Фие.2
Изобретение относится к оборудованию для местной вулканизации конвейерных лент и может быть использовано для их стыковки и ремонта по месту эксплуатации.
Цель изобретения - повышение качества вулканизации.
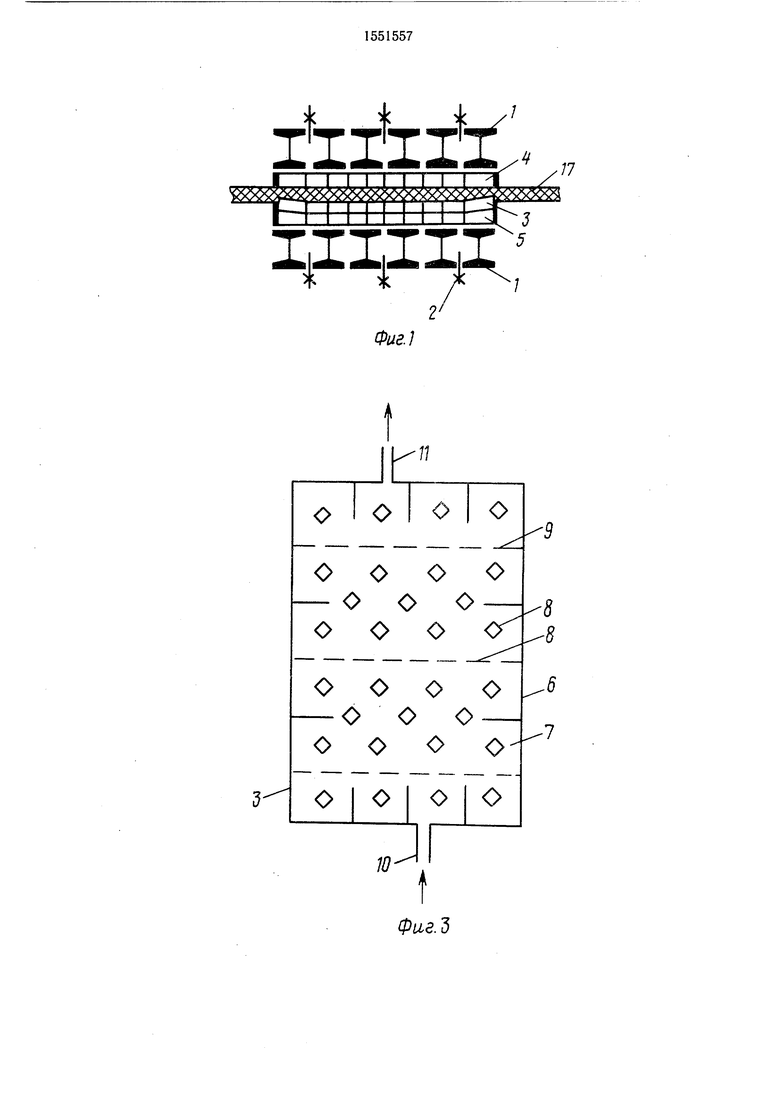
На фиг. 1 изображено предлагаемое устройство для местной вулканизации; на фиг. 2 - то же, с прижимной плитой под давлением; на фиг. 3 - нагревательная плита без верхнего листа; на фиг. 4 - прижимная плита без верхнего листа.
Устройство для местной вулканизации конвейерных лент содержит опорные балки 1 с зажимными приспособлениями 2 и нагревательные плиты 3 и 4. Между нагревательной плитой 3 и опорными балками 1 размещена прижимная плита 5.
Каждая нагревательная плита (фиг. 3) выполнена состоящей из рамки 6 и прикрепленных к ней тонких листов 7, образующих рабочие поверхности плиты. В полости плит 3 и 4 размещены ограничивающие прогиб плиты платики 8, прикрепленные к одному из листов 7. Для придания нагревательным плитам жесткости по периферии в полости их по периметру рамки 6 расположены ребра 9 жесткости, прикрепленные к одному из листов 7 перпендикулярно ее стенкам. Платики 8 также обеспечивают равномерное распределение теплоносителя. Плиты 3 и 4 имеют штуцеры для подвода 10 и отвода 11 теплоносителя.
