Изобретение относится к области машиностроения, в частности при сборке деталей клепкой.
Целью изобретения является повы- шение производительности при последовательной установке крепежных элементов в отверстия деталей, размещенные на одной прямой.
На фиг. 1 покатано устройство
для осуществления способа, общий вид, разрезана фиг. 2 вид Л на фиг. 1 .
Сборочное приспособление, реализующее способ, содержит пневмовихревой генератор колебаний, состоящий из корпуса 1 с неподвижной втупкой 2,.
в которых по касательной и внутреннему отверстию выполнены каналы для подвода воздуха, и втулки 3, свободно установленной во втулке 2 с возможностью вращательного движения. Соос- но пневмовихревому генератору колебаний установлена система 4 подачи заклепок. Пневмовихревой генератор и система подачи заклепок смонтированы на транспортной системе 5, позволяющей перемещаться им с равномерной скоростью вдоль ряда отверстий, выполненных в деталях 6.
Устройство устанавливается на собираемых деталях 6 посредством направляющих 7 и фиксаторов 8.
Способ установки стержневых крепежных элементов, например заклепок, в отверстия заключается в следующих приемах.
Сборочное приспособление устанавливают вдоль ряда отверстий собираемых деталей, заклепку 9 подают в пневмовихревой генератор под действием давления Р величиной 0,15- 0,20 МПа. Одновременно подают сжатый воздух Р„ в пневмовихревой генератор и включают транспортную систему 5.
Пример. Заклепки с/) 5 мм из системы 4 подачи заклепок под действием направленной струи воздуха под давлением 0,15-0,2 МПа подают в пнев
0
5
д 5 0
45
5
мовихревой генератор колебаний. Одновременно с подачей заклепки включают транспортную систему 5 прямолинейного движения, обеспечивающую движение пневмовихревого генератора со скоростью 0,5-0,6 м/мин.
Под воздействием вихревого потока под давлением 0,1-0,15 МПа, поступающего из отверстий корпуса 1 и неподвижной втулки 2, приводится во вращение втулка 3. Вместе с втулкой 3 начинает вращаться заклепка. Осуществляется поиск отверстия в собираемых деталях, заклепки одна за другой по мере их поступления без останова транспортной системы вставляются в отверстия собираемых деталей 6.
Формула изобретения
Способ автоматической установки стержневых крепежных элементов в отверстия деталей, заключающийся в том, что перемещение стержневого крепежного элемента в отверстие детали осуще- стнпяют в полом корпусе сбррочного приспособления, который предварительно сопрягают с деталями, а в процессе перемещения крепежному элементу сообщают вращение путем воздействия вихревым воздушным потоком, отличающийся тем, что, с целью повышения производительности при последовательной установке крепежных элементов в отверстия деталей, размещенные на одной прямой, крепежный элемент предварительно размещают во втулке, которую свободно устанавливают в полость корпуса сборочного приспособления, вихревым воздушным потоком воздействуют на втулку, в процессе перемещения на стержневой крепежный элемент воздействуют дополнительным осевым потоком воздуха под давлением 0,15-0,20 МПа, я сборочное приспособление перемещают вдоль ряда отверстий с равномерной скоростью.
