Изобретение относится к обработке металлов давлением, и может быть использовано для получения дисков турбин с лопатками в виде моноколес методом горячей штамповки, в частности тех, которые используются в авиационных газотурбинных двигателях (ГТД).
В настоящее время моноколесо диска турбины с лопатками принято называть: моноколесо типа «блиск» (blades + disk - "blisk"), далее по тексту - блиск.
Диски турбин с лопатками относятся к наиболее ответственным деталям ГТД. Надежность и себестоимость их изготовления неразрывно связаны с уровнем технологии производства. В настоящее время как сборные диски турбин с лопатками, так и блиски, диск которых выполнен за одно целое с лопатками, как правило, изготовляются методами механической обработки, в результате чего 50…80% металла уходит в стружку. Также при механической обработке лопаток блиска не удается получить благоприятную структуру металла в лопаточной части заготовки, которая бы способствовала максимальному сопротивлению, возникающих в ходе эксплуатации нагрузок, вибронагрузок и т.д. Поэтому перспективным способом получения блисков является горячая объемная штамповка, применение которой позволяет получить благоприятное формирование текстуры материала как в теле диска, так и в лопаточной части, что обеспечивает повышенное сопротивление нагрузкам, возникающим в ходе эксплуатации, обеспечивает увеличение ресурса детали, уменьшает затраты материала, а также на 50…60% снижает трудоемкость ее изготовления. При горячей объемной штамповке блисков возможно получить деталь с рабочими поверхностями (перо лопаток) с минимальными припусками и напусками. Это позволяет сохранять полученные механические свойства материала лопаточной части, как результат направленного течения его в полость ручья штампа.
Практика показала, что наиболее перспективным технологическим процессом горячей объемной штамповке блисков является радиальное выдавливание лопастей в секционную матрицу на прессе двустороннего деформирования.
Из уровня техники известен гидровинтовой пресс с двусторонним деформированием для штамповки в разъемных матрицах (патент США №4191044 Hydraulic screw press B21J 1/18, 27.08.1978). Указанный пресс имеет два ползуна несущие пуансоны, которые расположены симметрично на регулируемых направляющих и приводятся в движение винтовыми механизмами. Ползуны, к которым крепятся матрицы, установлены на станине в тех же направляющих и имеют привод продольного перемещения от гидроцилиндров. Данный пресс использовался для штамповки моноколес методом радиального экстудирования лопаток из цилиндрической заготовки.
Недостатком пресса является возможность использования матрицы, состоящей только из двух частей (двух полуматриц) с вертикальным разъемом, что ограничивает его технологические возможности по реализации штамповки моноколес большого диаметра с лопатками сложной формы.
Известен также пресс для штамповки моноколес (Патент РФ №2746200 от 03.06.2020 «Пресс для штамповки моноколес газотурбинных двигателей»), который принят нами за прототип, содержащий горизонтальную станину, на которой установлены соосно напротив друг друга, с возможностью перемещения по направляющим посредством приводов, ползуны с пуансонами и ползуны с полуматрицами, пресс снабжен узлом для установки и крепления секционной матрицы между ползунами с полуматрицами, с возможностью смыкания секционной матрицы с полуматрицами с образования штампа для штамповки моноколеса, и зажимными элементами для замыкания полости штампа, установленными с возможностью перемещения в пазах, выполненых в станине, при этом ползуны с полуматрицами выполнены с возможностью перемещения по регулируемым направляющим посредством гидроприводов, связанных с гидравлической системой пресса, имеющей гидравлический насос, напорные и сливные магистрали, предохранительный клапан и манометр, а ползуны с пуансонами выполнены с возможностью перемещения по упомянутым регулируемым направляющим посредством гидровинтовых приводов, связанных с упомянутой гидравлической системой пресса и содержащих винтовые пары с маховиками, при этом маховики гидровинтовых приводов, связаны между собой зубчатой передачей, которая выполнена с возможностью обеспечения синхронного перемещения ползунов с пуансонами.
Недостатком пресса является то, что узел для установки и крепления секционной матрицы предусматривает ее вертикальное расположение, тогда как исходную заготовку в форме диска практически невозможно установить в такую матрицу с вертикальным разъемом. Кроме того, при штамповке блисков методом локальной деформации периферийной части исходной заготовки, в соответствии со способом штамповки блисков, который разработан заявителем («способ и устройство для штамповки блисков» заявка №2021118122), требуется устройство для надежного прижима центральной дисковой части исходной заготовки, которое в данной конструкции пресса отсутствует.
Технической проблемой, на решение которой направлено заявленное изобретение является изготовление блисков большого диаметра для роторов ГТД большой мощности с возможностью формообразования лопастей методом горячей объемной штамповки на прессовом оборудовании относительно приемлемой мощности и извлечение такого моноколеса из штампового комплекта после штамповки.
Технический результат заявленного изобретения заключается в усовершенствование конструкции специализированного пресса для реализации перспективного способа штамповки блисков для роторов современных ГТД методом локальной деформации обода исходной заготовки и обеспечение возможности извлечения такого моноколеса из секционной матрицы после штамповки. Такой пресс делает реальным получение штамповкой моноколес больших диаметров для колес роторов современных ГТД большой мощности, обеспечит экономию материала, высокую производительность и качество в серийном производстве этих ответственных деталей.
Заявленный технический результат изобретения достигается тем, что пресс содержит станину, на которой установлены соосно, напротив друг друга, с возможностью перемещения по направляющим посредством приводов, ползуны с пуансонами и ползуны с полуматрицами, посадочное место в станине для установки и крепления секционной матрицы между ползунами с полуматрицами, с возможностью смыкания секционной матрицы с полуматрицами с образованием штампа для штамповки блиска, Пресс имеет устройство для установки и крепления секционной матрицы в горизонтальном положении, которое расположено на вертикальной станине, между ползунами несущими полуматрицы, а ползуны, несущие пуансоны, снабжены устройствами для установки и перемещения прижимных дисков.
