/(-А
с «
20
25
(/)
24
сл 1C
00
сл
со
ю
фиг г
тый передний конец зажимается в головке 3 и она, вращаясь, перемещается влево, навивая пруток 29 на оправку 5. Привод отключается после навивки нужного числа витков. Поджимной ролик 22 и площадка 23 опускаются, поджимая последние витки к оправке 5. Опускается копир 18, охватывая пруток 29. Ползун 12 возвращается вправо в исходное положение, отгибая роликом
втором конец прутка 29 вокруг радиуса копира 18. После отгибки копир 18 поднимается, включается вращение оправки 5 и производится довивка пружины при работающем поджимном ролике 22. Заканчивается навивка, поджимной ролик 22 поднимается и оправка 5 отводится в исходное положение. Навитая пружина попадает в подвижный лоток 26. 4 ил.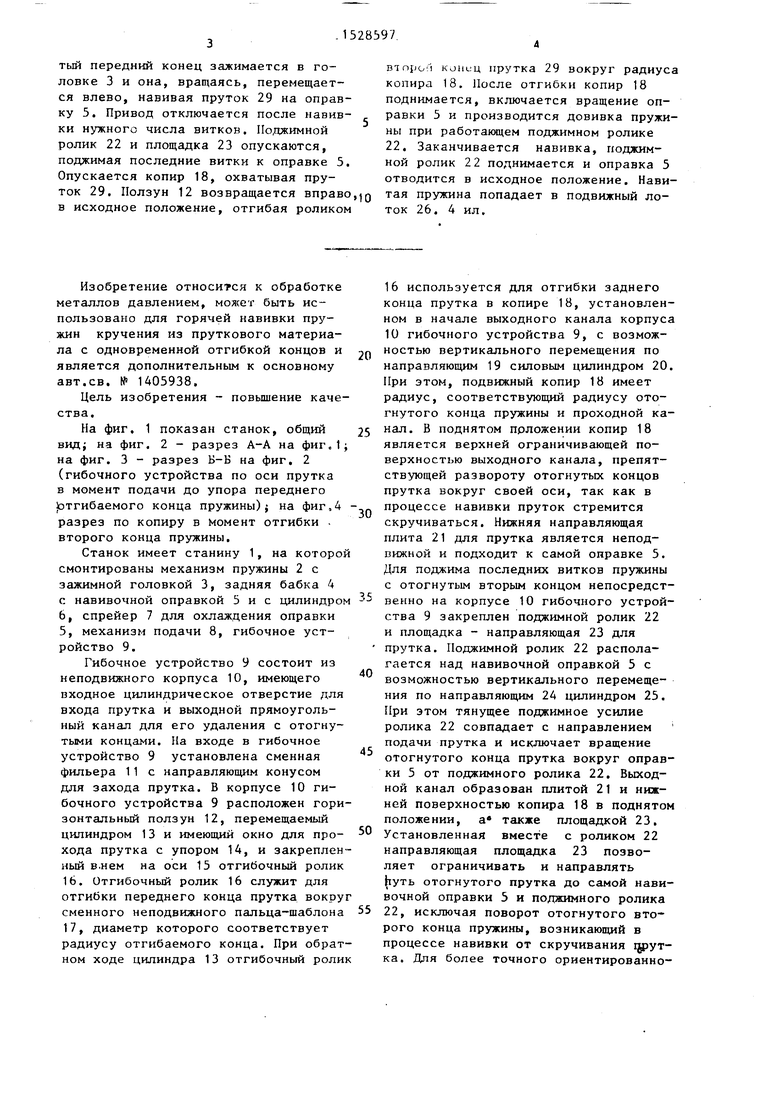
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Станок для горячей навивки пружин кручения | 1986 |
|
SU1405938A2 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕОБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2013174C1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Пружинно-навивочный станок для изготовления двух спиральных пружин | 1958 |
|
SU120205A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
Изобретение относится к горячей навивке пружин кручения с одновременной отгибкой концов и позволяет повысить качество пружин. Станок включает размещенные на станине механизм навивки, навивочную оправку, механизм подачи и гибочное устройство. В корпусе 10 гибочного устройства расположен горизонтальный ползун 12 с окном, имеющим упор. В ползуне 12 есть ролик, который при перемещении влево отгибает пруток вокруг неподвижного пальца-шаблона. В конце хода окно ползуна 12 устанавливается напротив выходного канала прямоугольной формы корпуса 10, давая возможность дальнейшему перемещению прутка 29. Отогнутый передний конец зажимается в головке 3 и она, вращаясь, перемещается влево, навивая пруток 29 на оправку 5. Привод отключается после навивки нужного числа витков. Поджимной ролик 22 и площадка 23 опускаются, поджимая последние витки к оправке 5. Опускается копир 18, охватывая пруток 29. Ползун 12 возвращается вправо в исходное положение, отгибая роликом второй конец прутка 29 вокруг радиуса копира 18. После отгибки копир 18 поднимается, включается вращение оправки 5 и производится довивка пружины при работающем поджимном ролике 22. Заканчивается навивка, поджимной ролик 22 поднимается и оправка 5 отводится в исходное положение. Навитая пружина попадает в подвижный лоток 26. 4 ил.
