( 5Д) ПРЕСС ДЛЯ МЕСТНОЙ ВУЛКАНИЗАПЛИ КОНВЕЙЕРНЫХ ЛЕНТ


| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для местной вулканизации конвейерных лент | 1988 |
|
SU1616835A2 |
| Пресс для местной вулканизации конвейерных лент | 1989 |
|
SU1719238A2 |
| Пресс для местной вулканизации | 1979 |
|
SU797904A1 |
| ПЕРЕНОСНОЙ ЭЛЕКТРИЧЕСКИЙ ВУЛКАНИЗАТОР | 1992 |
|
RU2071421C1 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1978 |
|
SU802074A2 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Устройство для местной вулканизации конвейерных лент | 1982 |
|
SU1052415A1 |
| Устройство для вулканизации стыков конвейерных лент | 1985 |
|
SU1351813A1 |
| Устройство для местной вулканизации конвейерных лент | 1984 |
|
SU1234202A1 |
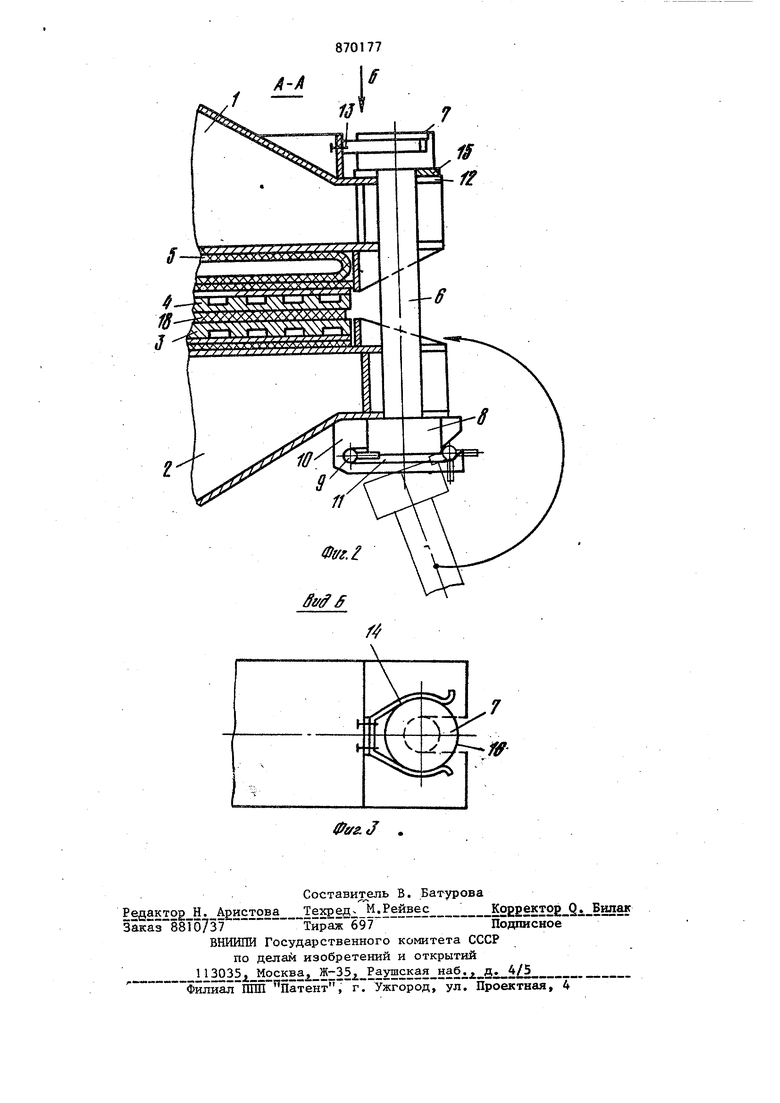
Изобретение относится к области изготовления резиновых технических из делий и предназначено для местной вул канизации конвейерных лент при их сты ковке и ремонте. Известен пресс для местной вулкани зации конвейерных лент, содержащий соединенные между собой опорные балки, между которьпчи расположены нагревательные элементы и прессующие плиты 1 . В указанном устройстве опорные бал ки соединены друг с другом посредство крепежных элементов в виде болтов и гаек, поэтому на разборку и сборку пресса во время эксплуатации затрачи веется значительное время. Наиболее близким по технической сущности, и достигаемому эффекту к опи сываемому изобретению является пресс для местной вулканизации конвейерных лент, который содержит нижнюю и верхнюю нагревательные плиты, расположенные между нижней и верхней траверсами, и откидные стяжные стойки, установленные в кронштейнах нижней траверсы посредством осей и заходящие в пазы, выполненные на верхней траверсе 2. В известном устройстве для создания необходим ого,давления на стыке (10-12 кг/см) требуется много времени и специальные приспособления (гаечный ключ для создания расчетного крутящего момента, так как головка стяжного болта выполнена в виде гайки. Чтобы обеспечить равномерное зажатие по всей площади стыка, необходимо производить одновременную затяжку гаек каждой траверсы. Длина стыка зависит от ширины конвейерной ленты,количества прокладок и может достигать 3 м. Если ширина траверсы достигает 0,15 ми несет на себе по одной стяжной стойке с каждой стороны, ТО общее количестзво гаек, |соторые необходимо затянуть, достига3ет 40 шт., поэтому при сборке и разборке известного устройства во время эксплуатации на операцию по затяжке гаек требуются значительные физические усилия и значительное время, которое превосходит время на монтаж пресса и сам процесс вулканизации. Целью изобретения является облегчение обслз живания пресса и сокращение времени затяжки стоек. Для достижения поставленной цели в прессе для местной вулканизации ко вейерных лент, содержащем нижнюю и верхнюю нагревательные шшты, расположенные между нижней и верхней траверсами, и откидные стяжные стойки, установленные посредством осей в кронштейнах нижней траверсы и за:ходя щие в пазы, выполненные в верхней тр верее, откидные стяжные стойки выпол нены в виде пальцев с цилиндрическими головками по обоим концам, на головках НИЖНИ.