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство подачи заклепок | 1986 |
|
SU1417990A2 |
| Устройство для ориентирования и сборки деталей | 1991 |
|
SU1816623A1 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU844199A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU944859A1 |
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1168374A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОМПЛЕКТА ДЕТАЛЕЙ | 2003 |
|
RU2245772C1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Устройство для сборки деталей и клепки | 1984 |
|
SU1355429A1 |
| СОЕДИНЕНИЕ СЛОИСТЫХ МЕТАЛЛОКОМПОЗИТНЫХ ЛИСТОВ (ДЕТАЛЕЙ) И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2014 |
|
RU2579714C1 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
Изобретение относится к машиностроению, в частности к способам автоматической установки стержневых крепежных элементов в отверстия деталей. Цель изобретения - повышение производительности при последовательной установке крепежных элементов в отверстия, размещенные на одной прямой. Сборочное приспособление содержит пневмовихревой генератор колебаний, состоящий из корпуса 1 с неподвижной втулкой 2, в которых выполнены каналы для подвода воздуха, и втулки 3, свободно установленной во втулке 2 с возможностью вращательного движения. Соосно с пневмовихревым генератором установлена система подачи заклепок 4. Последние установлены на транспортной системе 5. Заклепки из системы подачи заклепок 4 под действием струи воздуха под давлением P1 величиной 0,15 - 0,20 МПа подают в пневмовихревой генератор колебаний. Одновременно с подачей заклепки включают транспортную систему движения 5. Под действием воздушного потока P2 приводится во вращение втулка 3, а вместе с ней - заклепка 9. Вращающаяся заклепка сопрягается с отверстием деталей 6. Последующие заклепки устанавливаются в процессе равномерного перемещения пневмовихревого генератора колебаний вдоль ряда отверстий. 2 ил.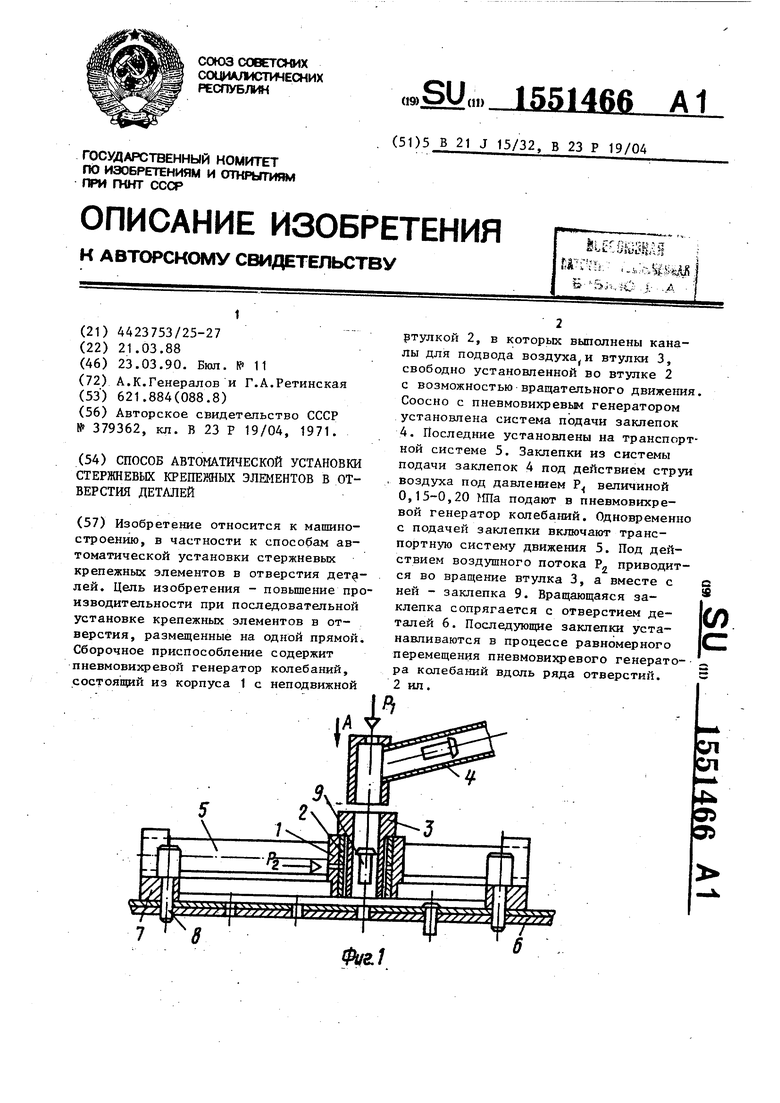
Фиг. 2
| СПОСОБ СБОРКИ ДЕТАЛЕЙ | 0 |
|
SU379362A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
