Предлагаемое устройство предназначено для автоматической загрузки дротом патронов стеклоформующей машины карусельного типа, например ампульной, флаконной и т. п.
Известны устройства для загрузки изделий, содержащие магазин для распределения их в ряд сплошным потоком. Однако известнь е устройства не решают полностью вопроса автоматической загрузки изделий.
Кроме того, расположение известных загрузочных устройств над патронами стеклоформуюш,ей машины, работаюш;ей при высокой температуре, создает тяжелые условия труда при обслуживании загрузочного устройства.
Предлагаемое устройство с целью автоматизации загрузки дротов в патроны выполнено с цепным наклонно установленным транспортером для переноса дрота из магазина к накопителю, транспортером вращения дрота при обрезке его концов, накопителем, питателем и механизмом-рукой для приема дрота из питателя и опускания его в патрон. Магазин для распределения дротов в ряд сплошным потоком выполнен в виде не менее чем двух неподвижных радиусных пластин, концентрично которым расположены радиусные щеки. Между щеками укреплены на расстоянии, равном трети расстояния между щеками, поворотные пластины-ворошители.
накопителя в приемник в конце обратного хода захвата питателя на штоке питателя закреплен упор, взаимодействующий с рычагом поворота отсекателей.
Для удержания выданного из точки накопителя дрота и для вывода взятого захватом питателя дрота приемник накопителя снабжен поворотными подпружиненными рычагами.
Для приема дрота из захвата питателя, центрирования его относительно оси патрона стеклоформующей машины и опускания в патрон механизм-рука устройства имеет верхний и нижний держатели, причем верхний снабжен подвижными за счет дрота подпружиненными фиксаторами, а нижний - подвижным подпружиненным роликом.
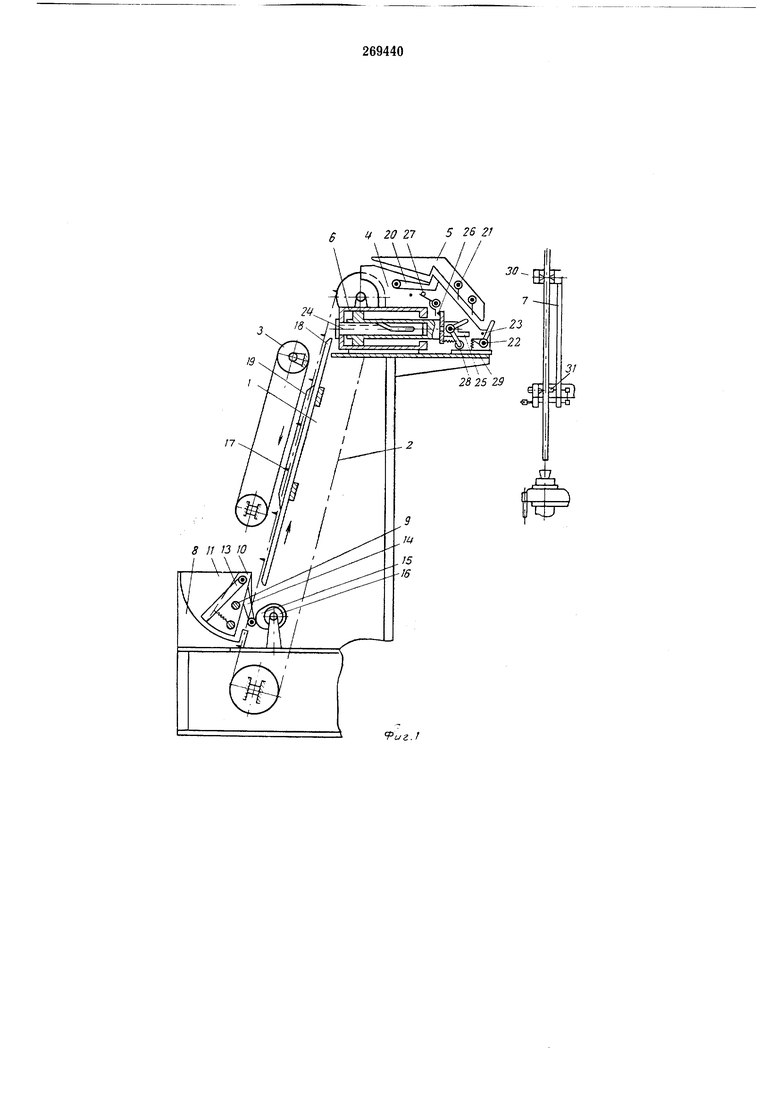
На фиг. 1 схематически изображено предлагаемое устройство, вид сбоку; на фиг. 2 - магазин устройства, вид сверху; на фпг. 3 - механизм-рука для приема дрота из захвата питателя и опускания его в патрон стеклоформующей машины, вид сбоку; на фиг. 4 - верхппй держатель руки, вид сверху; на фпг. 5 - нижний держатель рукп, впд сверху.
