Изобретение относится к пьезотехнике, в частности к технологии изготовления пьезорезонансных устройств, и может быть использовано для обработки различных кристаллических элементов.
Целью изобретения является повышение выхода годных элементов.
В соответствии с предлагаемым способом после механической шлифовки основных граней кварцевых пластин производят глубокое травление в несколько циклов, моделируя одно- или двояковыпуклый профиль линзы в зоне обратной мезоструктуры. Для этого в каждом цикле в центральную область рабочей зоны кварцевой пластины наносят соосно с рабочей зоной защитное покрытие в форме круга. Причем радиус покрытия на каждом последующем этапе увеличивают в соответствии с выражением:
ri=  , где ri - радиус защитного покрытия, м;
, где ri - радиус защитного покрытия, м;
r - радиус рабочей зоны, м;
n - число степеней моделирования сферы;
i - номер цикла глубокого травления, соответствующий номеру защитного покрытия.
Время каждого цикла глубокого травления выбирают в соответствии с выражением:
ti=  , где ti - время глубокого травления на i-ом цикле, с;
, где ti - время глубокого травления на i-ом цикле, с;
R - радиус модельной сферы, м;
V - скорость травления кварца, м/с.
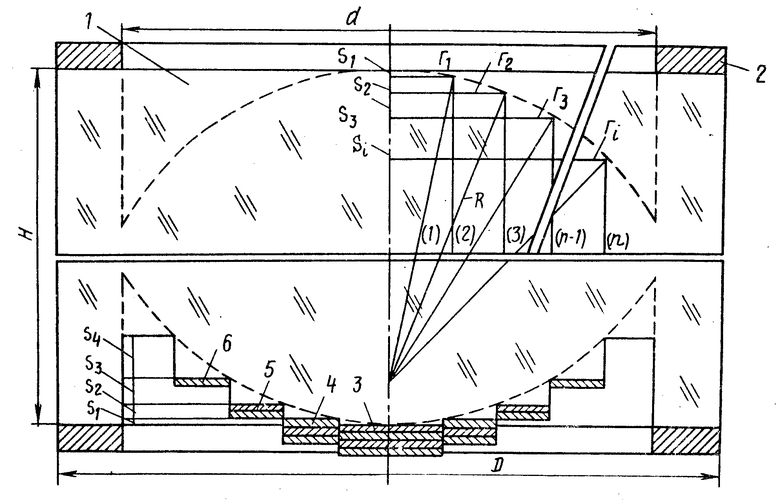
На чертеже показано поперечное сечение пьезоэлемента и этапы формирования выпуклого моделирующего сферу профиля.
Пьезоэлемент содержит пьезоэлектрическую пластину 1, защитную маску 2, размещенную на периферийной области пластины 1, не подвергаемой травлению, и защитные покрытия в форме круга 3-6. Нумерация покрытий на чертеже соответствует порядку их нанесения на пластину 1. Участок поверхности пластины 1, не закрытый защитной маской 2, разбивается на n равных частей - ступеней моделирования сферы с заданным радиусом R, обозначенных на чертеже (1), (2), (3) . . . (n), которым соответствуют удаляемые участки пластины 1 с толщиной слоев S1, S2, S3 ... Sn и радиусами r1, r2, r3 ... rn.
Число ступеней моделирования должно быть больше двух.
По известной толщине известного слоя Si на каждом этапе и скорости травления кварца V по вышеприведенному выражению определяет технологическое время травления каждого слоя ti.
Способ реализован при изготовлении кварцевых резонаторов среза АТ с частотой основной гармоники 65 МГц. Первоначально изготовлены плоскопараллельные пластины с диаметром 5 мм, после чего пластины сошлифованы до толщины 60 мкм, на которые в виде ободка в периферийной области нанесено гальваническое золотое покрытие с подслоем нихрома. Затем сформирован линзообразный ступенчатый профиль в центральной области пластины 1 с радиусом модельной сферы 1000 мм. В качестве защитного покрытия при этом используется пленка меди, осаждаемая на пластину 1 в вакууме. Травление производится в технологическом растворе на основе HF. Толщина пленки меди на всех этапах травления равна 600  . После удаления защитных покрытий производится дотравливание сферической области пластины 1, в том же растворе на основе, до толщины, соответствующей заданной частоте. После удаления защитной маски 2 измеряют динамические параметры пьезоэлектрических пластин.