Х концов которых эксцент рично закреплены оси, на верхней тра Befjce смонтированы замки для фиксиро вания головок верхних концов пальцев а в кронштейнах нижней траверсы выполнены профильные пазы для установки осей. Замки для фиксирования головки верхних концов пальцев выполнены в виде плоских пружин, взаимодействующих с боковой поверхностью головок. На фиг. 1 изображен описываемый пресс для местной вулканизации; на фиг 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. Пресс для местной вулканизации конвейерных лент содержит верхнюю 1 и нижнюю 2 траверсы и расположенные между ними нижнюю 3 и верхнюю 4 нагревательные плиты и опрессовочный э.лемент 5. Траверсы 1 и 2 связаны между собой откидными стяжными стойками 6. Стяжные стойки 6 выполнены в виде пальцев с цилинддрическими головками 7 и 8 по обоим концам, на голов ках 8 нижних концов пальцев эксцентрично закреплены оси 9. В кронштейнах 10 нижней траверсы выполнены про филыше пазы 11 для установки осей В верхней траверсе выполнены пазы 12 дли захода стяжных стоек. На верхней траверсе также смонтированы замки 1 для фиксирования головок 7 верхних концов пальцев. Замки 13 выполнены виде плоских пружин 14, взаимодейст вуимцих с боковой поверхностью голо74вок 7. Пресс имеет регулировочные прокладки 15с вырезами 16 для установки между верхними головками 7 и верхней траверсой I при малых толщинах вулканизуемой ленты. В Соответствии с размером вулканизуемого участка в прессе может быть несколько верхних 1 и нижних 2 траверс и стяжных стоек 6. Монтаж и работа пресса осуществляется следукшщм образом. На раму 17 устанавливаются нижние траверсы 2, на которых осями 9 в пазах 11 кронштейнов 10 шарнирно подвешены стяжные стойки 6 (на фиг. 2 показаны тонкими линиями. На нижние траверсы 2 укладывается нижняя нагревательная плита 3, на которой размещается стык или ремонтируемый участок конвейерной ленты 18. Затем монтируется верхняя нагревательная плита 4, опрессовочШ)й элемент 5 и верхние траверсы 1. Затем стойки 6 поворачивают на осях 9 в пазах 11 кронштеинов 10 в вертикальной плоскости до захода их в пазы 12 верхних траверс и фиксирования в замках 13. Так как толщина конвейерной ленты 18 может быть различной (от 9 до 30 мм), то для уменьшения времени заполнения рабочей средой узла опрессовки, в зазоры между верхними головками 7 пальцев и травёрсат 1 вставляются соответствующие по размеру зазоров прокладки 15. Дйлее на стыке конвейерной ленты 18 создается заданное давление опресс.овочным элементом 5, вклю ается подача теплоносителя в нагревательные плиты 3 и 4 и осуществляется вулканизация. По окончании вулканизации стыка конвейерной ленты демонтаж пресса производится -в обратном порядке. Описываемый пресс имеет сокращенное время монтажа и демонтажа и прост в обслуживании, вследствие чего сокращаются срок ремонта конвейерной ленты и трудоемкость обслуживания пресса на 40-50%. формула изобретения 1. Пресс для местной вулканизации конвейерных лент, содержащий нижнюю и верхнюю нагревательные плиты, расположенные между нижней и верхней траверсами, и откидные стяжные стой58
ки, установленные в кронштейнах нижней траверсы посредством осей и заходящие в пазы, выполненные на верхней траверсе, отличающийся тем, что, с целью облегчения обслуживания пресса и сокращения времени затяжки стоек, откидные стяжные стойки выполнены в виде пальцев с цилиндрическими г оловками по обоим концам, на головках нижних концов которых эксцентрично закреплены оси, на верхней траверсе смонтированьГ замки для фиксирования головок верхних концов пальцев, а в кронштейнах нижней траверсы
76 выполнены профильные пазы для установ ки осей.
Источники Информации, принятые во внимание при экспертизе