Заявленный технический результат изобретения достигается так же тем, что устройство для установки и перемещения прижимных дисков, выполнено в виде силового цилиндра, имеющего поршень со штоком, на свободном конце штока посредством резьбы закреплен прижимной диск, а поршневая полость силового цилиндра заполнена рабочей жидкостью и подключена гидравлической магистралью к устройству управления давлением.
Заявленный технический результат изобретения достигается так же тем, что устройство управления давлением включает, цилиндрическую полость, выполненную в корпусе каждого ползуна, несущего пуансоны, в которой установлен поршень, причем одна из полостей, разделенных поршнем, заполнена сжатым газом, а другая заполнена рабочей жидкостью и связана с полостью силового цилиндра гидравлической магистралью, которая содержат обратный клапан, регулятор давления и клапан с электрическим управлением.
Сущность заявленного изобретения поясняется следующими иллюстрациями:
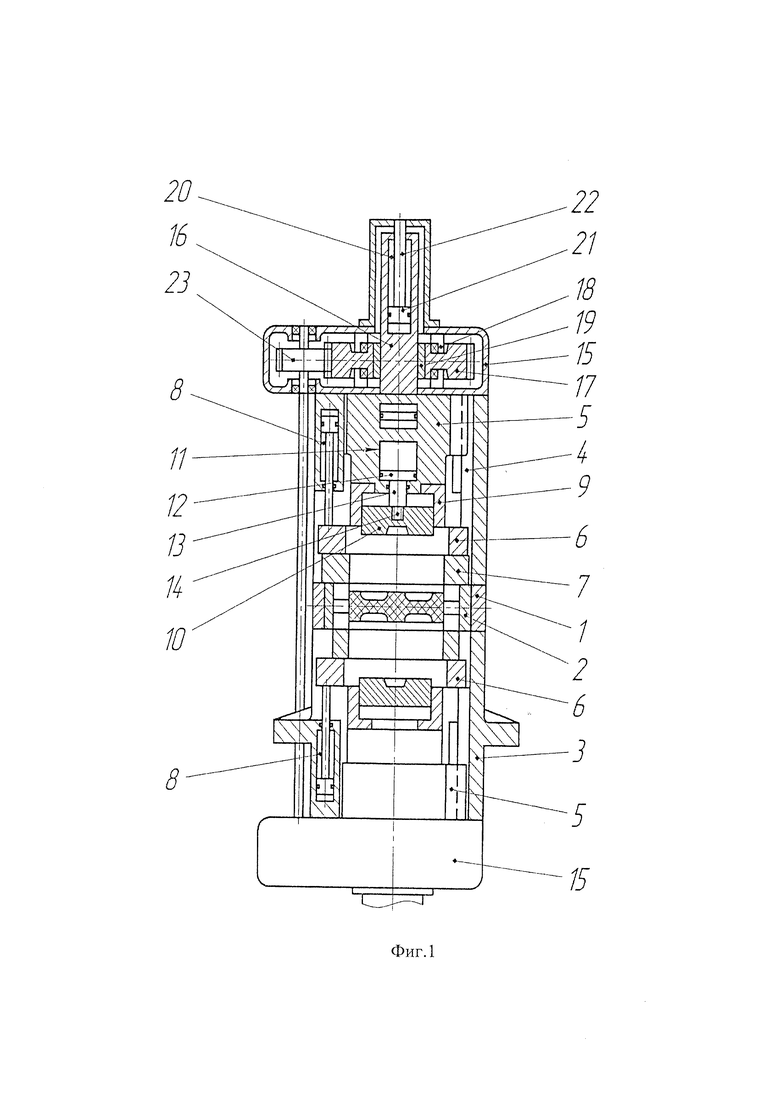
- на фиг. 1 пресс для штамповки блисков;
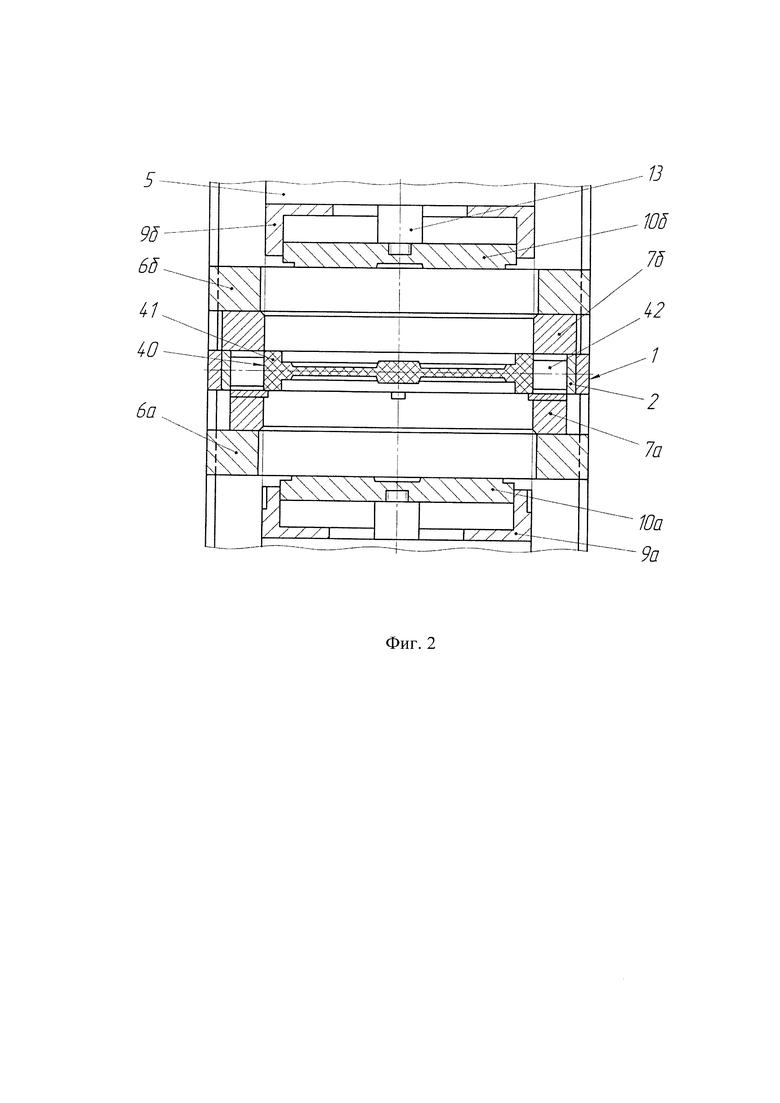
- на фиг. 2 центральная часть пресса на фиг. 1;
