Изобретение касается нанесения износостойких покрытий на пары трения,
Целью изобретения является повышение износостойкости и качества поверхности трения за счет поэтапного механического и электрического воздействия на поверхность.
На чертеже представлена схема, поясняющая физическую модель формирования поверхности трения, например зубьев обрабатываемой шестерни.
Способ получения износостойкого покрытия на зубьях металлической шестерни осуществляют следующим образом.
Обрабатываемую и эталонную шестерни устанавливают в корпусе шестеренного насоса, например типа НШ,при этом первую шестерню подключают к отрицательному, а вторую - к положительному полюсу источника постоянного тока. В зоне контакта зубьев шестерен создают давление, соответствующее эксплуатационной нагрузке, и подают содержащую износостойкие антифрикционные добавки диэлектрическую жидкость, в качестве которой может быть использовано эксплуатационное смазочное масло, глицерин и др., и „ производят предварительную обкатку зацепленных шестерен с контролем электрического сопротивления.
По истечении времени, достаточного для возрастания электрического сопротивления поверхности зубьев обрабатываемой шестерни до стабильного значения (устанавливается экспериментально), не прекращая обкатку, пропускают ток по цепи эталонСД СП
00 00 00
со
ная шестерня - жидкость - обрабатываемая шестерня и ведут осаждение металла на обрабатываемую шестерню до получения на ее зубьях требуемой толщины износостойкого покрытия.
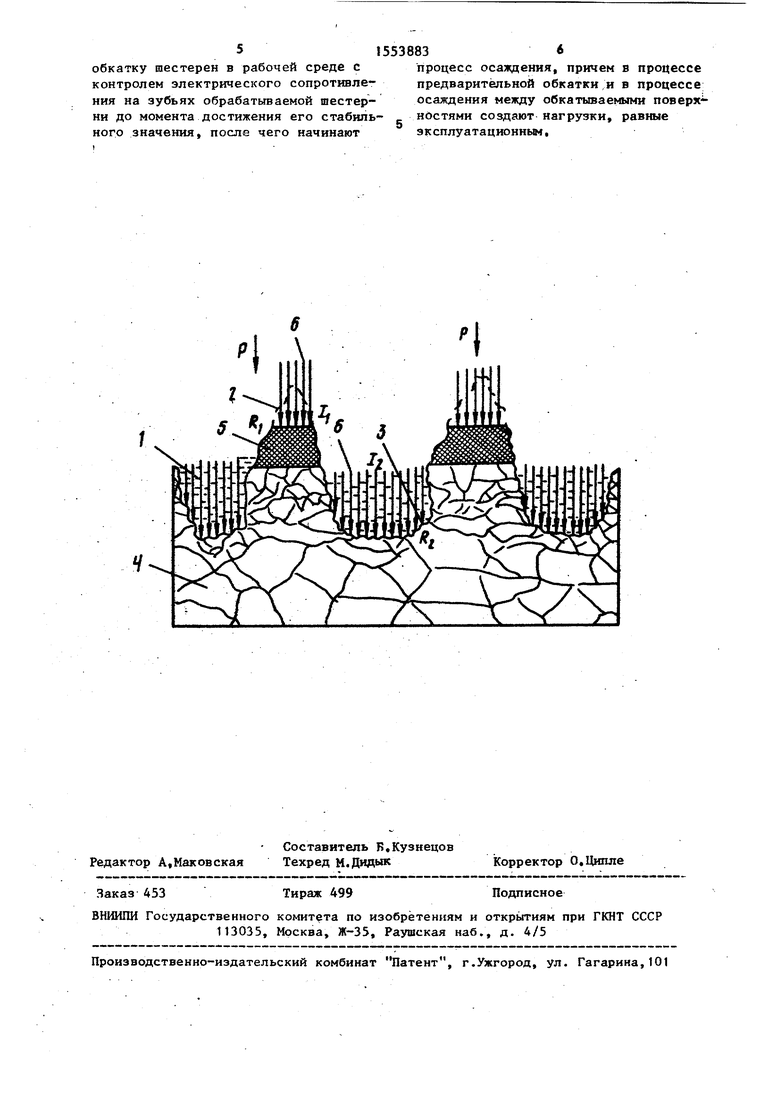
Процесс нанесения покрытия на поверхность зубьев обрабатываемой шестерни иллюстрируется схемой, где цифровыми позициями обозначены: диэлектрическая жидкость 1 с антифрикционными добавками; выступ 2 микронеровностей поверхности; впадина 3 микронеровностей поверхности; поверхность 4 обрабатываемой шестерни;площадка 5 смятия выступа;; силовые линии 6 токао
Как видно из схемы, эталонная шестерня (не показана) под давлением Р воздействует на выступы 2 и ппади- ны 3 микронеровиостей поверхности 4 обрабатываемой шестерни. При этом во время предварительной обкатки диэлектрическая жидкость 1 проникает вместе с антифрикционными добавками во впадины 3,
Одновременно давление Р воздействует на выступы 2, сминая их,как показано на чертеже, и образуя из них площади 5, структурно состоящие из продуктов химической реакции металла, из которого изготовлена шестерня, и других элементов, входящих в состав диэлектрической жидкости, антрифрикционных добавок и окружающей среды (кислород, хлор, фосфор, сера и др.).
