Изобретение относится к машинострению и может быть использовано при сборке картера редуктора автомобилей Целью изобретения является упрощение конструкции за счет использовани резьбозавертывающих исполнительных устройств в качестве органов захвата при транспортировке крепежных детале из загрузочных механизмов на позицию сборки,
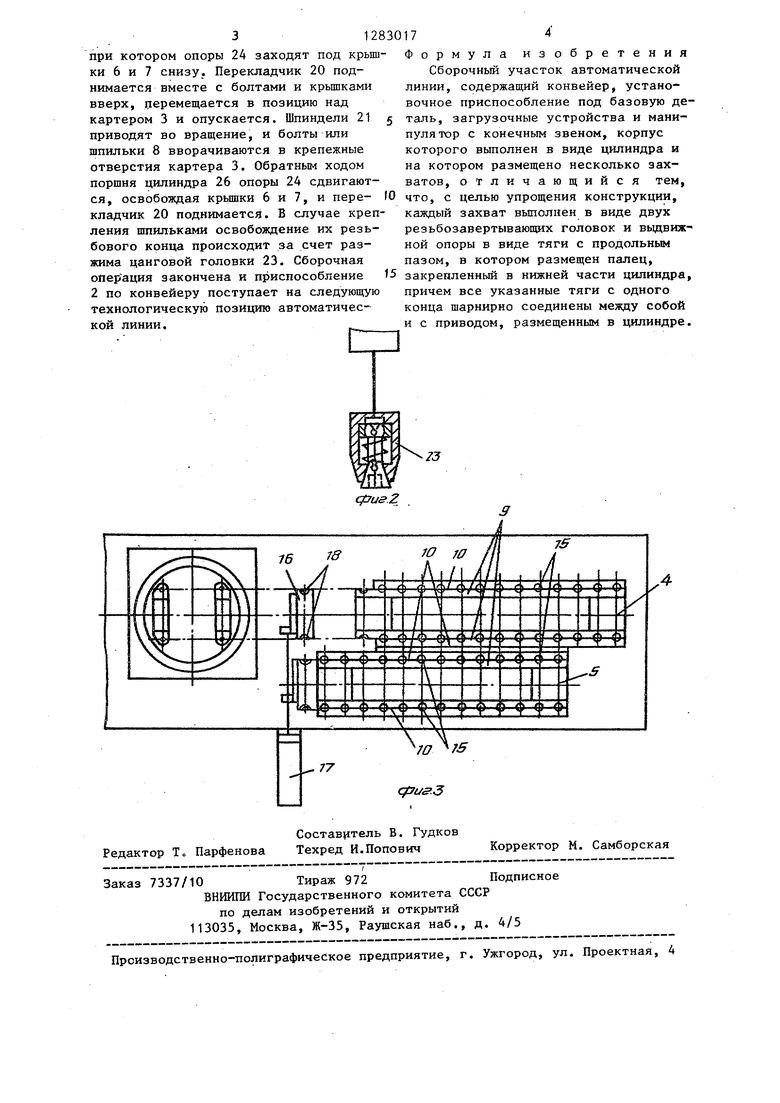
На фиг. 1 изображен сборочный участокS общий вид; на фиг. 2 - резь бозавертывающая головка для шпилек; на фиг, 3 - загрузочные устройства, вид сверху.