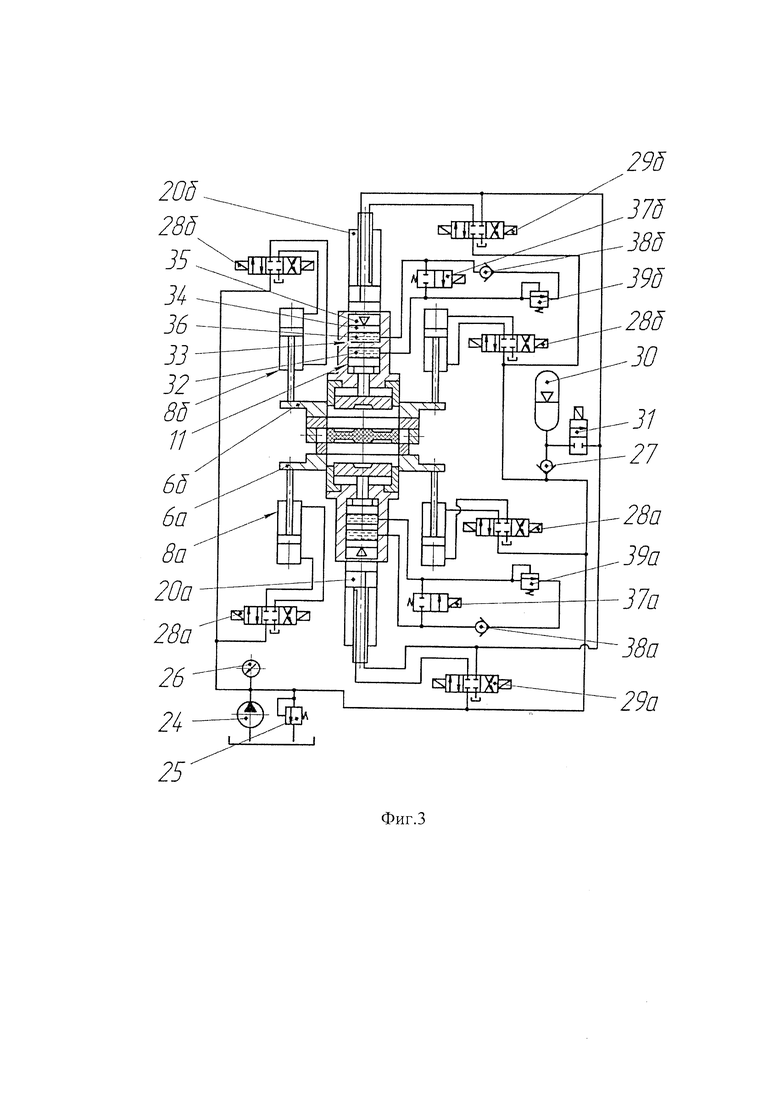
- на фиг. 3 гидропривод пресса;
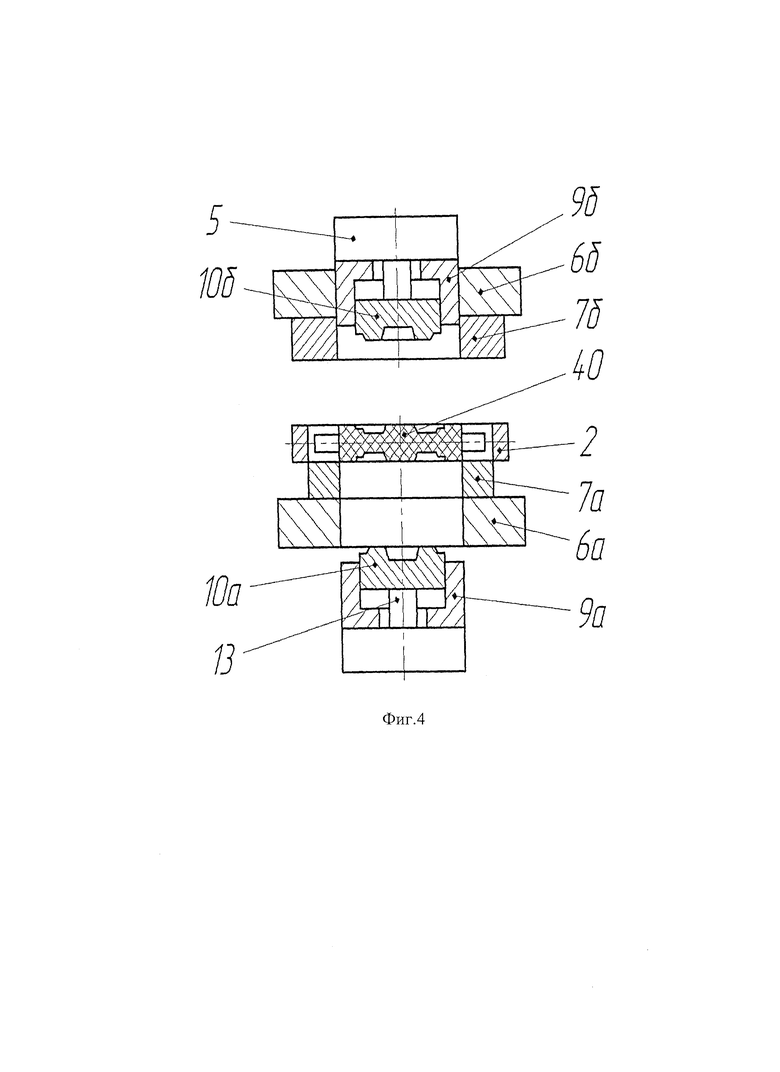
- на фиг. 4 исходное положение штампа и размещение исходной заготовки;
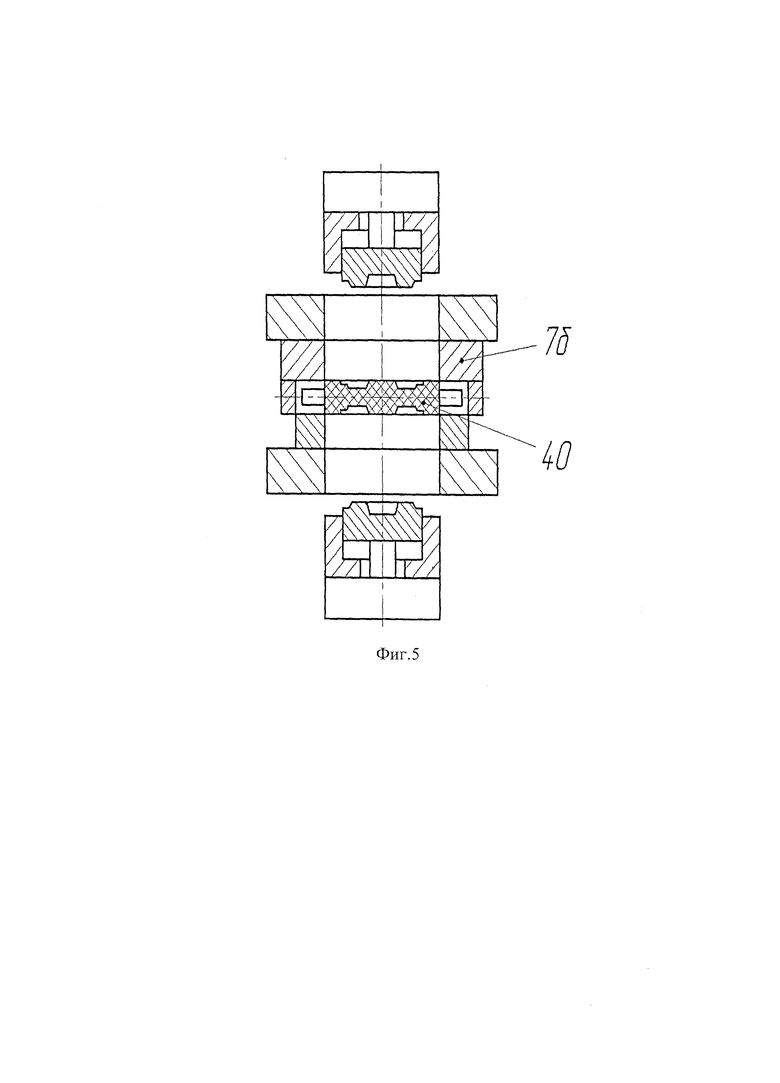
- на фиг. 5 замыкание полости штампа;
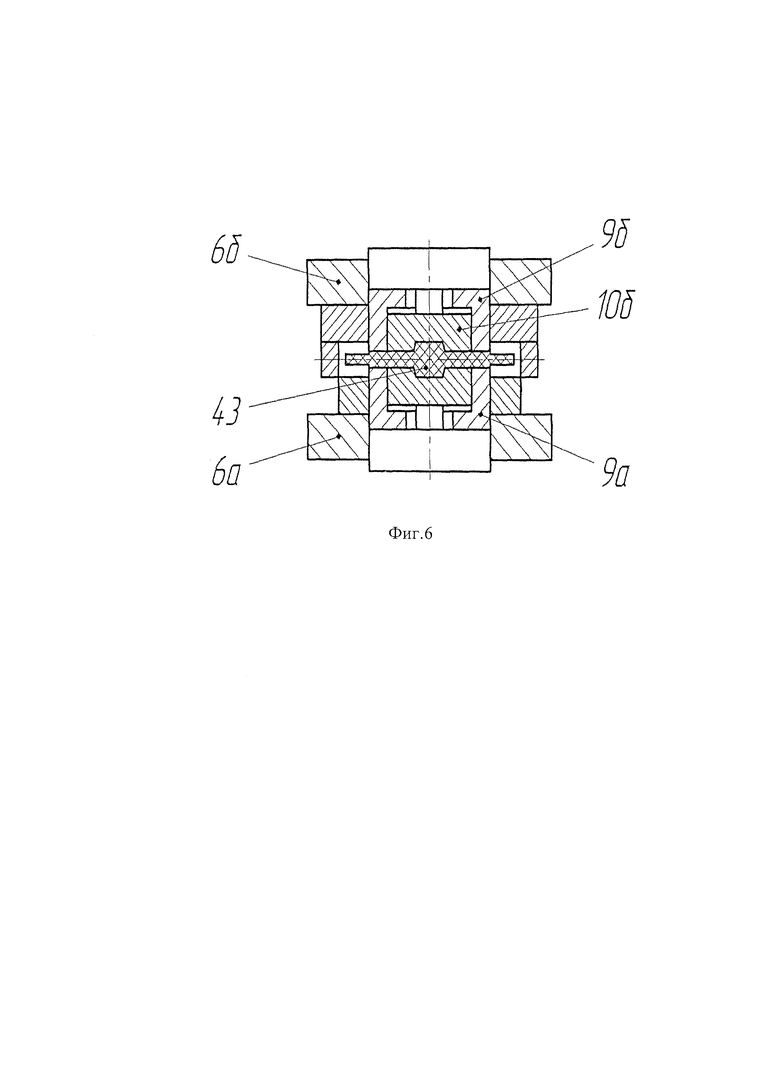
- на фиг. 6 положение пуансонов в конце рабочего хода;
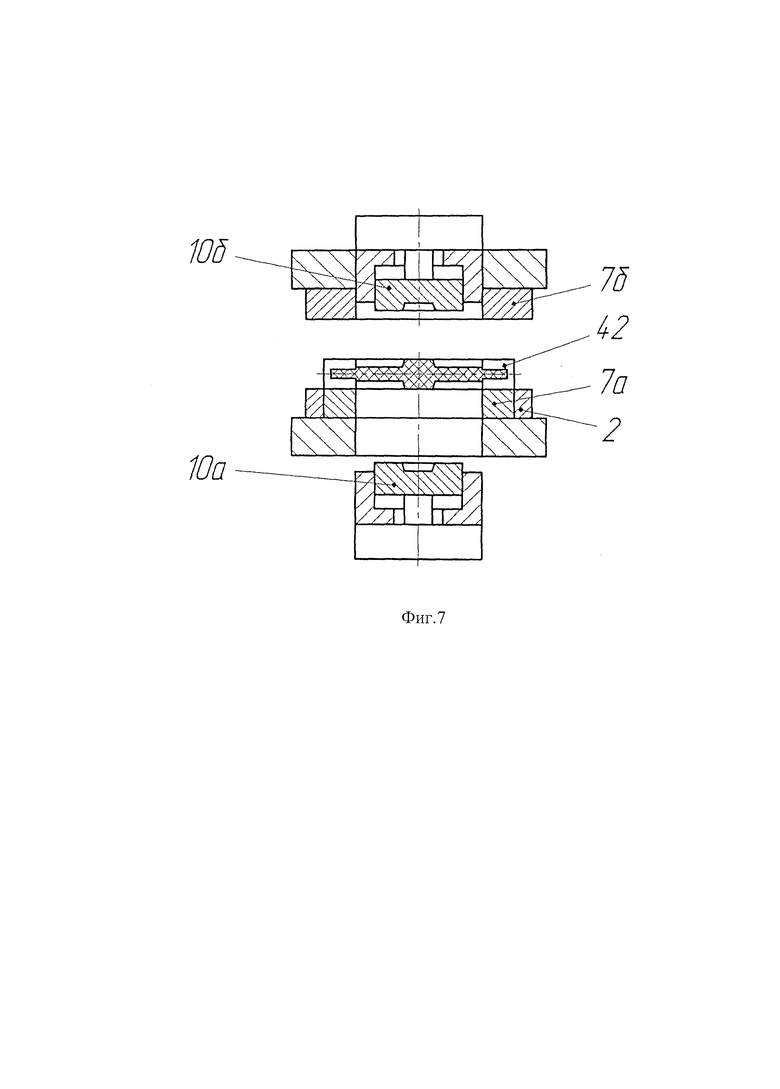
- на фиг. 7 размыкание полости штампа и удаление готовой поковки.
На иллюстрациях представлены:
1. Плита
2. Матрица
3. Станина
4. Направляющие
5. Ползуны, несущие пуансоны
6, 6а и 6б. Ползуны, несущие полуматрицы
7, 7а и 7б. Полуматрицы
8, 8а и 8б. Гидравлические цилиндры
9, 9а и 9б. Пуансоны
10, 10а и 10б. Прижимные диски
11. Цилиндр силовой
12. Поршень
13. Шток
14. Резьба
15. Привод гидровинтовой
16. Винт
17. Маховик
18. Подшипники
19. Гайка
20а и 20б. Цилиндры гидравлические
21. Поршень
22. Шток
23. Передача зубчатая
24. Насос
25. Клапан предохранительный
26. Манометр электроконтактный
27. Клапан обратный
28а, 28б, 29а и 29б. Распределители гидравлические
30. Аккумулятор газогидравлический
31. Клапан управляемый