Прижимная плита 5 (фиг. 4) выполнена состоящей из рамки 12 и прикрепленных к ней тонких листов 13. В полости плиты 5 размещены прокладки 14 для ограничения прогиба плиты, прикрепленные к одному из листов 13. Прокладки 14 выполнены по высоте меньшими рамки 12 на высоту деформации соединяемого стыка конвейерной ленты, вызываемой номинальным удельным давлением опрессовки стыка. Это необходимо для обеспечения предварительного сжатия стыка ленты по периметру плит с помощью зажимного приспособления 2 при стягивании опорных балок 1.
Плита 5 имеет штуцеры для подвода 15 и отвода 16 рабочей среды под давлением.
Устройство работает следующим образом.
На нагревательную плиту 3 укладывается подготовленный к вулканизации стык конвейерной ленты 17. Стык накрывается верхней нагревательной плитой 4, на которую устанавливается верхний ряд балок 1. Прижимная плита 5 размещается между одной из нагревательных плит 3 или 4 и ближайшим к ней рядом балок 1.
Балки 1 стягиваются зажимными приспособлениями 2 с заданным усилием. При этом стык ленты 17 сжимается по периферии плит до номинального удельного давления опрессовки стыка. Затем в прижим
ную плиту 5 подается текучая рабочая среда под давлением (масло, воздух, газ). В результате прижимная плита 5 раздувается и сжимает остальную часть стыка, расположенную внутри контура плиты. Так как рамка 12 прижимной плиты 5 жесткая и эта плита начинает заметно раздуваться на некотором расстоянии от рамки, то гарантированная передача давления от прижим юй плиты к краям нагревательной плиты 3 осуществляется через ребра 9 жесткости в случае недостаточного предварительного обжима контура плит зажимными приспособлениями.
После обжатия стыка ленты 17 зажимными приспособлениями и подвода давления к прижимной плите 5 подается теплоноситель в нагревательные плиты 3 и 4. Происходит вулканизация стыка.
Для равномерного распределения давления по всей площади стыка толщина листов 7 и 13 выбирается минимальной.
Для равномерного и быстрого прогрева стыка нагревательные плиты снизу и сверху изолируются слоем тканевого материала, например кусками транспортерной ленты,
5 либо асбестовым полотном. Если длина стыка превышает ширину плиты, то на стык укладывается несколько вулканизационных устройств.
0
Предлагаемое устройство обеспечивает возможность как раздельного, так и совместного действия главных параметров вулканизации - давления и температуры, что гарантирует высокое качество вулканизации конвейерных лент.
Формула изобретения
Устройство для местной вулканизации конвейерных лент, содержащее опорные балки с зажимными приспособлениями и
0 нагревательные плиты, каждая из которых образована рамкой и прикрепленными к ней тонкими листами, образующими рабочие поверхности плиты, и снабжена размещенными в ее полости и прикрепленными к одному из листов ребрами жесткости и огра5 ничивающими прогиб плиты платиками, отличающееся тем, что, с целью повышения качества вулканизации, оно снабжено размещенной между одной из нагревательных плит и ближайшей к ней опорной балкой прижимной плитой, выполненной в виде рамки и образующих рабочие поверхности плиты тонких листов и снабженной штуцерами для подвода рабочей среды под давлением, причем в полости плиты размещены связанные с одним из листов прокладки,
5 выполненные по высоте меньшими стенок рамки, а ребра жесткости нагревательных плит расположены по периметру их рамок перпендикулярно к стенкам последних.