Сборочный участок автоматической линии содержит манипулятор 1, конвейер с приспособлением 2 для установки базовой детали картера 3 и два магазина-грейфера 4 и 5 для крышек соо ветственно правых 6 и левых 7 с болтами 8 (или шпильками), Каждый магазин содержит неподвижную каретку 9 и охватывающую ее подвижную каретку 10, соединенную с шаговым приводом. Шаговый привод состоит из цилиндра 1t вертикального перемещения каретки 10, соединенного с системой псЗворот- ных pbwaroB 12, и цилиндра 13 поступательного перемещения, соединенного с поворотными рычагами 14. На краях .кареток 9 и 10 выполнены сопрягающиеся глухие полуотверстия 15с шагом, равным шагу привода. Магазин 4 правых крышек 6 расположен на рабочей оси манипулятора 1, магазин 5 левых крьшзек 7 размещен параллельно магазину 4 и снабжен поперечно-подвижной кареткой 16 с приводом 17. Каретка 16 имеет глухие полуотверстия 18 и расположена на расстоянии шага магазина 5 от последней позиции его неподвижной каретки 9, так что полуотверстия 18 каретки 16 взаимодействуют с последней парой полуотверстий 15 подвижной каретки 10 магазина 5. Манипулятор 1 содержит подвижно установленный на траверсе 19 перекладчик 20 крышек с четьфьмя подпружиненными шпинделями 21, несущими смен ные резьбозавертывающие головки 22 или 23, и выдвиЕжными опорами 24 для крьппек 6 и 7. Расстояние между последней позицией магазина 4 и кареткой 16 равно расстоянию между шпин- делями 21 перекладчика 20 в продольном направлении и соответствует размеру между правой 6 и левой 7 крышками
5
5 О
-5
0 35
0
45
на картере 3. Выдвижные опоры 24 в виде тяги установлены на шарнире 25, соединенном с штоком цилиндра 26. В опорах 24 вьшолнены пазы 27, взаимодействующие с пальцами 28, жестко закрепленными в корпусе перекладчика 20. В случае крепления болтами на шпинделях 21 перекладчика 20 установлены сменные головки 22 в виде накидных шестигранных ключей (фиг.1), а в случае крепления шпильками - сменные.головки 23 в виде резьбовых цанговых патронов (фиг. 2).
Сборочный участок работает следующим образом.
Магазины 4 и 5 предварительно загружают вручную соответственно 6 и 7 со вставленными в их отверстия болтами 8 (или шпильками), причем болты (шпильки) 8 вставляют в глухие отверстия, образованные сопрягающимися полуотверстиями 15 на неподвижной 9 и подвижной 10 каретках. Картер 3 подается конвейером на сборочный участок в приспособлении 2. Поршень цилиндра 11 вертикального перемещения отходит назад, рычаги 12 поворачиваются и поднимают каретку 10, затем поршень цилиндра 13 поступательного перемещения поднимается, рычаги 14 поворачиваются, и каретка 10 перемещается вперед на шаг. Подвижные каретки 10 магазинов 4 и 5, перемещаясь на шаг, переносят крьш1ку с болтами (шпильками) в следующую позицию неподвижной каретки 9. В магазине 5 крайняя крьш1ка 7 попадает в полуотверстия 18 каретки 16, а в магазине 4 - в последнюю пару полуотверстий каретки 9. Цилиндр 11 обратным ходом поршня опускает каретку 10, выводя ее полуотверстия из контакта с болтами 8, и цилиндр 13 перемещает каретку 10 назад в исходное положение. Каретка 16, перемещаясь от привода 17, выводит левую крьш1ку 7 на рабочую ось манипулятора 1с, Перекладчик 20 опускается.
В случае крепления болтами сменные головки 22 опускаются на головки болтов 8. В случае крепления шпильками шпинделя 21 приводят во вращение и сменные головки 23 наворачиваются на шпильки. Цилиндр 26 опускает шарнир с опорами 24, вьздвигая и разворачивая их в горизонтальное положение.
312830
при котором опоры 24 заходят под крышки 6 и 7 снизу. Перекладчик 20 поднимается вместе с болтами и крьшками вверх, перемещается в позицию над картером 3 и опускается. Шпиндели 21 g приводят во вращение, и болты или шпильки 8 вворачиваются в крепежные отверстия картера 3. Обратным ходом поршня цилиндра 26 опоры 24 сдвигаются, освобождая крышки 6 и 7, и пере- 10 кладчик 20 поднимается. В случае крепления шпильками освобождение их резьбового конца происходит за счет разжима цанговой головки 23. Сборочная операция закончена и приспособление 15 2 по конвейеру поступает на следующую технологическую позицию автоматической линии..
I1
Формула изобретения
Сборочный участок автоматической линии, содержащий конвейер, установочное приспособление под базовую деталь, загрузочные устройства и манипулятор с конечным звеном, корпус которого выполнен в виде цилиндра и на котором размещено несколько захватов, отличающийся тем, что, с целью упрощения конструкции, каждый захват выполнен в виде двух резьбозавертывающих головок и выдвиж- ной опоры в виде тяги с продольным пазом, в котором размещен палец, закрепленный в нижней части цилиндра, причем все указанные тяги с одного конца шарнирно соединены между собой и с приводом, размещенным в цилиндре.
