвейером 1 влево. При этом крышки 6 под собственным весом из первого по ходу движения каретки 4 магазина 5 опускаются в ложементы 10. При взаимодействии задвижки 11 с кулачком 17 обе задвижки 11 и 1 синхронно раздвигаются и крышка 6 из второго магазина 5 опускается в открывшийся ложемент 10. Наряду с этим при взаимодействии одной из подпружиненных собачек 27 с рычагом 25 срабатывает питатель 24 и подает две шпильки 8 в лоток 28, Посте заполнения всех ложементов 10 крышками 6 конвейер 1 получает перемещение вправо. В ходе этого перемещения шпильки 8 из лотка 28 попадают в отверстия первой из крышек 6, после чего питатель 24 вновь получает движение от собачки 27 и подает в лоток 23 поочередную пару шпилек 8. Аналогично осуществляется подача шпилек 8 во все крышки 6, размещенные в ложементах 10 каретки 4, при этом крышки 6 поддерживаются штангой 16. Одновременно с подачей последней пары шшлек 8 в лоток 28 упор 15 взаимодействуют с рейкой 21, вращение которой приводит в движение цепной конвейер 20, В результате этого заполненные магазины 5 перемещаются к середине каретки 4. По мере движения картера 36 к резьбозавертному механизму 9 крышки 6 с установленными в их отверстиях шпильками 8 сходят со штанги J6 и размещаются на картере 36. В среднем ложементе 10 крышка 6 опускается на картер 36 при взаимодействии задвижки 11 с кулачком IS. При срабатывании механизма 9 штыри
35 фиксируют одновременно каретку 4 и картер 36, Одновременно вилки 31 ориентируют крышки 6. Затем патроны 29 завертывают весь комплект шпилек 8, после чего работают пневмоцилиндры 32 и вилки 31 впрессовывают крышки 6 в картер 36. Дапее механизм 9 возвращается в исходное положение. Собранный картер удаляется из автомата, а на конвейер 1 устанавливается новый картер 36, после чего штанга 2 начинает перемещаться влево. При этом с помощью кулачка 19 задвижки И и 12 возвращаются в исходное положение. Далее цикл повторяется,
Формула изобретения
Сборочный автомат, содержащий раз- мещенные на станине шаговый конвейер для базовых деталей, загрузочный механизм для крышек в виде неподвижного элемента и подвижной каретки с ложементами, а также резьбозавертной механизм с цанговыми патронами, придем каретка жестко соединена с конвейером, отличающийся тем, что, с целью расширения функцио нальных возможностей, автомат дополнительно снабжен бункерным