Изобретение касается автоматизации сборочных работ в машиностроении и других отраслях техники, в частности автоматизации сборки изделий, состоящих из относительно небольшого числа деталей, таких как шток замка двери автомобиля. Известно устройство для сборки изделий, содержащее пневмовихревой генератор колебаний, расположенное в зоне действия колебаний ориентирующе-сборочное приспособление, на фланце которого выполнены гнезда под детали собираемого комплекта, и исполнительный механизм 1. Однако устройство характеризуется недостаточной производительностью вследствие того, что подача собираемых деталей в ориентирующе-сборочное приспособление должна осуществляться последовательно, т. е. невозможно обеспечить последовательно-параллельное выполнение сборочных операций, из-за чего цикл сборки удлиняется. Это обстоятельство также снижает технологические возможности устройства, так как для выполнения последовательно-параллельной сборки необходимо использование группы таких устройств и дополнительное применение многопозиционных поворотных столов или устройств для их щагоБого перемещения. Цель изобретения - расширение технологических возможностей устройства и по вышение производительности автомата. Поставленная цель достигается тем, что в сборочном автомате, содержащем пневмовихревой генератор колебаний, расположенное в зоне действия колебаний ориентирующе-сборочное приспособление, на фланце которого выполнены гнезда под детали собираемого комплекта, и исполнительный механизм,гнезда под детали собираемого комплекта выполнены по периферии фланца ориентирующе-сборочного приспособления. На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2. Сборочный автомат имеет станину 1, на которой расположено сборочное устройство, состоящее из корпуса 2 и ориентирующе-сборочного приспособления 3 в виде фланца, жестко связанного со стержнем, помещенным в выполненный в корпусе пневмовихревой генератор колебаний, имеющий тангенциальные сопла 4.. Ориентирующесборочное приспособление 3 снабжено конической опорой, расположенной между фланцем и стержнеми взаимодействующей с гнездом в виде обратного конуса, выполненным в корпусе 2 в верхней части пневмовихревого генератора колебаний. Ориентирующе-сборочное приспособление 3 имеет по периферии фланца гнезда 5 и 6 под детали собираемого комплекта. На станине 1 в позиции выдачи готового изделия установлен механизм фиксирования, состоящий из цилиндра 7 и связанного с поршнем фиксатора 8, взаимодействующего с гнездом 6 на фланце ориентирующесборочного приспособления. На станине 1 установлен также силовой исполнительный механизм, обеспечиваюший расклепывание собранных деталей, выполненный в виде скобы 9, снабженной плунжером с бойком и механизмом усиления 10 в виде эйлерова рычага, и пневмоцилиндра 11. Собираемые детали 12 (представляющая собой тарельчатую шайбу) и 13 (представляющая собой ступенчатый стержень) поступают по питателям 14 и 15. Рабочие полости пневмоцилиндров, фиксирующего 7 и исполнительного 11 механизмов в зафиксированном положении фланца ориентирующе-сборочного приспособления сообщаются между собой с помощью трубопровода 16. Управление вращением и остановками ориентирующе-сборочного приспособлеци осуществляется с помощью элементов струйной автоматики (не показано). Работа автомата происходит следующим образом, Сжатый воздух, поступающий в кольцевую проточку в корпусе 2, затем через сопда 4 во внутреннюю проточку в корпусе 2, 3 затем через сопла 4 во внутреннюю полость пневмовихревого генератора колебаний, вызывает колебания стержня и связанного с ним фланца ориентирующе-сборочного приспособления 3. Одновременно с колебаниями происходит вращение ориентирующе-сборочного приспособления вокруг вертикальной оси. При этом гнезда 5 и 6, расположенные на периферии его фланца, перемещаются от одной позиции сборочного автомата к друНа первой позиции автомата собираемая деталь 12 (тарельчатая щайба) поступает по питателю 14 в гнездо 5 на фланце ориентирующе-сборочного приспособления 3. При подаче воздуха в пневмовихревой генератор колебаний фланец вращается, и его гнездо 5 перемещается вместе с деталью 12 во вторую позицию автомата, где по питателю 15 вторая собираемая деталь 13 (ступенчатый стержень) поступает в гнездо 6, расположенное на фланце ориентирующе-сборочного приспособления соосно гнезду 5. При дальнейщем вращении фланца гнезда 5 и 6 с находящимися в них деталями 12 и 13 перемещаются в третью позицию автомата. При вращении и колебаниях фланца поверхности гнезд и находящиеся в них детали совершают поисковые
колебания, благодаря чему происходит автоматическое взаимное ориентирование собираемых деталей, которые поступают на третью позицию автомата уже подсобранными. На третьей позиции с помощью силового исполнительного механизма, выполняетСИ операция расклепывания, после чего собранное изделие при дальнейшем вращении фланца перемещается в четвертую позицию, где в гнездо 6 входит фиксатор 8, обеспечивающий удаление через окно в корпусе 2 собранного изделия и фиксирование фланца в угловом положении. В зафиксированном положении поршень фиксатора 8 открывает в цилиндре 7 канал, через который по трубопроводам 16 сжатый воздух поступает в цилиндр 11 силового исполнительного механизма.
