Изобретение относится к машиностроению, а именно к процессам предотвращения прилипания сформованных изделий к формам, и может использоваться в подшипниковой промышленности при изготовлении подшипников, заполняемых антифрикционным твердосмазоч- ным материалом.
Цель изобретения состоит в повышении работоспособности за счет предотвращения адгезии антифрикционного твердосмазочного материала к тягам и дорожкам качения подшипника.
Способ состоит в том, что перед заполнением подшипника антифрикционным материалом на дорожку качения наносят смазку. При этом площадь, на которую наносят смазку, составляет (5-15)% от общей площади дорожки качений. Затем подшипник подогревают до«температуры, определяемой из соотношения: Т Тк - ()° С, где Тк - температура каплепадения консистентной смазки. После этого подшипник заполняется антифрикционным материалом.
Пример. Способ антиадгезионной обработки подшипника качения испытан при изготовлении партии подшипников качения типа 207, предназначенных для последующих испытаний. Для сравнения по десять подшипников из этой партии было изготовлено с использованием известного способа антиадгезионной обработки (смазывали дорожки качения по всей ширине в доступных местах и прокручивали подшипник.со скоростью 500-700 об/мин распределения смазки на 100% площади дорожки качения и тел качения) и без нанесения какого-либо разделительного состава на какие-либо поверхности.
IB
Согласно предлагаемому способу
ния алмазным кругом. Ни на кольце, ни
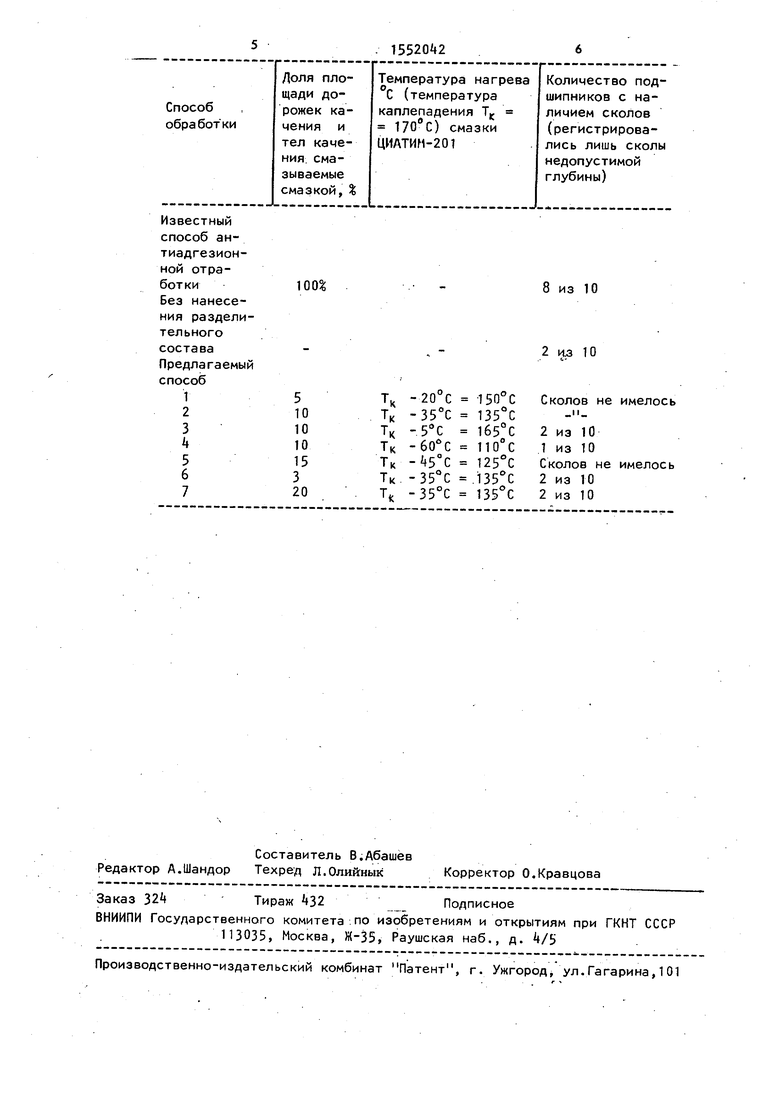
смазку ЦИАТЦМ-201 (температура капле- падения 170°С) наносили на 5, 10 и 15% площади, подлежащей антиадгезионной обработке поверхности дорожек качения и тел качения подшипников (по десять штук из партии), а также для сравнения на 3 и 20% упомянутой площади путем введения на дорожку качения частицы смазки 0,7-0,8 мм3 (количество определено расчетным путем, для обеспечения на упомянутых поверхностях слоя разделительного
10
на телах качения прилипания не имело места.
Верхняя граница доли поверхности, на которую наносится смазка, обусловлена появлением сколов с выемками, обнажающими сепаратор и тела качения, обусловленных попаданием смазки на наружную поверхность сепаратора и нарушением адгезии.
Нижняя граница доли поверхности, на которую наносится смазка, обусловлена появлением сколов из-за прилипасостава - смазки толщиной 0,3-0,5 мкм) 5 ния ввиду наличия участков без смаз15520424
ния алмазным кругом. Ни на кольце, ни
на телах качения прилипания не имело места.