32. Полость цилиндра 11
33. Полость цилиндрическая
34. Поршень свободный
35. Полость со сжатым газом
36. Полость с жидкостью
37а и 37б. Клапана с электроуправлением
38а и 38б. Клапана обратные
39а и 39б. Регуляторы давления
40. Заготовка исходная
41. Обод заготовки 40
42. Секции съемные
43. Поковка готовая
Пресс для штамповки блисков показан в разрезе на фиг. 1, а на фиг. 2 представлены в увеличенном виде основные его узлы, которыми предлагаемая конструкция отличается от прототипа.
Согласно изобретению, пресс имеет устройство для установки и крепления секционной матрицы в горизонтальном положении, которое расположено на вертикальной станине между ползунами, несущими полуматрицы, а ползуны несущие пуансоны снабжены устройствами для установки прижимных дисков штампа и создания усилия зажима дисковой части исходной заготовки в момент штамповки. Устройство для установки и крепления секционной матрицы 2 в горизонтальном положении представляет собой плиту 1 (фиг. 2), которая закреплена в центральной части вертикальной станины 3 пресса и имеет отверстие, соответствующее наружному диаметру упомянутой матрицы 2. Горизонтальное положение матрицы 2 дает возможность разместить в ее полости исходную заготовку в виде диска, в соответствии со способом штамповки блисков, который разработан заявителем (см. «Способ и устройство для штамповки блисков», заявка на изобретение №2021118122). По обе стороны (выше и ниже) матрицы 2 на регулируемых направляющих 4 станины 3 установлены по два ползуна 5 и 6 (см. фиг. 1, 2). Ползуны 6, к которым крепятся полуматрицы 7 штампа, установлены ближе к матрице 2, с возможностью перемещения при помощи гидравлических цилиндров 8. Ползуны 5, несущие пуансоны 9, снабжены устройствами для установки прижимных дисков 10, которые предназначены для фиксации и создания необходимого усилия зажима центральной части исходной заготовки в момент деформации ее обода. Согласно изобретению, упомянутое устройство выполнено в виде, расположенного в корпусе ползуна с пуансоном силового цилиндра, имеющего поршень со штоком, на свободном конце которого посредством резьбы закреплен прижимной диск, а поршневая полость упомянутого цилиндра заполнена рабочей жидкостью и подключена магистралями к устройству управления давлением.