Изобретение относится к обработке металлов давлением, может быть использовано для горячей навивки пружин кручения из пруткового материала с одновременной отгибкой концов и является дополнительным к основному авт.св. № 1405938.
Цель изобретения - повышение качества.
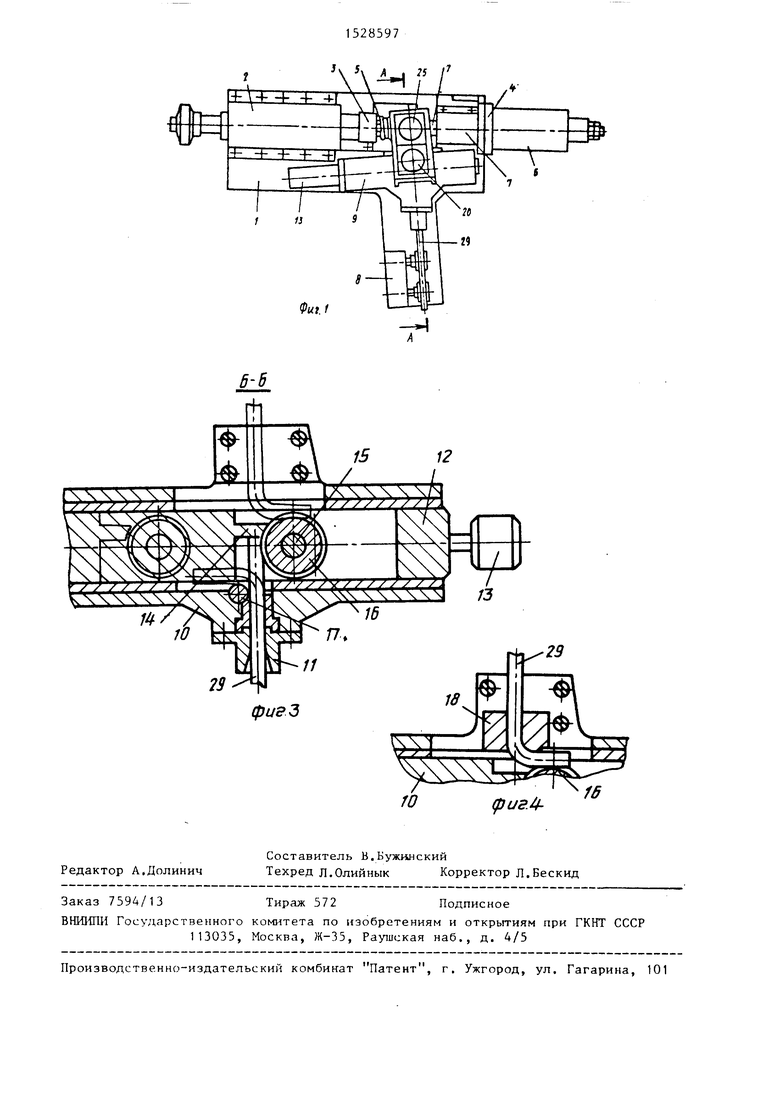
На фиг, 1 показан станок, общий вид; на фиг. 2 - разрез А-А на фиг,1; на фиг. 3 - разрез Б-Б на фиг, 2 (гибочного устройства по оси прутка в момент подачи до упора переднего 1отгибаемого конца пружины); на фиг,4 разрез по копиру в момент отгибки . второго конца пружины.
Станок имеет станину 1, на которой смонтированы механизм пружины 2 с зажимной головкой 3, задняя бабка 4 с навивочной оправкой 5 и с х илиндром 6, спрейер 7 для охлаждения оправки 5, механизм подачи 8, гибочное устройство 9.
