Изобретение относится к обработке ме- талов давлением, в частности к объемному дорнованию, и может быть использовано в машиностроении.
Цель изобретения - снижение энергоемкости и повышение качества обработки за счет изменения схемы напряженно-деформированного состояния.
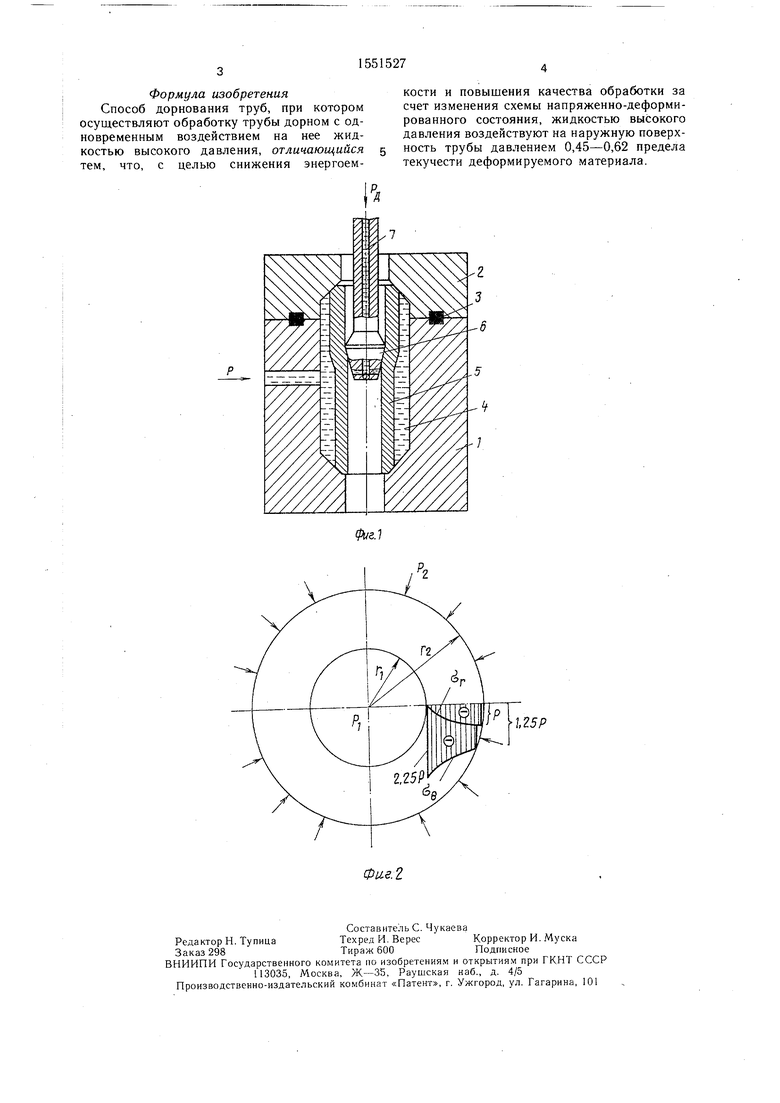
На фиг. 1 показано устройство для осуществления предлагаемого способа; на фиг. 2 - эпюра внутренних напряжений в трубе.
Устройство содержит контейнер 1, в верхней части которого соосно установлена крышка 2 с уплотнением 3. В полости 4 контейнера 1 установлена заготовка 5, внутри нее размещен дорн 6 с внутренними каналами 7.
Способ осуществляют следующим образом.
Трубу 5 помещают в контейнер 1, уплотняют крышкой 2. В полость 4 контейнера 1 подают жидкость высокого давления до заданного значения и одновременно проталкивают дорн 6 в заготовку 5, в который по каналам 7 подают смазку под давлением. По окончании процесса дорнования прекращают подавать смазку, сбрасывают
давление в полости 4 контейнера 1. Процесс закончен.
Пример. Дорнование производят на прессе ДБ2432, заготовка выполнена из стали 50 (предел текучести МПа) и имеет следующие размеры: длина 200 мм, наружный диаметр 30 мм, внутренний диаметр 10 мм. В контейнер помещают трубу, уплотняют крышкой, затем в полость контейнера под давлением подают жидкость (индустриальное масло) и повышают давление до 300 МПа. При этом давлении дорн проталкивают в заготовку, внутрь которого по каналу подается смазка. По окончании процесса дорнования давление в полости контейнера сбрасывается, по каналу в дорн прекращает подаваться смазка.
Степень деформации е трубы составляет 17%, после обработки внутренний диаметр трубы равняется 11 мм, что соответствует 7-8 квалитету, а шероховатость обработанной поверхности равна ,16- 0,08 мкм.