Таким образом работа механизма расклепывания возможна только в зафиксированном положении фланца.
В радиальном положении фланец фиксируется относительно корпуса с помощью конической опоры. Так как гнездом 7 под фиксатор 8 служит гнездо 6 под собираемую деталь, то таким образом обеспечивается контроль удаления собранного изделия (если фиксатор 8 не войдет в гнездо 6 на нужную глубину, сжатый воздух не пройдет в цилиндр 11, не произойдет расклепывание, и автомат остановится).
Использование предлагаемого технического решения позволяет выполнять последовательно-параллельную сборку изделий, что обеспечивает резкое повыщение производительности.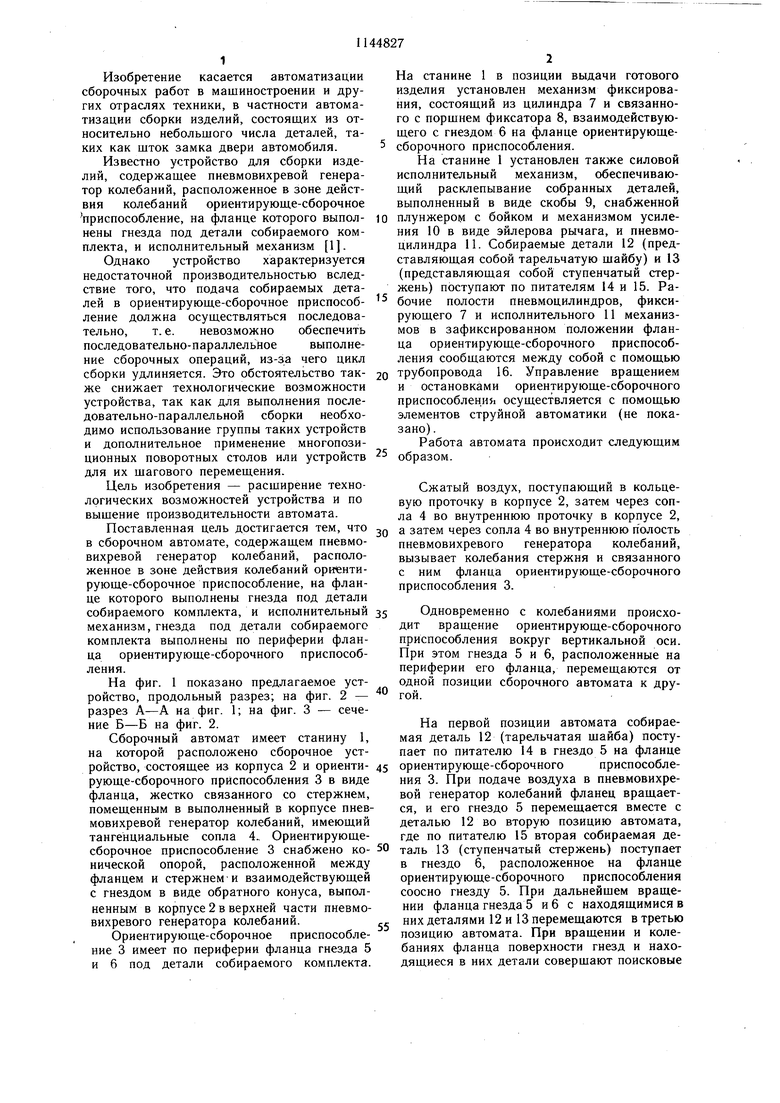

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU944859A1 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
| Автоматический сборочный комплекс | 1979 |
|
SU848249A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |

СБОРОЧНЫЙ АВТОМАТ, содержащий пневмовихревой генератор колебаний, расположенное в зоне действия колебаний ориентирующе-сборочное приспособление, на фланце которого вьшолнены гнезда под детали собираемого комплекта, и исполнительный механизм, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей автомата, гнезда под детали собираемого комплекта выполнены по периферии фланца ориентирующе-сборочного приспособления. (Л 4 4: 00 ГО 
i
Фиг.Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки комплекта деталей | 1977 |
|
SU636065A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ;/ | |||