Устройство содержит закрепленные на остове привод (на чертеже пе показан), цепной наклонно установленный транспортер 2, прокатный транспортер 3, огневую систему (на чертеже не показана), накопитель, выполненный в виде двух неподвижно установленных
пластин 4 и закрепленных над ним пластин 5, питатель 6, а также закрепленные над каждым патроном стеклоформующей машины механизмы-руки 7.
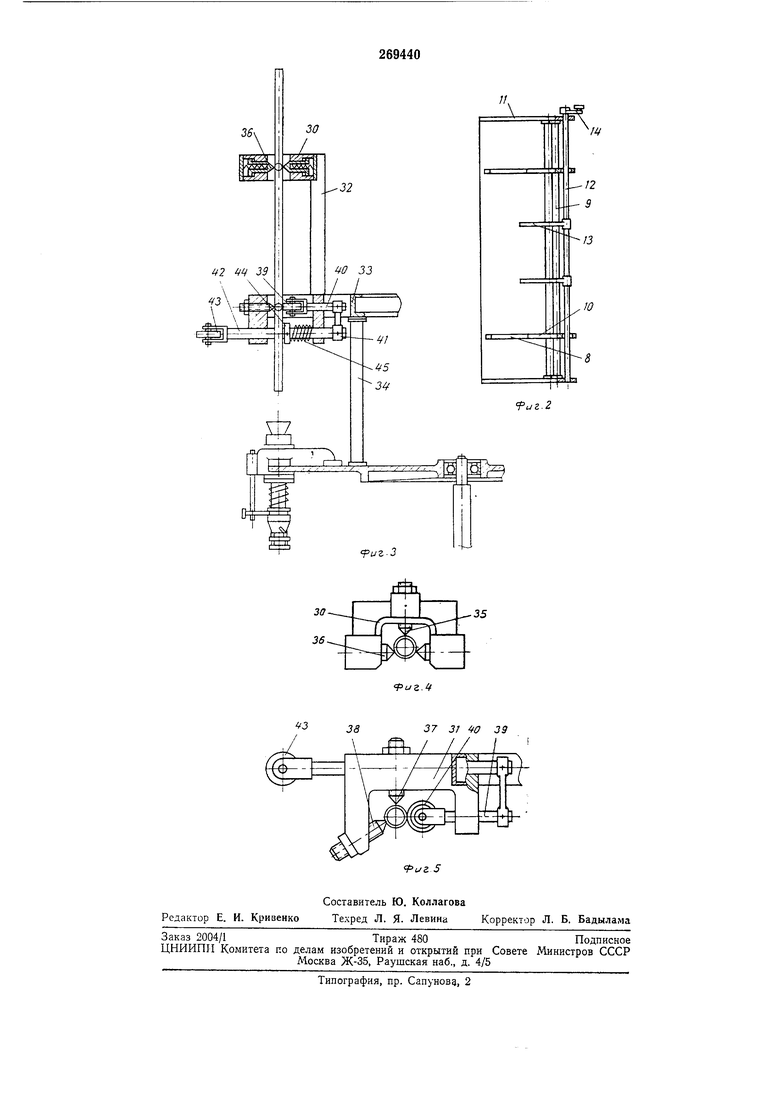
Магазин устройства выполнен в виде двух неподвижно установленных радиусных пластин 8, концентрично которым на осях 9 закреплены радиусные щеки 10. Оси 9 закреплены на боковинах П. На валу 12, смонтированном в боковинах 11 н проходящем через ще-/ ки 10, жестко закреплены две подпружиненные пластины-ворошители 13, получающие возвратно-вращательное движение за счет взаимодействия ролика рычага 14 с кулачком 15. Кулачок 15 закреплен на одном валу со звездочкой 16, получающей вращение от привода. Пластины-ворошители 13 закреплены между щеками 10, причем для исключения захода в точку магазина переплетенных дротов расстояние между пластинами-ворощителями равно трети расстояния между щеками.
