Изобретение относится к технологии лазерной обработки.
Целью изобретения является уменьшение энергозатрат и повышение производительности.
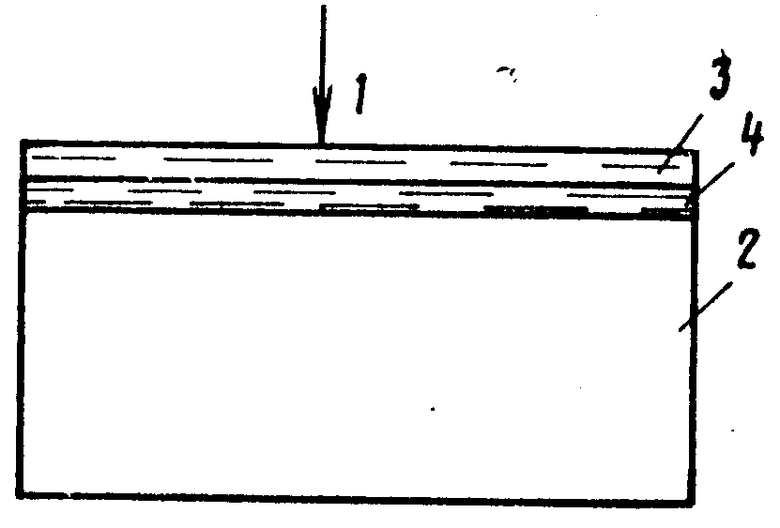
На чертеже изображена схема осуществления способа.
Процесс лазерного легирования ведут сфокусированным лазерным излучением 1, пропускаемым на металл 2 через стекло 3 и капиллярный слой 4 жидкости с нагревом поверхности металла 2 до температуры зернограничного его плавления. В качестве капиллярного слоя 4 берут раствор ацетилена в ацетоне при объемном соотношении (1-25):1, а удельную энергию лазерного излучения 1 берут на 5-20% ниже удельной энергии, соответствующей зернограничному плавлению металла 2.
В процессе обработки протекает реакция
C2H2+C3H6O __→ 3C+H2O+C2H6 обеспечивающая повышенную концентрацию атомарного углерода в плазме и увеличение эффективности упрочнения поверхности, что позволяет отказаться от использования легирующих материалов и подготовительных операций по их нанесению, тем самым сократить длительность процесса легирования, т.е. повысить производительность. Снижение мощности лазерного излучения на 5-20% компенсируется выделяемым теплом в процессе реакции, что приводит к уменьшению затрат энергии.
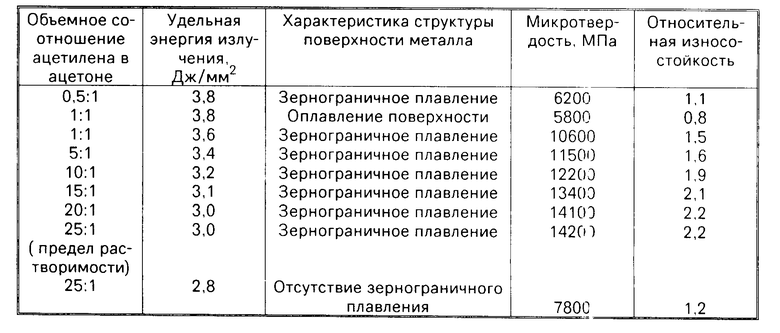
При увеличении объемного соотношения ацетилена и ацетона до 1:1 при удельной мощности излучения 3,8 Дж/мм2 происходит оплавление поверхности и снижение микротвердости облученной поверхности. Уменьшение удельной мощности до 3,6 Дж/мм2, т.е. на 5% приводит к повышению микротвердости и износостойкости по сравнению с необлученной поверхностью металла. С увеличением объемной доли ацетилена в ацетоне от 1:1 до предельной растворимости 25:1 наблюдается увеличение микротвердости и износостойкости. Однако при удельной энергии облучения ниже 3,0 Дж/мм2 (20%) происходит снижение износостойкости, что обусловлено отсутствием эффекта зернограничного плавления и соответствующим уменьшением переноса углерода из плазмы в металл.
Пример осуществления способа. Раствор ацетилена в ацетоне с объемным содержанием 1: 1 наносили на поверхность стали 20Х13. Облучение производили через стекло на установке "Квант-16" при удельной энергии 3,6 Дж/мм2. Микротвердость поверхностного слоя составила 10600 МПа, относительная износостойкость 1,5. Расход раствора ацетилена в ацетоне составил 10 мл на 100 см2. Время на подготовку поверхности составило 0,5 мин.
Способ осуществляли также аналогично предыдущему примеру при объемном содержании ацетилена в ацетоне 10: 1 и удельной мощности излучения 3,2 Дж/мм2. Микротвердость поверхностного слоя составила 12200 МПа, относительная износостойкость 1,9. Расход раствора ацетилена в ацетоне составлял 10 мл на 100 см2. Время на подготовку поверхности составило 0,5 мин.
Обработку проводили также при предельной растворимости ацетилена в ацетоне 25: 1 и удельной мощности излучения 3,0 Дж/мм2. Микротвердость поверхностного слоя составила 14200 МПа, относительная износостойкость 2,2. Расход ацетилена в ацетоне составлял 10 мл на 100 см2. Время на подготовку составляло 0,5 мин.
Данные по влиянию объемных соотношений компонентов раствора и удельной энергии облучения на износостойкость и микротвердость приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА | 1987 |
|
SU1492596A1 |
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ПОРОШКАМИ КАРБИДА БОРА И АЛЮМИНИЯ | 2022 |
|
RU2786263C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2013 |
|
RU2527511C1 |
| Способ обработки материалов | 1982 |
|
SU1055784A1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| Способ лазерного легирования поверхности металла | 1988 |
|
SU1557193A1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2462516C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ТИТАНОВЫХ СПЛАВАХ | 1999 |
|
RU2164265C1 |
| СОСТАВ ДЛЯ ПОВЕРХНОСТНОГО ЛАЗЕРНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2345174C1 |
Изобретение относится к технологии лазерной обработки. Цель изобретения уменьшение энергозатрат и повышение производительности. Процесс лазерного легирования ведут фокусированным лазерным излучением, которое пропускают на металл через стекло и капиллярный слой жидкости, с нагревом поверхности металла до температуры зернограничного его плавления. В качестве капиллярного слоя берут раствор ацетилена в ацетоне при объемном соотношении (1-25):1, а удельную энергию лазерного излучения берут на 5-20% ниже удельной энергии, соответствующей зернограничному плавлению металла. При обработке протекает реакция, обеспечивающая повышение концентрации атомного углерода в плазме, что приводит к эффективному упрочению поверхности. Исключение операции нанесения легирующих материалов и уменьшение времени на подготовительную операцию обеспечивает повышение производительности. Понижение мощности лазерного излучения, необходимой для обработки, приводит у уменьшению энергозатрат. 1 ил. 1 табл.
СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ МЕТАЛЛОВ, при котором процесс ведут сфокусированным лазерным излучением, пропускаемым на металл через стекло и капиллярный слой жидкости, с нагревом поверхности металла до температуры зернограничного его плавления, отличающийся тем, что, с целью уменьшения энергозатрат и повышения производительности, в качестве капиллярного слоя берут раствор ацетилена в ацетоне при объемном соотношении (1 25) 1, а процесс ведут при удельной энергии лазерного излучения, на 5 20% ниже удельной энергии, соответствующей зернограничному плавлению металла.
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА | 1987 |
|
SU1492596A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
