(54) УСТРОЙСТВО ДЛЯ MECTHO I ВУЛКАНИЗАЦИИ КОНВЕЙЕРНЫХ ЛЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для местной вулканизации конвейерных лент | 1984 |
|
SU1171328A2 |
| Устройство для местной вулканизации конвейерных лент | 1987 |
|
SU1502401A2 |
| Устройство для местной вулканизации конвейерных лент | 1987 |
|
SU1509279A2 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882771A1 |
| Устройство для местной вулканизации конвейерных лент | 1979 |
|
SU910451A1 |
| Устройство для местной вулканизации конвейерных лент | 1981 |
|
SU1034600A3 |
| Устройство для местной вулканизации конвейерных лент | 1981 |
|
SU973388A1 |
| Вулканизационный пресс | 1983 |
|
SU1100124A1 |
| Обогреваемый пресс | 1987 |
|
SU1479292A1 |
| Устройство для местной вулканизации конвейерных лент | 1983 |
|
SU1140984A1 |

Изобретение относится к изготовлению резинотехнических изделий и может быть использовано, в частности, для вулканиза ции стыков и ремонтируемых участков конвейерных лент. Известно устройство для местной вупканизации конвейерных лент, содержащее .опорные балки, расположенные между ними термоизоляционные прокладки и нагревательные прессующие плиты, каждая из которых выполнена в вкде замкнутой металлической камеры с нижней и верхней упругими пластинками и имеет средства для подвода рабочей среды i . Однако в устройстве не обеспечивается равномерное прессующее давление на вулканизуемом участке конвейерной ленты, так как при подаче рабочей среды в полости прессующих плит их рабочие по верхности приобретают сферическую фор- му, в силу чего усилия прессования в цёнгре плиг и на их периферии различны. Наиболее близким к предлагаемому по технической сущности является устройст- во для местной вулканизации конвейерных лент, содержащее соединенные между собой силовые балки и расположенную между ними по крайней мере одну обогреваемую прессующую плиту с упругим элементами по периметру для обеспечения горизонтальности рабочей пов хности плиты во время прессования и средствами для подачи рабочей среды в полость плиты. Каждая полая плита выполнена сострящей из Двух параллельно расположенных толстостенных плит, одна из которых имеет отбортовку для офааования части боковой поверхности плиты, а каждый упру- гий элемент выполнен в виде связки из резины илн металла, связанной посредсгйом винтов с однеА из плит и с отбортовксА плиты в защишеннсЛ металлической скобкой cBapy«ji J2. Однако такое выполнение гибкого эле зкята я элементов его крепления ненадежно в работе, так как в npcwecce работы возможна разгерметизация потостей тфессующвх плит.
Цель изобрегения - повышение надеж1НОСГН рабогы устройсгва.
Для достижения посгавленной цели в устройстве для местной вулканизации конвейерных лент, содержащем соединенные между собой силовые балкн и расположенную между ними по крайней мере одну обогреваемую прессующую плиту с упругим элементом по . периметру для обеспечения горизоттальностн рабочей поверхности плиты во время прессования и средствами для подачи рабочей среды в полость плиты, упругий элемент выполнен в виде металлического сильфона, связанного торцами с верхней и нижней стенками плиТы и имеющего по крайней мере один , направленный вершиной к центру плиты.
Верхняя и нижняя стенки плиты выполнены из тонколистового металла.