Верхняя граница доли поверхности, на которую наносится смазка, обусловлена появлением сколов с выемками, обнажающими сепаратор и тела качения, обусловленных попаданием смазки на наружную поверхность сепаратора и нарушением адгезии.
Нижняя граница доли поверхности, на которую наносится смазка, обусловлена появлением сколов из-за прилипа
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА КАЧЕНИЯ С АНТИФРИКЦИОННЫМ ЗАПОЛНИТЕЛЕМ | 2017 |
|
RU2654893C1 |
| Подшипник качения | 1990 |
|
SU1754945A1 |
| ПОДШИПНИК КАЧЕНИЯ | 1993 |
|
RU2089762C1 |
| Способ изготовления подшипника качения с заполнителем из антифрикционного твердосмазочного материала | 1986 |
|
SU1442733A1 |
| Подшипник качения | 1991 |
|
SU1794210A3 |
| ПОДШИПНИК КАЧЕНИЯ | 1994 |
|
RU2085772C1 |
| ПОДШИПНИК КАЧЕНИЯ С ТВЕРДОСМАЗОЧНЫМ АНТИФРИКЦИОННЫМ ЗАПОЛНИТЕЛЕМ | 2005 |
|
RU2298704C1 |
| ПОДШИПНИК КАЧЕНИЯ | 1991 |
|
RU2016278C1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНО-УПОРНОГО ПОДШИПНИКА ПЕРЕД ЭКСПЛУАТАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2475655C1 |
| ПОДШИПНИК КАЧЕНИЯ | 1995 |
|
RU2098681C1 |
Изобретение относится к машиностроению, а именно к процессам предотвращения прилипания сформованных изделий к формам, и может быть использовано в подшипниковой промышленности при изготовлении подшипников, заполняемых антифрикционным твердосмазочным материалом. Цель изобретения - повышение работоспособности за счет предотвращения адгезии антифрикционного твердосмазочного материала к телам и дорожкам качения подшипника. На поверхность дорожки качения, площадь которой составляет 5 - 15% от общей площади дорожки, наносят смазку. Затем, подшипник нагревают до T = Tк - (20÷45)°С, где Tк - температура каплепадения консистентной смазки. После этого подшипник заполняется антифрикционным материалом. 1 табл.
и последующего осуществления нескольких (2-4) оборотов одного из колец, смазка при этом распределялась полоской на телах качения и дорожке качения, занимая указанную выше площадь. Затем согласно предлагаемому способу подогревали до получения температуры поверхности ниже температуры капле- падения указанной консистентной смазки на 20; 35; 45°С, т.е. нагрев вели до 155, 140, 130°С; для сравнения по десять подшипников, в которые внесли смазку на 10% площади, были нагреты до 1б5°С и 115°С.
Во всех случаях видимых полос смазки обнаружено не было.
После проведения антиадгезионной обработки подшипники были заполнены массой отверждающегося антифрикционного твердосмазочного материала АФЗ(состав массы в %: ВТС-1-антифрикционный твердосмазочный волокнит 47, фУРфУриловый спирт 40, раствор орто- фосфорной кислоты 13), а после отверждения и страгивания подшипников до отрыва колец и с продувкой щелей при провороте осуществлен контроль качества подшипников по параметрам: наличие сколов у блока материала АФЗ-3.
Данные сведены в таблицу.
Как видно из таблицы, при нанесении смазки в пределах 5-15% от площади поверхности, подлежащей антиадгезионной обработке, и соблюдении пределов температуры нагрева сколы отсутствовали, а страгивание происходило по границам блока с обоими концами. В порядке контроля было разрезано наружное кольцо подшипника каче0
о 5
5
0
5
0
5
ки.
Верхняя граница температуры нагрева обусловлена тем, что при более высокой температуре появляются сколы, что указывает на прилипания - наличие участков, лишившихся достаточной смазки в результате стекания.
Нижняя граница температуры нагрева обусловлена тем, что при более низкой температуре появляются сколы, что указывает на наличие участков, не имеющих смазки из-за недостаточного растекания последней.
Применение способа антиадгезионной обработки позволяет повысить работоспособность подшипника.
Формула изобретения
Способ заполнения подшипника качения антифрикционным материалом, включающий заполнение свободного пространства между деталями подшипника антифрикционным материалом, отличающийся тем, что, с целью повышения работоспособности за счет предотвращения адгезии антифрикционного материала к телам и дорожкам качения подшипника, перед заполнением антифрикционным материалом на часть дорожки качения подшипника наносят смазку и проводят нагревание подшипника до температуры Т, определяемой из соотношения
Т Т„ - (20-45)°С,
где Тк - температура каплепадения
смазки,
при этом смазку наносят на 5-15% площади дорожки качения.
| Толстое А.Е | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - Вестник машиностроения, 1987, № 11, с.23-26 | |||
| ( СПОСОБ ЗАПОЛНЕНИЯ ПОДШИПНИКА КАЧЕНИЯ АНТИФРИКЦИОННЫМ МАТЕРИАЛОМ | |||