Cocтaв тeль В. Гудков Редактор Тс Парфенова Техред И.Попович Корректор М. Самборская
. .-.«.
Заказ 7337/10Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4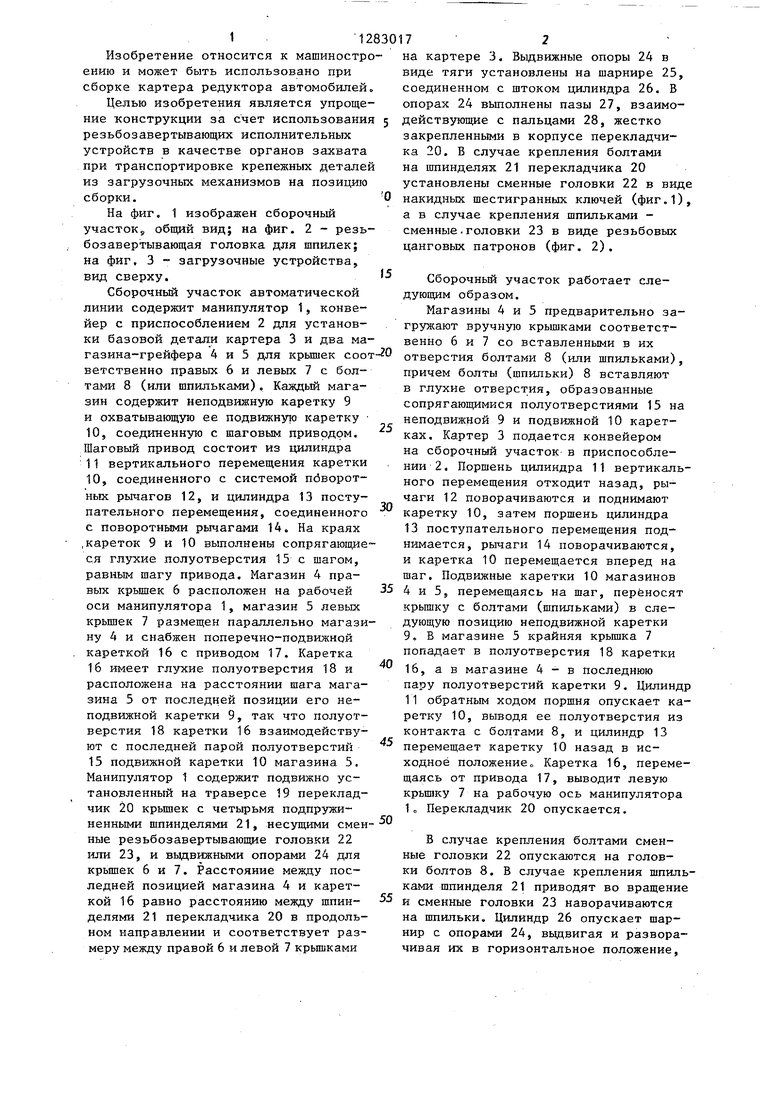
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный автомат | 1988 |
|
SU1549714A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Автоматическая линия | 1987 |
|
SU1445920A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Автомат для клеймения крышек | 1980 |
|
SU912330A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| УНИВЕРСАЛЬНАЯ ЛИНИЯ СБОРКИ ГУСЕНИЦ | 2001 |
|
RU2218259C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для мойки и сушки тары | 1976 |
|
SU730390A1 |
Изобретение относится к машиностроению и позволяет осуществить подачу собираемых деталей на сборочную позицию с помощью исполнительных резьбозавертывающих устройств, что упрощает конструкцию. Собираемые детали - крышки 6 и 7 с болтами 8 - грейферными магазинами подаются на позицию загрузки. При этом крышка 6 размещается в крайних левых ложементах каретки, а крышка 7 с помощью каретки устанавливается соосно крышке 6. Затем резьбозавертывающие головки 22 манипулятора 1 опускаются на головки болтов 8, а шток цилиндра 26 выдвигает опоры 24, которые занимают горизонтальное положение по крышками 6 и 7. Далее манипулятор 1 переносит на сборочную позицию и опускает их на базовую деталь - картер 3. Включаются шпиндели 21, и головки 22 заворачивают болты 8. Одновременно обратным ходом штока цилиндра 26 опоры 24 освобождают крышки. 3 ил. о 5S СО Фиг.1
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