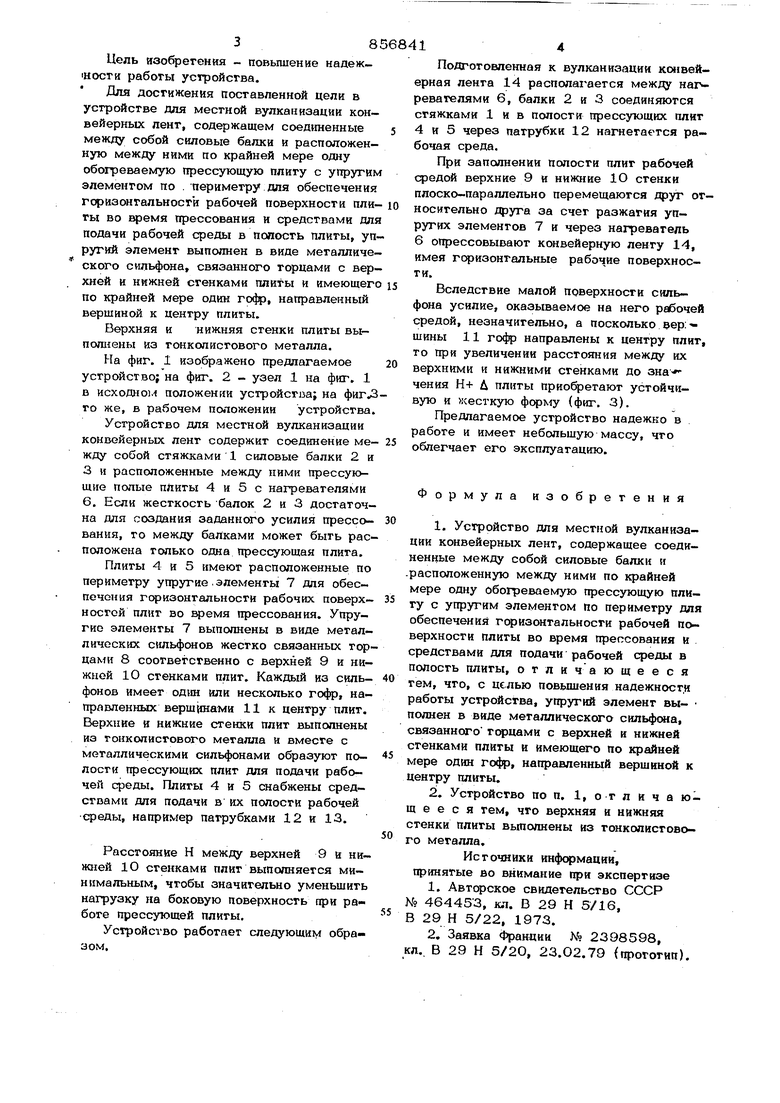
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - узел 1 на фиг. 1 в исходно1.1 положении устройства; на фиГуЗто же, в рабочем положении устройства.
Устройство для местной вулканизации конвейерных лент содержит соединение между собой стяжками 1 силовые балки 2 и 3 и расположенные между ними прессующие полые плиты 4 и 5 с нагревателями 6. Если жесткость балок 2 и 3 достаточна для создания заданного усилия прессования, то между балками может быть расположена только одна прессующая плита.
Плиты 4 и 5 имеют расположенные по периметру упругие .элементы 7 для обеспечения горизонтальности рабочих поверхностей плит во время прессования. Упругие элементы 7 выполнены в виде металлических с{шьфонов жестко связанных торцами 8 соответственно с верхней 9 и нижней 10 стенками плит. Каждый из сильфонов имеет или несколько гофр, направленных верщ(даами 11 к центру плит. Верхние и нижние стенки плит выполнены из тонколистового металла и вместе с металлическими сильфонами образуют полости прессующих плит для подачи рабочей среды. Плиты 4 и 5 снабжены средствами для подачи в их полости рабочей среды, например патрубками 12 и 13.
Расстояние Н между верхней 9 и нижней Ю стенками плит выполняется минимальным, чтобы значительно уменьшить нагрузку на боковую поверхность при работе прессующей плиты.
Устройство работает следующим образом.
Подготовленная к вулканизации конвейерная лента 14 располагается между наг ревателями 6, балки 2 и 3 соединяются стяжками 1 и в полости прессующих плит 4 и 5 через патрубки 12 нагнетается рабочая среда.
При заполнении полости плит рабочей средой верхние 9 и нижние Ю стенки плоско-параллельно перемещаются друг относительно друга за счет разжатия упругих элементов 7 и через нагреватель 6 опрессовывают конвейерную ленту 14, имея горизонтальные рабочие поверхности.
Вследствие малой поверхности сильфона усилие, оказываемое на него рабочей средой, незначительно, а посколько вер:-шины 11 гофр направлены к центру плит то при увеличении расстояния между их верхними и нижними стенками до значения Н+ Д плиты приобретают устойчивую и жесткую форму (фиг. 3).
Предлагаемое устройство надежно в работе и имеет небольшую массу, что облегчает его эксплуатацию.
Формула изобретения
мере одну обогреваемую прессующую плиту с упругим элементом по периметру для обеспечения горизонтальности рабочей поверхности плиты во время прессования и средствами для подачи рабочей среды в полость плиты, отличающееся тем, что, с целью повышения надежност.и работы устройства, упругий элемент выполнен в виде металлического сильфона, связанного торцами с верхней и нижней стенками плиты и имеющего по крайней мере один гофр, направленный вершиной к центру плиты,
Источники информации, принятые во внимание при экспертизе
В 29 Н 5/22, 1973.
264
/ у/3
/
