Изобретение относится к машиностроению и может быть использовано при автоматизации сборочных работ для автоматической сборки деталей типа "вал-втулка" с использованием роботов.
Известно устройство для ориентации и сборки деталей [1], принятое за прототип и содержащее корпус с приспособлением для создания вихревого потока газов и расположенный с зазором стержень с фланцем для ориентации одной из собираемых деталей. В известном устройстве [1] стержень совершает сложные движения во втулке, которые зависят от зазоров между стержнем и втулкой, давления газа, поступающего в зазор между втулкой и стержнем, массы стержня, размеров фланца. Недостатком известного устройства [1] является то, что из-за нестабильности размеров, массы собираемых деталей, коэффициента трения создаются условия, когда деталь находится в устройстве больше времени, чем такт сборки, что усложняет автоматизацию сборочных работ. Для ускорения движения детали в устройстве необходимо увеличение частоты колебаний стержня в устройстве. В известном устройстве [1] изменение частоты колебаний стержня возможно за счет изменения давления или скорости движения газа извне, что усложняет автоматизацию сборочных работ.
Задача изобретения заключается в создании устройств для ориентации и сборки деталей с более высокой надежностью и расширенными технологическими возможностями.
Сущность изобретения заключается в том, что в устройстве, содержащем корпус с отверстиями и размещенным в нем приспособлением для создания вихревого потока газов в виде втулки с соплами, расположенными под углом к радиусу, и установленного во втулке с зазором ориентирующего приспособления в виде стержня с фланцем, устройство снабжено золотниковым механизмом, одна из полостей которого соединена с внутренней поверхностью втулки, а другая с атмосферой или с зазором между корпусом устройства и платой сборочного комплекта, величина которого установлена из условия создания эжекции, средняя полость имеет входное отверстие, соединенное с источником сжатого воздуха, и выходное отверстие, частично перекрытое поршнем золотника, который уравновешен пружинами.
Кроме того, при соединении полости золотникового механизма с атмосферой выходное отверстие золотникового механизма частично перекрыто верхним поршнем золотника, а при соединении полости золотникового механизма с зазором между корпусом устройства и платой сборочного комплекта выходное отверстие золотникового механизма частично перекрыто нижним поршнем золотника.
При этом выходное отверстие золотникового механизма может быть выполнено или круглым, или фасонного профиля.
Предлагается еще и второй вариант устройства для сборки комплекта деталей, содержащий корпус с отверстиями и размещенным в нем приспособлением для создания вихревого потока газов в виде втулки с соплами, расположенными под углом к радиусу, в которой установлено с зазором ориентирующее приспособление в виде стержня с фланцем, отличающееся тем, что устройство снабжено золотниковым механизмом, выполненным в виде тонкостенного цилиндра, установленного в полости втулки и закрепленного на мембранах, и имеющего столько выходных отверстий, сколько имеется в устройстве сопел втулки.
Отличие предлагаемого устройства от известного состоит в том, что, когда собираемая деталь попадает в отверстие в стержне, давление воздуха в зазоре между стержнем и втулкой повышается, а соответственно повышается давление и в нижней полости золотникового механизма, золотник поднимается и приоткрывает выходное отверстие, соединяющее среднюю полость золотникового механизма с полостью между втулкой и корпусом, давление воздуха в зазоре повышается, а соответственно увеличивается прецессия стержня, движение детали по отверстию ускоряется.
Технический результат от использования изобретения заключается в расширении технологических возможностей и повышении надежности за счет автоматического изменения частоты колебаний стержня в зависимости от времени нахождения детали в устройстве.