В центральной оси корпуса каждого ползуна 5, несущего пуансон 9, выполнен силовой цилиндр 11, в полости которого установлен поршень 12 жестко связанный со штоком 13, а на свободном конце штока 13 с помощью резьбы 14 закреплен диск 10 (см. фиг. 1, 2). Для создания усилия прижима диска 10 к исходной заготовке в полости силового цилиндра 11 создается давление рабочей жидкости, управляемое специальным устройством, которое относится к гидравлической системе пресса.
Каждый из ползунов 5 имеет гидровинтовой привод 15 (фиг. 1), который включает винт 16, закрепленный одним концом в ползуне 5, и маховик 17, установленный в станине 3 с возможностью вращения на подшипниках 18. В ступице маховика 17 закреплена гайка 19, при помощи которой он соединен с винтом 16 несамотормозящей винтовой нарезкой. В свободном конце винта выполнена полость гидравлического цилиндра 20, в которой установлен поршень 21 со штоком 22, причем свободный конец штока 22 жестко связан со станиной 3.
Винты 16 и гайки 19 в левом и правом приводах 15 имеют разное направление винтовой нарезки, что позволяет связать маховики 17 в обоих приводах 15 зубчатой передачей 23. Это обеспечивает синхронное перемещение винтов 16 и ползунов 5 на протяжении всех этапов рабочего хода: хода разгона, возвратного хода и рабочего хода (хода деформирования исходной заготовки), что необходимо для стабильности размеров поковки в направлении оси деформирования.
Гидравлический привод пресса, показанный на фиг. 3, включает насос 24, клапан предохранительный 25, электроконтактный манометр 26 и клапан обратный 27. Управление гидравлическими цилиндрами пресса выполняется с помощью гидравлических распределителей (далее - «распределители») 28, 29. которые связаны напорными магистралями с насосом 24. Для повышения скорости винтов 16 с ползунами 5 в процессе хода разгона предусмотрено питание гидравлических цилиндров 20 от газогидравлического аккумулятора 30, который оборудован управляемым клапаном 31.
Согласно изобретению, устройство управления давлением в полости силового цилиндра включает выполненную в корпусе ползуна цилиндрическую полость, в которой установлен свободный поршень. Причем одна из полостей, разделенных поршнем, заполнена сжатым газом, а другая заполнена рабочей жидкостью и связана с поршневой полостью силового цилиндра магистралями, которые содержат: обратный клапан, регулятор давления и клапан с электрическим управлением. В корпусе каждого ползуна 5 выполнена цилиндрическая полость 33, где установлен свободный поршень 34. Полость 35 с одной стороны поршня 34 заполняется сжатым газом, например азотом, а полость 36 с другой - заполнена рабочей жидкостью, например маслом или эмульсией. Полость 36 цилиндра связана с полостью 32 цилиндра 11 магистралями, которые содержат клапан 37 с электрическим управлением, обратный клапан 38 и регулятор давления 39.
На пресс устанавливается комплект штампового инструмента для штамповки блиска, в соответствии с изобретением «Способ и устройство для штамповки блисков» (см. фиг. 2): матрица 2, корпус которой выполнен в виде кольца, съемные секции 42, полуматрицы 7 и пуансоны 9. Матрица 2 установлена неподвижно в устройство в центре пресса, а две боковые полуматрицы 7 установлены на ползунах 6 с возможностью смыкания с матрицей 2.
Работа пресса при штамповке блисков выполняется следующим образом. Исходная заготовка 40 для штамповки блиска, в соответствии с изобретением «Способ и устройство для штамповки блисков», формируется в виде диска с увеличенным по высоте ободом 41. Это связано с тем, что обод содержит припуск, масса металла которого соответствует суммарной массе лопаток блиска.
Перед началом работы пресса ползуны 5 находятся в исходном положении, как показано на фиг. 1 и 4, рядом с приводами 15. Ползун 6а расположен так, что закрепленная к нему полуматица 7а закрывают снизу полость матрицы 2, где расположены секции 42 (см. фиг. 2), а ползун 6б и полуматрица 7б в исходном положении находятся вверху, как показано на фиг. 4.
Нагретую до температуры пластической деформации исходную заготовку 40 укладывают в полость матрицы 2, как показано на фиг. 4. После этого включают распределители 28б, и рабочая жидкость под давлением поступает в поршневые полости цилиндров 8б, а из штоковых полостей вытесняется на слив, при этом ползун 6б опускается до упора полуматрицы 7б в матрицу 2, как показано на фиг. 5. Затем включают клапан 31 (см. фиг. 3), который соединяет гидравлическую (нижнюю) полость аккумулятора 30 с поршневыми полостями цилиндров 20 ходовых винтов 16. При включении клапана 31, рабочая жидкость вытесняется из нижней полости газогидравлического аккумулятора 30 в цилиндры 20 пресса под давлением газа, находящегося в верхней его полости, что обеспечивает подачу больших объемов жидкости в единицу времени. В результате ход подвижных частей пресса - винтов 16 и ползунов 5, происходит с ускорением, при этом маховики 17, связанные с винтами 16 через гайки 19 с несамотормозящей резьбой, раскручиваются накапливая кинетическую энергию. Синхронность перемещения подвижных частей пресса (ползунов и винтов) обеспечивается тем, что левый и правый маховики 17 связаны механической передачей 23, состоящей из вала и шестерен (см. фиг. 1).