0
Jc /
flflll.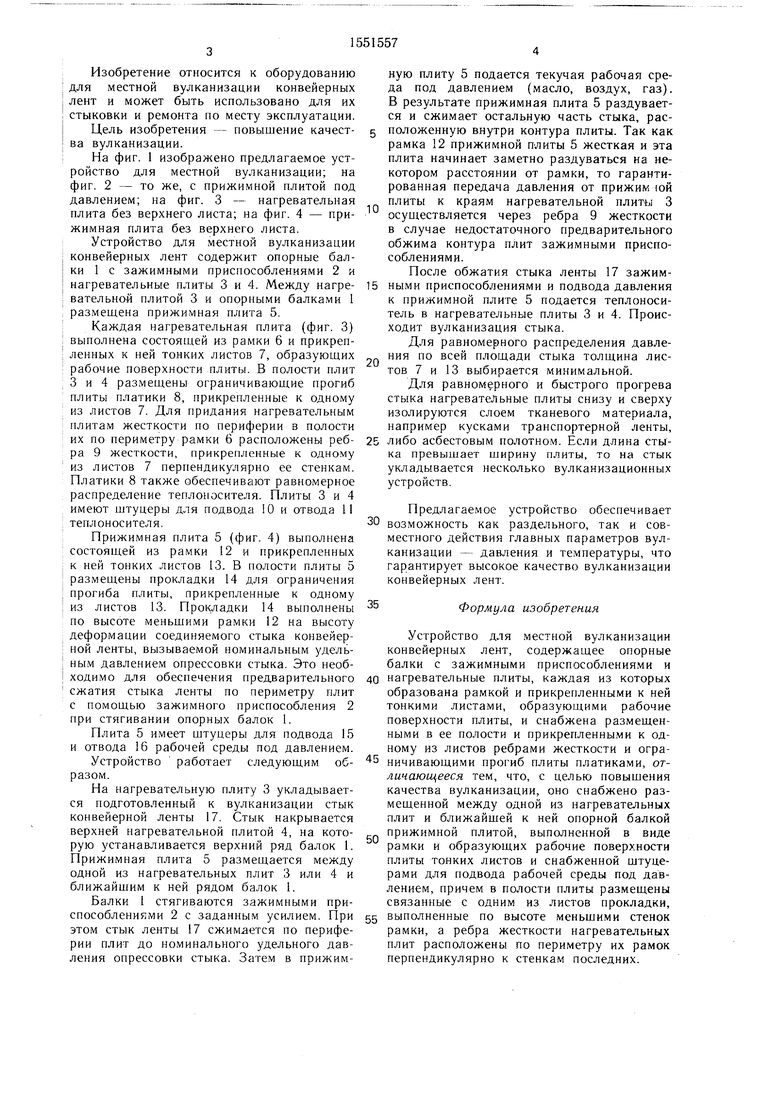
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для местной вулкани-зАции | 1978 |
|
SU818894A1 |
| Устройство для местной вулканизации конвейерных лент | 1982 |
|
SU1052415A1 |
| Устройство для местной вулканизации конвейерных лент | 1984 |
|
SU1171328A2 |
| Устройство для местной вулканизации конвейерных лент | 1983 |
|
SU1140984A1 |
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU856841A1 |
| Обогреваемый пресс | 1987 |
|
SU1479292A1 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Пресс для местной вулканизации конвейерных лент | 1979 |
|
SU870177A1 |
| ПЕРЕНОСНОЙ ЭЛЕКТРИЧЕСКИЙ ВУЛКАНИЗАТОР | 1992 |
|
RU2071421C1 |
| Переносное вулканизационное устройство | 1975 |
|
SU609640A1 |

Изобретение относится к оборудованию для местной вулканизации конвейерных лент и может быть использовано для их стыковки и ремонта по месту эксплуатации. Цель изобретения - повышение качества вулканизации. Для этого между нагревательной плитой 3 и опорной балкой 1 размещена прижимная плита 5. Плита 5 выполнена в виде рамки и образующих рабочие поверхности плиты тонких листов и снабжена штуцером для подвода рабочей среды под давлением. В полости плиты размещены связанные с одним из листов прокладки. Прокладки 14 выполнены по высоте меньшими стенок рамки. В нагревательных плитах 3 и 4 по периметру их рамок перпендикулярно к стенкам последних расположены ребра жесткости 9. Предлагаемое устройство обеспечивает возможность как раздельного, так и совместного действия главных параметров вулканизации - давления и температуры, что гарантирует высокое качество вулканизации конвейерных лент. 4 ил.
о о
о о о
о о -
о о х о о о
О О -
о о о
3о I о I о
i
Г
/I
о
-8 -8
J -1
о
ю
I
X
t
Фиг.Ъ
75
л
ФиеА
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU856841A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для местной вулканизации конвейерных лент | 1983 |
|
SU1140984A1 |
| Солесос | 1922 |
|
SU29A1 |