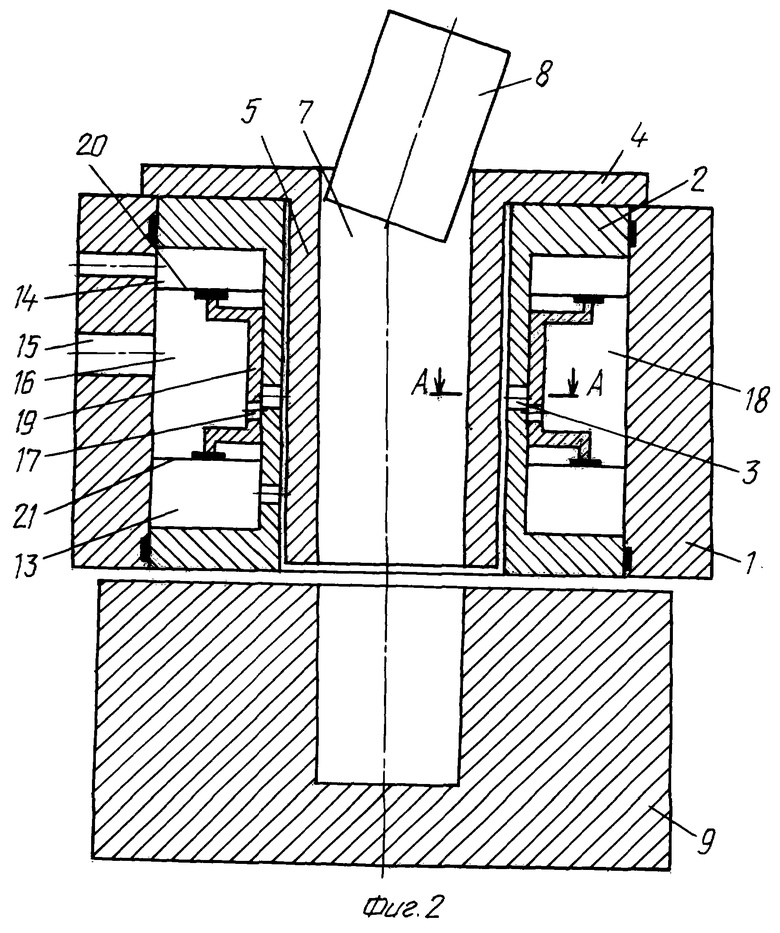
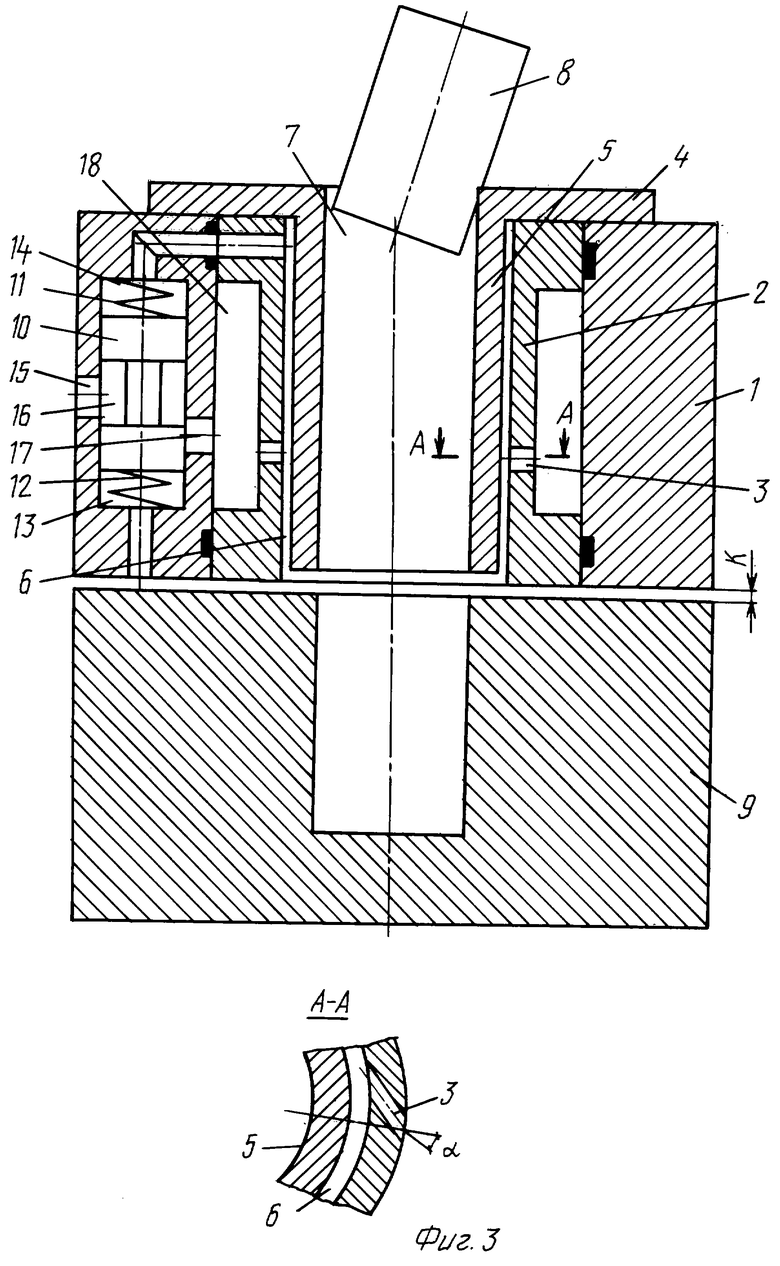
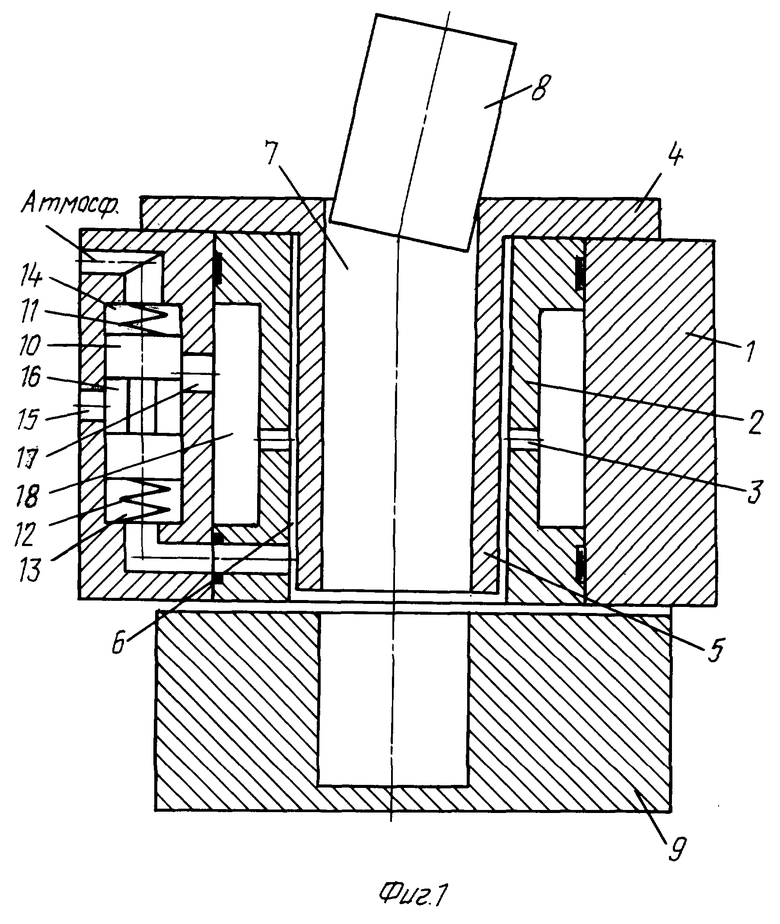
На фиг.1 изображена схема устройства для сборки комплекта деталей; на фиг.2 и 3 - варианты исполнения данного устройства.