В процессе хода ползунов 5 выступающие вперед прижимные диски 10 касаются заготовки 40 и останавливаются, а ползуны 5 с пуансонами 9 продолжают перемещение. В результате происходит вытеснение рабочей жидкости из полостей 32 цилиндров 11, через обратные клапана 38, в полости 36 цилиндра 33, при этом происходит перемещение свободных поршней 34 и дополнительное сжатие газа в полостях 35. Это приведет к повышению давления рабочей жидкости, в том числе в полостях 32 силовых цилиндров 11, которое контролируется при помощи регулятора 39, и соответственно увеличению усилия прижатия дисков 10 к центральной части исходной заготовки 40. Пуансоны 9, продолжая перемещение, в конце хода разгона входят в отверстия полуматриц 7, и производят рабочий ход - двустороннюю деформацию обода 41 заготовки 40. При этом кинетическая энергия подвижных частей винтового пресса, накопленная в маховиках 17 и ползунах 5 в процессе хода разгона, преобразуется в работу пластической деформации заготовки в локальной области обода 41 в закрытом штампе. Причем, увеличение усилия на пуансонах 9, в процессе хода деформирования, сопровождается также и увеличением усилия прижима исходной заготовки 40 со стороны дисков 10. Это связано с тем, что жидкость из полостей 32 цилиндров 11 продолжает вытесняться в полости 36 цилиндров 33, что приводит к дополнительному сжатию газа в полостях 35 и повышению давления рабочей жидкости в полостях 32 и 36.
В результате двустороннего приложения усилия пуансонами 9 к ободу 41 заготовки 40 происходит осадка обода 41 и выдавливание металла из обода 41 в радиальные полости между секциями 42 матрицы 2, которые по форме и размерам соответствуют лопастям блиска. Такая локальная деформация обода 41 заготовки 40 значительно сокращает потребную работу деформации и усилие для формообразования лопастей блиска. Положение пуансонов 9 в конце рабочего хода показано на фиг. 6. При этом толщина обода, после вытеснения дополнительного объема материала припуска для оформления лопастей, соответствует номинальному значению толщины диска.
После окончания штамповки клапан 31 (см. фиг. 3) закрывается, отключая цилиндры 20 пресса от нижней полости аккумулятора 30. Затем распределители 29а и 29б включают подачу рабочей жидкости от насоса 24 в штоковые полости цилиндров 20. Одновременно распределитель 28б включает подачу рабочей жидкости от насоса 24 в штоковые полости цилиндров 8б. В результате оба ползуна 5 и ползун 6б возвращаются в исходные положения, как показано на фиг. 7, а готовая поковка 43 остается в матрице 2 и должна быть извлечена из нее. С этой целью, включают распределители 28а (см. фиг. 3) на подачу рабочей жидкости от насоса 24 в поршневые полости цилиндров 8а, а из штоковых полостей производят слив в бак, при этом ползун 6а совершает ход вверх, и полуматрица 7а выталкивает из матрицы 2 центральную и лопастную части готовой поковки 43, вместе с секторами 42, как показано на фиг. 7.
После окончания процесса выталкивания и снятия с пресса готовой поковки 43, распределители 28а (см. фиг. 3) включают подачу рабочей жидкости от насоса 24 в штоковые полости цилиндров 8а, а из поршневых полостей происходит слив в бак, в результате ползун 6а и полуматрица 7а возвращаются в исходное положение, как показано на фиг. 4. Одновременно насос 24 производит закачку рабочей жидкости через обратный клапан 27 в нижнюю полость аккумулятора 30 до необходимого рабочего давления и, по команде от электроконтактного манометра 26, насос 24 отключается. Затем включаются клапаны 37, которые соединяют полости 36 с полостями 32 в ползунах 5. При этом, рабочая жидкость, которая была вытеснена из полостей 32 цилиндров 11 при рабочем ходе, возвращаясь обратно под действием давления сжатого газа, заставляет поршни 12, штоки 13 и прижимные диски 10 занять исходное положение (см. фиг. 4 и 1).
Полученная поковка 43 блиска, (см. «Способ и устройство для штамповки блисков», заявка на изобретение №2021118122) имеет минимальные припуски на дальнейшую полировку по лопастям, так как они были получены деформацией в закрытом штампе. Предлагаемая конструкция пресса для штамповки блисков методом локальной двусторонней деформации обода исходной заготовки позволяет значительно снизить потребное усилие штамповки, в сравнении с прототипом, что положительно скажется на стойкости очень дорогого штампа, позволив снизить затраты на инструмент и ремонт деталей самого пресса.