Цепной наклонно установленный транспортер состоит из двух параллельных цепей, каждая из которых снабжена собачками 17 для захвата дрота по одному из точки магазина и переноса его вверх. Ведущая ветвь каждой цепи скользит по направляющим 18.
Прокатный транспортер 3, смонтированный над цепным, содержит две параллельные клиноременные передачи. Для обеспечения вращения дрота при его прохождении над щелевыми горелками огневой системы на остове установлены кулаки 19, которые прижимают перемещаемый собачками 17 цепного транспортера 2 дрот к движущимся ветвям прокатного транспортера 3.
Пластины 5 накопителя предназначены для предотвращения «выпучивания накапливаемого ряда дротов. На пластинах 4 шарнирно закреплены отсекатели 20, предназначенные для выдачи дрота по одному из накопленного ряда в приемник накопителя.
Для уменьшения скорости скатывающегося по наклонной плоскости в приемник накопителя дрота предназначены флажки 21, шарнирно закрепленные на пластинах 5. Приемник накопителя с целью останова принимаемого им дрота и с целью обеспечения вывода из него взятого захватом питателя дрота снабжен шарнирно закрепленными подпружиненными рычагами 22, которые постоянно прижаты к упорам 23. Питатель 6 выполнен в виде пневмоцилиндра, к задней крышке которого жестко прикреплена скалка 24 с винтовым пазом. В винтовой паз скалки 24 входит палец (на чертеже не показан), закрепленный на левом конце пустотелого штока. На правом конце штока закреплена вилка 25 с упором 26, который взаимодействует в конце обратного хода с рычагом 27. На вилке 25 шарнирно закреплен подпружиненный захват 28 с роликом на конце. Раскрывание и закрывание захвата 28 осуществляется за счет взаимодействия его ролика с кулачком 29.
Механизмы-руки 7 содержат верхний держатель 30 и нижний держатель 31, которые соединены между собой связью 32. Руки 6 закреплены на кольце 33 над каждым патроном
стеклоформующей мащины. Кольцо 33 с руками смонтировано на стойках 34, закрепленных на карусели стеклоформующей машины. В верхнем держателе 30 смонтированы один неподвижный упор 35 и два подпружиненные
фиксатора 36. В нижнем держателе 31 смонтированы два неподвижных упора 37 и 38 тл палец 39 с закрепленным на нем обрезиненным роликом 40. Палец 39 связью 41 жестко соединен с пальцем.42, на котором закреплен
ролик 43. На пальце 42 жестко закреплен также и упор 44 для пружины 45, которая стремится сдвинуть влево пальцы 39 и 42 с роликом 40. Работает устройство следующим образом.
Пучок дротов с необрезанными концами закладывается в магазин. Пластины-ворощители 13, получающие возвратно-вращательное движение за счет взаимодействия ролика рычага 14 с вращающимся кулачком 15, ворощат
пучок дротов. При этом дроты по одному направляются в точку магазина, образованную радиусами пластин 8 и щек 10, и раскладываются там в ряд по одному сплошным потоком. Первый дрот, находящийся у упоров пластин 8, захватывается собачками 17 цепного транспортера 2 и поднимается, а на его место поступает новый дрот, который захватывается следующими собачками цепного транспортера. На освободивщееся же место в точке поступают новые дроты из пучка, находящегося в магазине.
Захваченные собачками 17 дроты с необрезанными концами при своем движении вверх находят на кулачки 19, которые прижимают
их к движущимся ветвям прокатного транспортера 3. Движущийся вверх дрот начинает вращаться. При этом производится огневая обрезка концов дрота. Затем дрот с обрезанными концами сходит с кулаков 19 и поступает
в точку накопителя, образованную пластинами - и 5. Здесь накапливается ряд дротов с обрезанными концами. При полном заполнении точки накопителя срабатывает блокировочный механизм, привод загрузочного устройства отключается. Подача дротов собачками цепного транспортера в накопитель прекращается.