Устройство для сборки комплекта деталей содержит пневмовихревой источник колебаний в виде установленной в корпусе 1 втулки 2 с соплами 3, расположенными под углом к радиусу (сеч. А-А фиг.1). Во втулке 2 расположен жестко связанные с фланцем 4 стержень 5, который образует с втулкой 2 источника колебаний зазор 6. Во фланце 4 и стержне 5 выполнено отверстие 7, по которому поступают детали 8 для соединения с платой 9 сборочного комплекта.
В корпусе 1 установлен золотниковый механизм, состоящий из золотника 10, имеющего верхний и нижний поршни и уравновешенного упругими элементами, например пружинами 11 и 12. Нижняя полость 13 золотникового механизма соединена отверстием с внутренней полостью втулки 2 в зоне зазора 6, перекрытой стержнем 5. Верхняя полость 14 золотникового механизма соединена с атмосферой. Входное отверстие 15 соединяет среднюю полость 16 золотникового механизма с источником сжатого воздуха (на чертежах не показан). Средняя полость 16 золотникового механизма выходным отверстием 17 соединена с полостью 18, причем в исходном положении выходное отверстие 17 в значительной степени перекрыто верхним поршнем золотника 10. Выходное отверстие 17 может быть как круглым, так и фасонного профиля.
Кроме того, золотник 10 может быть выполнен в виде тонкостенного цилиндра 19 (фиг.2), установленного в полости 18 втулки 2, закрепленного на мембранах 20 и 21 (фиг.2) и имеющего столько выходных отверстий 17, сколько имеется в устройстве сопел 3.
Полость 18 втулки 2 мембранами 20 и 21 золотникового механизма 19 разделена на среднюю полость 16, нижнюю полость 13 и верхнюю полость 14. Выходные отверстия 17 могут быть как круглыми, так и фасонного профиля.
В устройстве, изображенном на фиг.3, нижняя полость 13 золотникового механизма соединена с зазором “к” между корпусом 1 устройства и платой 9 сборочного комплекта. Величина зазора выбирается из условия создания эжекции, например к=0.2...0,6. Верхняя полость 14 золотникового механизма соединена с внутренней полостью втулки 2 в зоне зазора 6, перекрытой стержнем 5. Средняя полость 16 золотникового механизма выходным отверстием 17 соединена с полостью 18, причем в исходном положении выходное отверстие 17 в значительной степени перекрыто нижним поршнем золотника 10.
Устройство для сборки комплекта деталей работает следующим образом.
При запуске устройства (фиг.1) сжатый воздух через входное отверстие 15, среднюю полость 16, выходное отверстие 17 и сопла 3 поступает в зазор 6 между втулкой 2 и стержнем 5. В этом зазоре 6 давление воздуха повышается и соответственно повышается давление в нижней полости 13 золотникового механизма. Золотник 10 поднимается и приоткрывает выходное отверстие 17, давление воздуха в зазоре 6 повышается, а соответственно повышается давление и в нижней полости 13 золотникового механизма. Цикл повторяется до тех пор, пока стержень 5 не начнет прецессировать, возникнет зазор между фланцем 4 и корпусом 1, давление в зазоре 6 между втулкой 2 и стержнем 5 стабилизируется, и стержень 5 будет стабильно прецессировать.
Для сборки комплекта деталей плата 9 устанавливается снизу корпуса 1 устройства, а собираемые детали 8 поступают на сборку через отверстие 7 в стержне 5.
Когда деталь 8 поступает в отверстие 7 стержня 5, давление воздуха в зазоре 6 повышается, а соответственно повышается давление и в нижней полости 13 золотникового механизма, золотник 10 поднимается и приоткрывает выходное отверстие 17, давление воздуха в зазоре 6 повышается, а соответственно увеличивается прецессия стержня 5, движение детали 8 по отверстию 7 ускоряется. После прохождения детали 8 по отверстию 7 давление в зазоре 6 между втулкой 2 и стержнем 5 уменьшится, и прецессия стержня 5 уменьшится до стабильной. Параметры колебаний (амплитуда и частота) и, следовательно, длительность и стабильность сборки зависят от величины перекрытия выходного отверстия 17 и его формы. Изменение величины перекрытия выходного отверстия 17 позволяет получать нужную частоту колебаний стержня 5 с фланцем 4.