загрузочным механизмом для шпилек, а загрузочный механизм для крышек снабжен магазинами, размещенными над подвижной кареткой и имеющими возможность перемещения в направлении, перпендикулярном направлению перемещения каретки, кроме того, резьбозавертной механизм снабжен силовым приводом и рамой с размещенными в ее отверстиях ориентирующими вилками, при этом ложементы каретки выполнены в виде сквозных отверстий, а неподвижный элемент размещен под кареткой, кроме того, ориентирующие вилки размещены соосно с цанговыми патронами, подпружинены относительно рамы и кинематически связаны с упомянутым силовым приводом, а магазины и бункерный загрузочный механизм кинематически связаны с конвейером соответственно.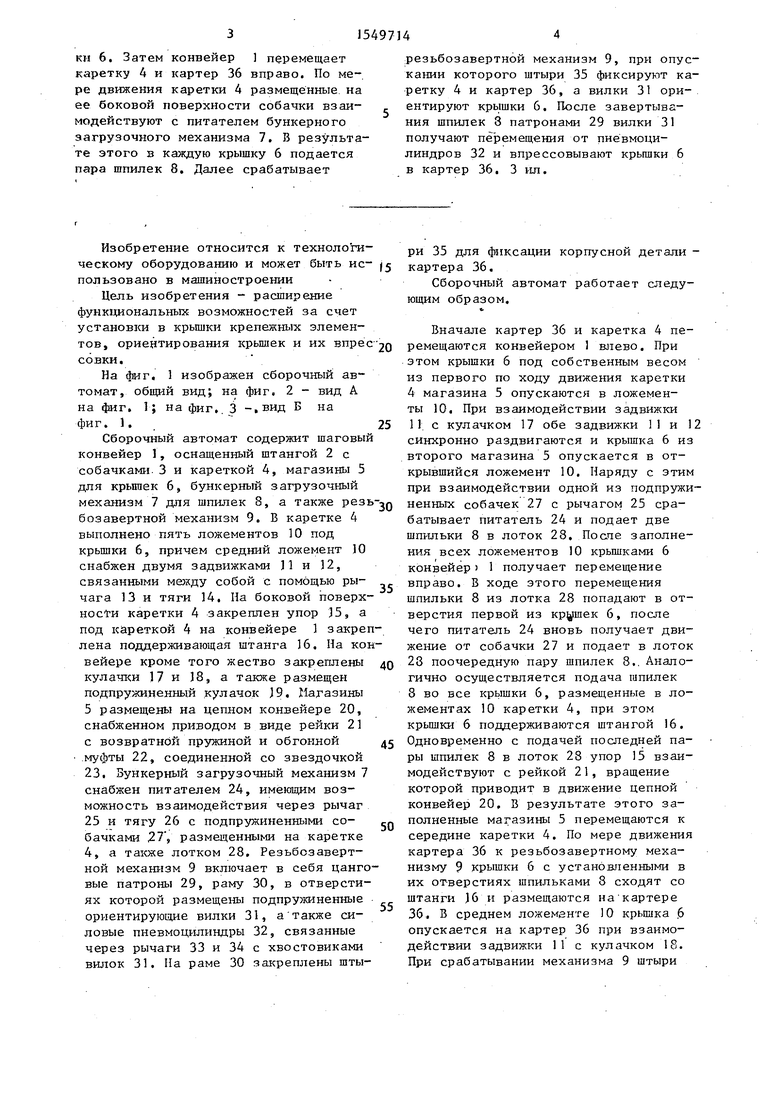

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный участок автоматической линии | 1985 |
|
SU1283017A1 |
| Загрузочное устройство | 1976 |
|
SU662317A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ДРОТОМ ПАТРОНОВ СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 1970 |
|
SU269440A1 |
| Устройство для передачи изделий | 1988 |
|
SU1572782A1 |
| Сборочный автомат | 1982 |
|
SU1106626A1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА И ВЫДАЧИ БУРОВЫХШТАНГ | 1979 |
|
SU825845A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
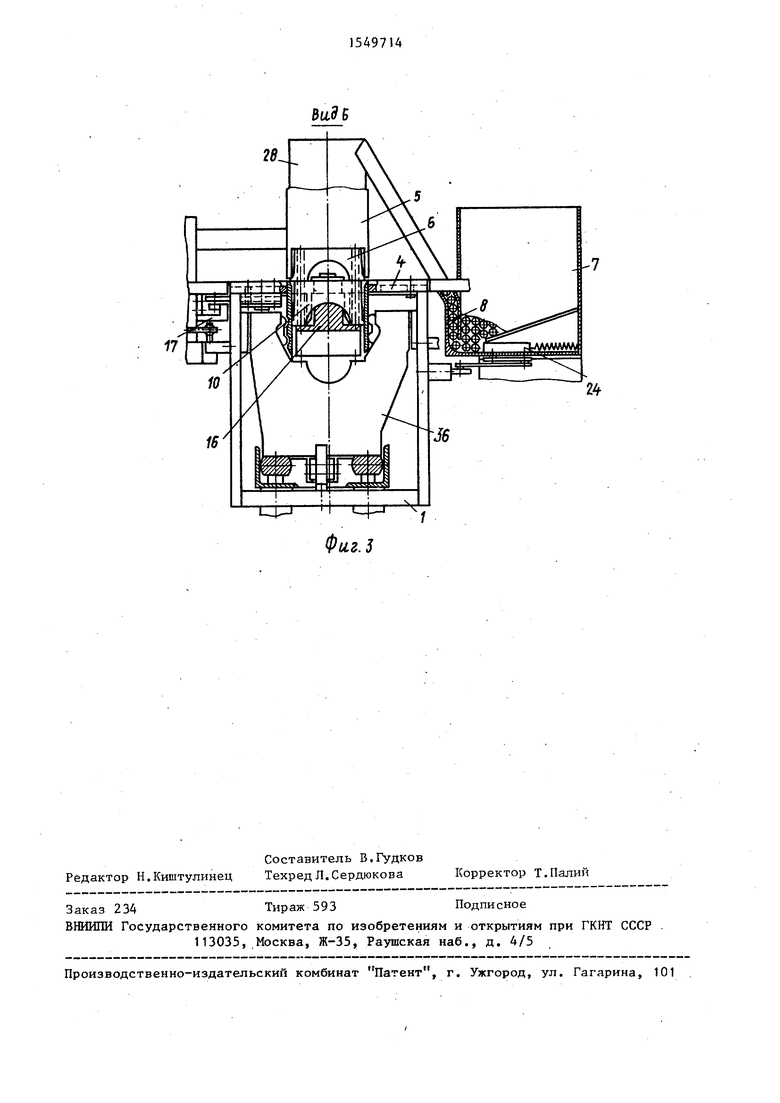
Изобретение относится к машиностроению и расширяет функциональные возможности за счет установки в крышки крепежных элементов, ориентирования крышек и их впрессовки. При перемещении штанги 2 конвейера 1 влево одновременно перемещаются картер 36 и каретка 4, в ложементы 10 которой из магазинов 5 устанавливаются крышки 6. Затем конвейер 1 перемещает каретку 4 и картер 36 вправо. По мере движения каретки 4 размещенные на ее боковой поверхности собачки взаимодействуют с питателем бункерного загрузочного механизма 7. В результате этого в каждую крышку 6 подается пара шпилек 8. Далее срабатывает резьбозавертной механизм 9, при опускании которого штыри 35 фиксируют каретку 4 и картер 36, а вилки 31 ориентируют крышки 6. После завертывания шпилек 8 патронами 29 вилки 31 получают перемещения от пневмоцилиндров 32 и впрессовывают крышки 6 в картер 36. 3 ил.
15
Фив. 2
28
.-7
| Сборочный участок автоматической линии | 1985 |
|
SU1283017A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