При получении импульса от стеклоформующей мащины шток питателя 6 начинает двигаться вправо. При этом вилка 25 с захватом
28 обхватывают дрот, находящийся в приемнике накопителя. Ролик захвата 28 сходит с кулачка 29. Дрот захватом 28 прижимается к вилке 25 и воздействует на подпружиненные рычаги 22, которые, отклоняясь вправо, пропускают его. При отходе упора 26 вилки 25 от рычага 27 отсекатели 20 под действием собственного веса опускаются вниз до упора и пропускают ряд дротов, находящихся в точке накопителя, вправо на величину диаметра дрота.
тателя 5 за счет взаимодействия пальца (на чертеже не показан) с винтовым пазом скалки 24 поворачивается на 90°, переводя захваченный дрот из горизонтального положения в вертикальное.
При остановке штока питателя 6 в крайнем правом положении механизм-рука, вращающаяся вместе с каруселью стеклоформующей машины, перехватывает вертикально установленный дрот. При этом под действием перехватываемого дрота подпружиненные фиксаторы 36 и обрезиненный ролик 40 отжимаются, захватывают дрот, центрируют его относительно оси патрона мащины и удерживают от выпадания. Шток питателя после передачи дрота возвращается в исходное положение. В конце обратного хода штока питателя ролик захвата 28 находит на кулачок 29.
Захват 28 поднимается вверх (открывается). Упор 26 вилки 25 воздействует на рычаг 27, который поднимает отсекатели 20. При этом отсекатели 20 отсекают один дрот из ряда, находящегося в точке накопителя. Отсеченный дрот скатывается по наклонной плоскости пластин 4 в приемник накопителя и удерживается там подпружиненными рычагами 22.
Опускание перехваченного рукой дрота в патрон осуществляется в нужный по технологическому циклу работы стеклоформующей машины момент за счет взаимодействия ролика 43 с кулачком (на чертеже не показан), установленным на пути вращения механизмоврук. При этом пальцы 42 и 39 перемещаются вправо, сжимая пружину 45. Обрезиненный ролик 40 освобождает удерживаемый им дрот, который под действием собственного веса, преодолевая сопротивление пружин фиксаторов 36, опускается в патрон стеклоформующей машины.
При получении нового импульса от стеклоформующей машины щток питателя вновь движется вправо, перенося новый дрот к следующей руке, также вращающейся вместе с каруселью стеклоформующей машины. Передав дрот, шток питателя вновь возвращается в исходное положение. Устройство снабжено блокировочным механизмом, выключающим привод при наполнении точки накопителя, и блокировочным механизмом, включающим привод при израсходовании определенного числа дротов из ряда, находящегося в точке накопителя. Кроме того, устройство снабжено блокировочным механизмом, предупреждающим об окончании запаса дротов, находящихся в магазине.
Предмет изобретения
1. Устройство для загрузки дротом патронов стеклоформующей мащины, содержащее магазин для распределения дротов в ряд сплошным потоком, отличающееся тем, что, с целью автоматизации загрузки дротов в патроны, устройство выполнено с цепным наклонно установленным транспортером для переноса дрота из магазина к накопителю, транспортером вращения дрота при обрезке его концов, накопителем, питателем, механизмом-рукой для приема дрота из питателя и опускания его в патрон, а магазин выполнен в виде не менее чем двух неподвижных радиусных пластин с концентрично им расположенными радиусными щеками, между которыми укреплены на расстоянии, равном трети расстояния между щеками, поворотные пластины-ворошители.
2.Устройство по п. 1, отличающееся тем, что приемник накопителя снабжен поворотными подпружиненными рычагами, а питатель выполней со штоком, на котором закреплен упор, взаимодействующий с рычагом поворота отсекателей.
3.Устройство по п. 1, отличающееся тем, что механизм-рука выполнен с верхним и нижним
держателями, причем верхний снабжен подвижными подпружиненными фиксаторами, а нижний - подвижным подпружиненным роликом.
Б ц 20 Zl 5 26 ZJ
1fuz.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПО ВЕСУ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1990 |
|
RU2062665C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU343919A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Установка для сушки штучных плоских изделий | 1961 |
|
SU141102A1 |