Гибочное устройство 9 состоит из неподвижного корпуса 10, имеющего входное цилиндрическое отверстие для входа прутка и выходной прямоугольный канал для его удаления с отогнутыми концами. На входе в гибочное устройство 9 установлена сменная фильера 11 с направляющим конусом для захода прутка. В корпусе 10 гибочного устройства 9 расположен горизонтальный ползун 12, перемещаемый цилиндром 13 и имеющий окно для про- хода прутка с упором 14, и закрепленный в.нем на оси 15 отгибочный ролик
17,диаметр которого соответствует радиусу отгибаемого конца. При обратном ходе цилиндра 13 отгибочный роли
-
5
0
5
16 используется для отгибки заднего конца прутка в копире 18, установленном в начале выходного канала корпуса 10 гибочного устройства 9, с возможностью вертикального перемещения по направляющим 19 силовым цилиндром 20. При этом, подвижный копир 18 имеет радиус, соответствующий радиусу отогнутого конца пружины и проходной канал. В поднятом прложении копир 18 является верхней ограничивающей поверхностью выходного канала, препятствующей развороту отогнутых концов прутка вокруг своей оси, так как в процессе навивки пруток стремится скручиваться. Нижняя направляющая плита 21 для прутка является неподвижной и подходит к самой оправке 5. Для поджима последних витков пружины с отогнутым вторым концом непосредственно на корпусе 10 гибочного устройства 9 закреплен поджимной ролик 22 и площадка - направляющая 23 для прутка. Поджимной ролик 22 располагается над навивочной оправкой 5 с возможностью вертикального перемещения по направляющим 24 цилиндром 25. При этом тянущее поджимное усилие ролика 22 совпадает с направлением подачи прутка и исключает вращение отогнутого конца прутка вокруг оправки 5 от поджимного ролика 22. Выходной канал образован плитой 21 и нижней поверхностью копира 18 в поднятом положении, а также площадкой 23. Установленная вместе с роликом 22 направляющая площадка 23 позволяет ограничивать и направлять |iyTb отогнутого прутка до самой навивочной оправки 5 и поджимного ролика 22, исключая поворот отогнутого второго конца пружины, возникающий в процессе навивки от скручивания ijpyr- ка. Для более точного ориентированного удаления навитой пружины из станка имеется подвижный лоток 26, установленный шарнирно на кронштейне 27 и перемещаемый цилиндром 28, Лоток 26 позволяет снятую с оправки 5 пружину без разворота перемещать непосредственно в направляющие передающего устройства.
Станок работает следующим образом Предварительно нагретый пруток 29 подается механизмом подачи 8 в гибочное устройство 9 до упора 14 ползуна 12, находящегося в этот момент в крайнем правом положении. Цилиндром 13 ползун 12 перемещается влево. При этом ролик 16 отгибает передний конец прутка 29 вокруг неподвижного пальца- шаблона 17, повторяющего радиус отгибки прутка (с выборкой по диаметру прутка). В конце хода окно ползуна 12 устанавливается напротив выходного канала прямоугольной формы корпуса 10 гибочного устройства 9, давая возможность дальнейшему перемещению прутка 29, который механизмом подачи 8 подается на оправку 5, В этот момент зажимная головка 3 находится в выдвинутом крайнем правом положении, а на- вивочная рправка 5, перемещаемая цилиндром 6, входит своим хвостовиком в зажимную головку 3, Поступивший на оправку 5 отогнутый конец прутка 29 зажимается в головке 3. Включается привод 2, Зажимная головка 3, вращаясь, перемещается влево. При этом происходит навивка прутка 29 на оправку 5. После навивки необходимого количества витков привод 2 отключается. Поджимной ролик 22 и площадку 23 опускают цилиндром 24, поджимая последние витки пружины к оправке 5, при этом площадка 23 становится направляющей подводного канала, который вплотную приблизился к навивочной оправке 5 и поджимному ролику 22, Копир 18 опускается цилиндром 19, охватывая с трех сторон пруток 29, Цилиндром 13 ползун 12 возвращается в исходное положение, отгибая роликом 16 (второй) задний конец прутка 29, зажатый в копире 18, вокруг его
C
5
0
5
радиуса. После отгибки второго конца пружины копир 18 поднимается, включается привод 2 вращения оправки 5 и производится довивка пружины при работающем поджимном ролике 22, После навивки пружины поджимной ролик 22 поднимается, оправка 5 отводится цилиндром 6 в исходное положение. Навитая пружина попадает в подвижный лоток 26, который, поворачиваясь в кронштейне 27, под действием цилиндра 28 перемещается вниз, выгружая пружину в направляющие передающего устройства. Зажимная головка 3 включением реверса возвращается в исходное положение, поднимается лоток 26, Подается очередной пруток. Цикл повторяется.
Использование предлагаемого изобретения обеспечивает повышение качества за счет обеспечения качествен- ной отгибки второго конца пружины кручения путем отгибки в жестком цельном подвижном копире и исключения поворота вокруг своей оси отогнутого заднего конца пружины при ее довивке. Обеспечивается стабильная отгибка переднего конца пружины за счет возможности быстрой замены копирного пальца при износе гибочного радиуса,
Формула изобретения
0
Станок для горячей навивки пружин кручения по авт.ев, N 1405938, о т- личающийся тем, что, с -целью повьш1ения качества, он снабжен поджимным роликом и направляющей площадкой, размещенными непосредственно на гибочном устройстве над навивочной оправкой с возможностью вертикального перемещения, установленным в начале выходного канала с возможностью вертикального перемещения цельным копиром, имеющим гибочный радиус и проходной канал, а подводной канал снабжен пальцем-шаблоном и размещен вплотную к поджимному ролику и навивочной оправке, под которой шарнирно установлен введенный в станок поворотный лоток.
fut.1
12
(ригЛ
| Станок для горячей навивки пружин кручения | 1986 |
|
SU1405938A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