При работе устройства, изображенного на фиг.3, сжатый воздух, создаст в верхней полости 14 золотникового механизма повышенное давление, а, проходя по зазору “к” (фиг.3), за счет эжекции создаст в нижней полости 13 золотникового механизма разрежение, в результате чего золотник 10 переместится вниз и приоткроет выходное отверстие 17. В остальном работа устройства, изображенного на фиг.3, аналогична работе устройства на фиг.1.
При работе устройства по фиг.2 с золотниковым механизмом 19, выполненным в виде тонкостенного цилиндра, сжатый воздух поступает через входное отверстие 15 в среднюю полость 16 и через выходные отверстия 17 поступает в зазор 6 между втулкой 2 и стержнем 5. Золотниковый механизм 19 поднимается и приоткрывает выходные отверстия 17. В дальнейшем работа устройства аналогична работе устройств по фиг.1 и 3.
Использование данного устройства обеспечивает автоматическое изменение частоты колебаний стержня в зависимости от времени нахождения детали в устройстве, что расширяет технологические возможности, повышает надежность и стабильность сборки и уменьшает ее длительность, повышает чувствительность и уменьшает инерционность устройства.
Источники информации:
1. Авторское свидетельство СССР №1537438, МКИ В 23 Р 19/04 от 1990 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| Устройство для ориентирования и сборки деталей | 1991 |
|
SU1816623A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| Устройство для сборки комплекта деталей | 1982 |
|
SU1000212A2 |
| УСТРОЙСТВО ВЗАИМНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ ПРИ СБОРКЕ | 2002 |
|
RU2215633C2 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ ВЫПУСКА СРЕД | 1990 |
|
RU2032482C1 |
| МОЛОТ МАА ДЛЯ РАЗРУШЕНИЯ НЕГАБАРИТОВ ГОРНЫХ ПОРОД | 2002 |
|
RU2237808C2 |
| СИЛОВАЯ УСТАНОВКА | 1989 |
|
RU2029880C1 |
Изобретение относится к машиностроению и может быть использовано при автоматизации сборочных работ для автоматической сборки деталей типа “вал-втулка” с использованием роботов. Устройство содержит корпус с отверстиями и размещенным в нем приспособлением для создания вихревого потока газов в виде втулки с соплами, расположенными под углом к радиусу, в которой установлено с зазором ориентирующее приспособление в виде стержня с фланцем. Устройство снабжено золотниковым механизмом, одна из полостей которого соединена с внутренней поверхностью втулки, а другая с атмосферой или с зазором между корпусом устройства и платой сборочного комплекта, величина которого установлена из условия создания эжекции, средняя полость имеет входное отверстие, соединенное с источником сжатого воздуха, и выходное отверстие, частично перекрытое поршнем золотника, который уравновешен пружинами. Золотниковый механизм также может быть выполнен в виде тонкостенного цилиндра, установленного в полости втулки, закрепленного на мембранах и имеющего столько выходных отверстий, сколько имеется в устройстве сопел втулки. Изобретение позволит расширить технологические возможности и повысить надежность за счет автоматического изменения частоты колебаний стержня в зависимости от времени нахождения детали в устройстве. 2 н. и 3 з.п. ф-лы, 3 ил.
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
| Устройство для автоматической сборки деталей | 1986 |
|
SU1539043A1 |
| RU 99117907 A, 20.06.2001 | |||
| БЕТОННАЯ СМЕСЬ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2006 |
|
RU2307810C1 |