В результате совместного действия ряда факторов (химического взаимодействия, давления жидкости 1 и воздействия со стороны поверхности эталонной шестерни) электрическое сопротивление и;, площадок 5 становится больше электрического сопротивления R впадин 3. Вследствие этого при последующем осаждении металла плотность тока 1а во впадинах 3 станет выше плотности тока Ij, на площадках 5.
В процессе осавдения металла впадины 3 благодаря внесенным в них во время предварительной обкатки анти- фрикционным частицам и вследствие более низкого, чем на площадках 5, электрического сопротивления служат центрами первоочередного осаждения металла. Это обусловливает выравнивание профиля микронеровностей поверхности и, как следствие, способ538834
ствует более точному формированию эвольвентной поверхности зубьев обрабатываемой шестерни.
Пример, Две шестерни из стали 18ХГТ обрабатывали в соответствии с предложенным способом, В качестве эталонных шестерен использовали шес
5
0
5
0
5
0
терни из того же материала, что и обрабатываемые шестерни, В качестве металлсодержащей жидкой среды использовали диэлектрическую жидкость, а именно углеводородное смазочное масло МЗОГ.
В жидкость вводили следующие антифрикционные добавки, мас.%: медь в связанном состоянии 4, олово в связанном состоянии 3.
На шестерни осаждали слой металла 0,1 мм. При этом время обработки шестерни составило 70 с.
Способ осуществляли следующим образом.
Масло подавали под давлением,соответствующим эксплуатационной нагрузке на шестерню (20 МПа). Предварительную обкатку шестерен проводили с одновременным контролем электрического сопротивления поверхности зубьев обрабатываемой шестерни с помощью высокоомного милливольтметра с записью на бумажную ленту электронного автоматического потенциометра ЭПР-09МЗ. Начальное сопротивление составляло 5x10 Ом, Когда сопротивление возросло до стабильного значения 4x10 Ом, включили электрический ток (время стабилизации сопротивления или, что то же, время предварительной обкатки составило 20 с).
Процесс осаждения металла осуществляли в течение 50 с с постепенным увеличением плотности тока при напряжении 1-3 В.
Форму л а изобретения
Способ повышения износостойкости пар трения, при котором осуществляют процесс осаждения металла на одной из пар трения, являющейся катодом, при взаимной обкатке пары с использованием в качестве рабочей среды масел с металлическими присадками, отлич ающий ся тем, что, с целью повышения точности формирования рабочих поверхностей шестерен, перед процессом осаждения металла производят предварительную
обкатку шестерен в рабочей среде с контролем электрического сопротивления на зубьях обрабатываемой шестерни до момента достижения его стабильного значения, после чего начинают
процесс осаждения, причем в процессе предварительной обкатки и в процессе осаждения между обкатываемыми поверх ностями создают нагрузки, равные эксплуатационным,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пар трения | 1989 |
|
SU1668471A1 |
| Способ приработки пары трения | 1990 |
|
SU1759591A1 |
| Способ обработки поверхности трения | 1989 |
|
SU1732232A1 |
| СПОСОБ НАНЕСЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ ПЛАСТИЧНЫХ МЕТАЛЛОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2539748C1 |
| Способ определения качества сборки редуктора | 1987 |
|
SU1527537A1 |
| Способ обкатки шестеренных гидромашин | 1990 |
|
SU1712657A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| СПОСОБ ПРИРАБОТКИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ | 2017 |
|
RU2651398C1 |
| Способ формирования зубьев шестерен | 1987 |
|
SU1530359A1 |
| Способ формирования поверхностей трения | 1988 |
|
SU1690982A1 |
Изобретение относится к области машиностроения, в частности к нанесению износостойких покрытий на пары трения. Цель изобретения - повышение износостойкости и качества поверхности трения за счет поэтапного механического и электрического воздействий. На обрабатываемую шестерню (ОШ) - катод производят осаждение износостойкого металла из рабочей среды в виде смазочных масел с металлическими присадками при пропускании электрического тока с одновременной обкаткой ОШ эталонной шестерней (ЭШ). До начала осаждения металла производят предварительную обкатку ОШ в рабочей жидкости до достижения электрического сопротивления поверхности зубьев ОШ стабильного значения. Осаждение металла ведут, не прерывая обкатки с использованием ЭШ в качестве анода и созданием на шестернях нагрузок, равных эксплуатационным. 1 ил.
Редактор А,Маковская
Составитель В.Кузнецов Техред М.Дидык
Заказ 453
Тираж 499
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Корректор О.Ципле
Подписное
| Способ повышения изностостойкости пар трения | 1978 |
|
SU687374A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