. После удаления защитных покрытий производится дотравливание сферической области пластины 1, в том же растворе на основе, до толщины, соответствующей заданной частоте. После удаления защитной маски 2 измеряют динамические параметры пьезоэлектрических пластин.
80% пьезоэлементов с выпуклым линзообразным профилем имеют динамическое сопротивление 30-50 Ом и добротность выше 15000, в то время как с плоскопараллельным профилем пьезоэлементов такими параметрами обладает только 20%, причем 65% резонаторов с выпуклым линзообразным профилем имеют добротность порядка 25000.
Таким образом, изготовление пьезопластин с поэтапным травлением в несколько циклов, обеспечивающее сферическую форму пластины в области мезаструктуры, значительно повышает выход годных резонаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1994 |
|
RU2107987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Z-СРЕЗА | 2012 |
|
RU2475950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ ДЛЯ ВЫСОКОЧАСТОТНЫХ РЕЗОНАТОРОВ | 2010 |
|
RU2458458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ С ЛИНЗООБРАЗНЫМИ ПРОФИЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169985C2 |
| ВЫСОКОЧАСТОТНЫЙ ФИЛЬТРОВЫЙ КВАРЦЕВЫЙ РЕЗОНАТОР АТ-СРЕЗА | 2008 |
|
RU2377718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ АТ-СРЕЗА | 1995 |
|
RU2117382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДАТЧИКОВ | 2019 |
|
RU2722539C1 |
| Способ получения рельефа в диэлектрической подложке | 2018 |
|
RU2672034C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ РЕЗОНАТОРОВ БТ-СРЕЗА | 1999 |
|
RU2169986C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР | 1992 |
|
RU2047267C1 |
Изобретение относится к пьезотехнике и может использоваться для обработки различных кристаллических элементов. Целью изобретения является повышение выхода годных резонаторов. В соответствии с предлагаемым способом после механической шлифовки кварцевых пластин производят глубокое травление в технологическом растворе на основе HF в несколько циклов, моделируя одно- или двояковыпуклый профиль линзы в зоне обратной мезаструктуры. Для этого в каждом цикле в центральную область рабочей зоны кварцевой пластины наносят соосно с рабочей зоной защитное покрытие в форме круга, радиус которого на каждом последующем этапе увеличивают в соответствии с выражением ri=ir/n, где ri - радиус защитного покрытия, м; r - радиус рабочей зоны, м; n - число ступеней моделирования сферы; i - номер цикла глубокого травления, соответствующий номеру защитного покрытия. Время каждого цикла глубокого травления выбирают по формуле ti=r2(2i-1)/2n2VR, где ti - время глубокого травления на i-ом цикле, с; R - радиус модельной сферы, м; V - скорость травления кварца, м/с. Пьезоэлементы с выпуклым линзообразным профилем имеют меньшее динамическое сопротивление и большую добротность, что обеспечивает повышение выхода годных резонаторов. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ, включающий механическую шлифовку основных граней кварцевых пластин, глубокое травление рабочей зоны через маску металлизации, нанесенную на периферийную область кварцевой пластины, и удаление маски металлизации, отличающийся тем, что, с целью повышения выхода годных элементов, глубокое травление производят в несколько циклов, перед каждым из которых в центральную область рабочей зоны каждой из основных граней кварцевой пластины наносят соосно с рабочей зоной защитное покрытие в форме круга, а после глубокого травления осуществляют удаление всех защитных покрытий, при этом время каждого цикла глубокого травления и радиус круга каждого защитного покрытия выбраны в соответствии с выражениями

где i - номер цикла глубокого травления, соответствующий номеру защитного покрытия;
ti - время глубокого травления на i-ом цикле, с;
n - число ступеней моделирования сферы;
R - радиус модельной сферы, м;
r - радиус рабочей зоны, м;
ri - радиус круга защитного покрытия, м;
V - скорость травления кварца, м/с.
| Патент США N 4554717, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