Данный пресс для штамповки блисков решает техническую задачу реализации перспективного способа штамповки блисков для роторов современных ГТД методом локальной двусторонней деформации обода исходной заготовки и радиального выдавливания лопаток, а также обеспечение возможности извлечения такого моноколеса из секционной матрицы после штамповки. Такой пресс делает реальным получение штамповкой моноколес больших диаметров для колес роторов современных ГТД большой мощности, обеспечит экономию материала, высокую производительность и качество в серийном производстве этих ответственных деталей. Горизонтальная установка матрицы на данном прессе вертикального исполнения обеспечивает удобство укладки исходной дисковой заготовки большого диаметра в полость матрицы и съема готовой поковки, что практически невозможно было бы осуществить на прессе горизонтального исполнения, принятом нами в качестве прототипа. Кроме того, вертикальный пресс занимает значительно меньше места в производственном цехе, что является также немаловажным преимуществом предлагаемой конструкции специализированного пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU294411A1 |
| Пресс для штамповки в разъемных матрицах | 1982 |
|
SU1070028A1 |
| Механический штамповочный пресс двойного действия | 1974 |
|
SU523808A1 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении методом горячей штамповки дисков турбин с лопатками в виде моноколес, в частности используемых в авиационных газотурбинных двигателях. Пресс содержит вертикальную станину, на которой соосно установлены с возможностью перемещения по направляющим посредством приводов ползуны с пуансонами и ползуны с полуматрицами. В станине предусмотрено посадочное место для установки и крепления секционной матрицы в горизонтальном положении между ползунами с полуматрицами посредством устройства для установки и крепления. При смыкании секционной матрицы с полуматрицами образуется штамп для штамповки моноколеса. Ползуны, несущие пуансоны, снабжены устройствами для установки и перемещения прижимных дисков. В результате обеспечивается возможность получения моноколес большого диаметра и упрощение извлечения готовых моноколес после окончания штамповки. 2 з.п. ф-лы, 7 ил.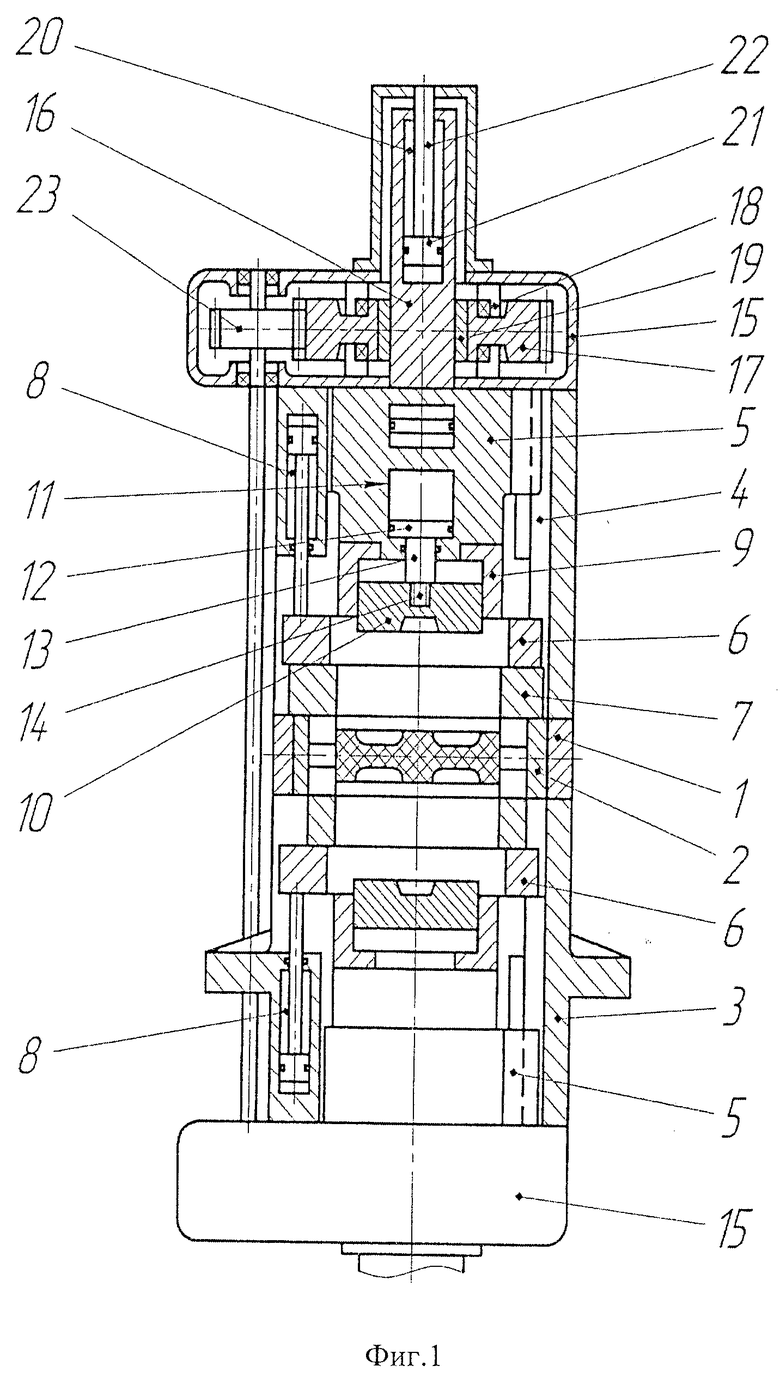
1. Пресс для штамповки блисков, содержащий станину, на которой установлены соосно, напротив друг друга, с возможностью перемещения по направляющим посредством приводов ползуны с пуансонами и ползуны с полуматрицами, посадочное место в станине для установки и крепления секционной матрицы между ползунами с полуматрицами с возможностью смыкания секционной матрицы с полуматрицами с образованием штампа для штамповки блиска, отличающийся тем, что он имеет устройство для установки и крепления секционной матрицы в горизонтальном положении, которое расположено на вертикальной станине между ползунами, несущими полуматрицы, а ползуны, несущие пуансоны, снабжены устройствами для установки и перемещения прижимных дисков.
2. Пресс по п. 1, отличающийся тем, что устройство для установки и перемещения прижимных дисков выполнено в виде силового цилиндра, имеющего поршень со штоком, на свободном конце штока посредством резьбы закреплен прижимной диск, а поршневая полость силового цилиндра заполнена рабочей жидкостью и подключена гидравлической магистралью к устройству управления давлением.
3. Пресс по п. 2, отличающийся тем, что устройство управления давлением включает цилиндрическую полость, выполненную в корпусе каждого ползуна, несущего пуансоны, в которой установлен поршень, причем одна из полостей, разделенных поршнем, заполнена сжатым газом, а другая заполнена рабочей жидкостью и связана с полостью силового цилиндра гидравлической магистралью, которая содержат обратный клапан, регулятор давления и клапан с электрическим управлением.
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ и КОНТРОЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 0 |
|
SU173848A1 |
| US 4150557 A1, 24.04.1979. | |||