Использование предлагаемого способа позволяет повысить качество внутренней поверхности и снизить энергозатраты на дорнование трубы в 2-3 раза.
se
tf
С
СП
сл
ел tc
О
Формула изобретения Способ дорнования труб, при котором осуществляют обработку трубы дорном с одновременным воздействием на нее жидкостью высокого давления, отличающийся тем, что, с целью снижения энергоемкости и повышения качества обработки за счет изменения схемы напряженно-деформированного состояния, жидкостью высокого давления воздействуют на наружную поверхность трубы давлением 0,45-0,62 предела текучести деформируемого материала.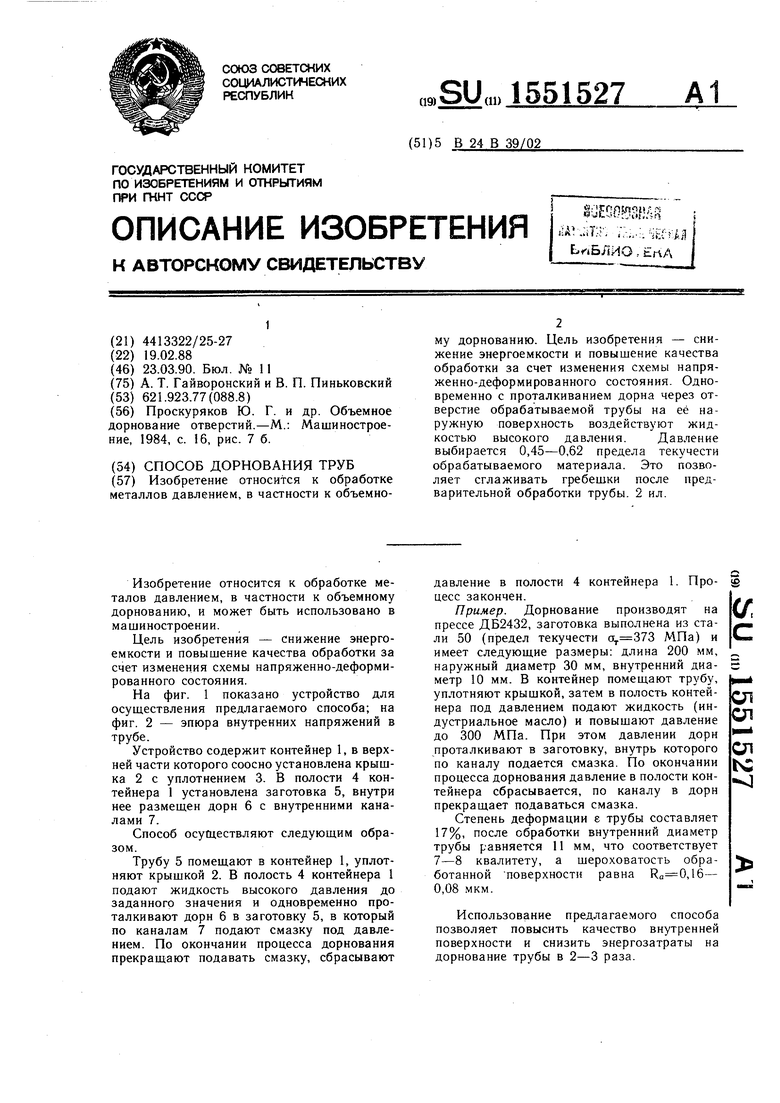
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| СПОСОБ ДОРНОВАНИЯ С РАСТЯЖЕНИЕМ | 2011 |
|
RU2457932C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ И ДОРН ДЛЯ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ | 2007 |
|
RU2344895C1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2011 |
|
RU2446922C1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2012 |
|
RU2508967C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ НА ПРОФИЛЬНОЙ ОПРАВКЕ С ВИНТОВЫМИ НАРЕЗАМИ ВОЛОЧЕНИЕМ | 2000 |
|
RU2183145C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
Изобретение относится к обработке металлов давлением, в частности к объемному дорнованию. Цель изобретения - снижение энергоемкости и повышение качества обработки за счет изменения схемы напряженно-деформированного состояния. Одновременно с проталкиванием дорна через отверстие обрабатываемой трубы на ее наружную поверхность воздействуют жидкостью высокого давления. Давление выбирается 0,45-0,62 предела текучести обрабатываемого материала. Это позволяет сглаживать гребешки после предварительной обработки трубы. 2 ил.
,25Р
| Проскуряков Ю | |||
| Г | |||
| и др | |||
| Объемное дорнование отверстий.-М.: Машиностроение, 1984, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
