Нзобретение относится к машиностроению, a именно к методам и средствам контроля зубчатых передач.
Цель изобретения - повышение точности путем обеспечения возможности производить обкатку и контролировать приработку в рабочих условиях.
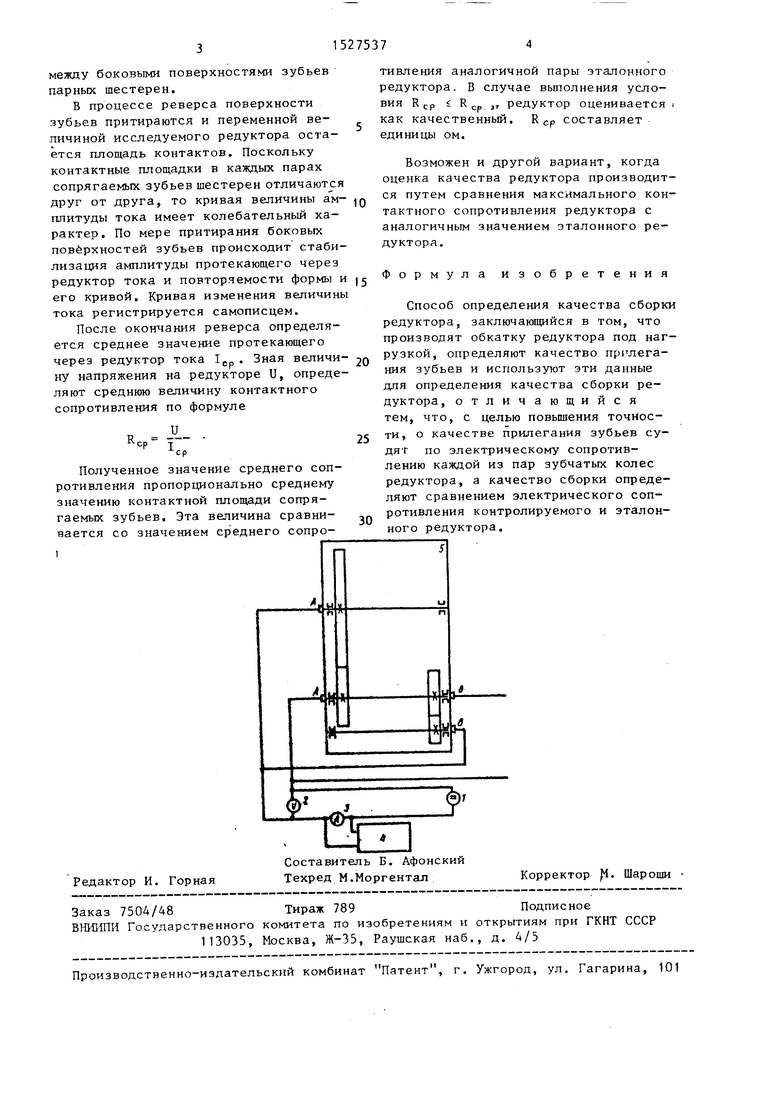
На чертеже показана принципиальная схема устройства для реализации способа определения качества сборки редуктора .
Устройство включает источник 1, постоянного тока, вольтметр 2, миллиамперметр 3, регистратор 4.
К контролируемому редуктору 5 поочередно с каждой пары шестерен подключается электрическая цепь постоянного тока, .включающая источник 1 постоянного тока, вольтметр 2, миллиамперметр 3 и регистратор 4.
Способ реализуют следующим образом.
Испытуемый редуктор нагружают на эквивалентную нагрузку, устанавливают на диэлектрическое основание. Включают редуктор и производят реверсивные движения в течение 3-5 мин. При этом происходит приработка шестерен редуктора, при которой сглаживаются микронеровности на боковых поверхностях зубцов шестерен, равномерно распределяется смазка, формируются постоянные контактные площадки на боковых поверхностях зубьев шестерен. Далее поочередно к каждой паре шестерен редуктора подключают измерительную цепь, состоящую из источника постоянного напряжения, миллиамперметра, вольтметра и регистратора, и определяют изменение величины тока, протекающего через шестерни. В процессе реверсирования редуктора происходит колебание тока в электрической цепи, обусловленное изменением площадей контактов и величинами зазоров
(Л
СП to
ел со
между боковыми поверхностями зубьев парных шестерен.
В процессе реверса поверхности зубьев притираются и переменной величиной исследуемого редуктора остается площадь контактов. Поскольку контактные площадки в каждых парах сопрягаемых зубьев шестерен отличаются друг от друга, то кривая величины а м- плитуды тока имеет колебательный характер. По мере притирания боковых поверхностей зубьев происходит стабилизация амплитуды протекающего через редуктор тока и повторяемости формы и его кривой. Кривая изменения величины тока регистрируется самописцем.
После окончания реверса определяется среднее значение протекающего через редуктор тока I . Зная величи- ну напряжения на редукторе U, определяют среднюю величину контактного сопротивления по формуле
«0, f-
ср
Полученное значение среднего сопротивления пропорционально среднему значению контактной площади сопрягаемых зубьев. Эта величина сравнивается со значением среднего сопротивления аналогичной пары эталонного редуктора. В случае выполнения условия RCP i Rcp.jT редуктор оценивается как качественный. R р составляет единицы ом.
Возможен и другой вариант, когда оценка качества редуктора производится путем сравнения максимального контактного сопротивления редуктора с аналогичным значением эталонного редуктора.
Формула изобрете
н и я
Способ определения качества сборки редуктора, заключающийся в том, что производят обкатку редуктора под нагрузкой, определяют качество пргшега- ния зубьев и используют эти данные для определения качества сборки редуктора, отличающийся тем, что, с целью повышения точности, о качестве прилегания зубьев судят по электрическому сопротивлению каждой из пар зубчатых колес редуктора, а качество сборки определяют сравнением электрического сопротивления контролируемого и эталонного редуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приработки пары трения | 1990 |
|
SU1759591A1 |
| Способ обкатки сопряженной пары зубчатых колес | 1990 |
|
SU1772469A1 |
| Способ сборки конических зубчатых передач | 1981 |
|
SU1002111A1 |
| ПРИРАБОТОЧНОЕ МАСЛО | 1970 |
|
SU276300A1 |
| Способ приработки зубчатых колес | 1981 |
|
SU961877A2 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| Способ повышения износостойкости пар трения | 1987 |
|
SU1553883A1 |
| Зубчатая передача смешанного зацепления силового редуктора | 2022 |
|
RU2793981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕСТЕРЕН И КОНТРОЛЯ СБОРКИ ИЗ НИХ МНОГОПОТОЧНЫХ ВЕРТОЛЕТНЫХ РЕДУКТОРОВ | 2002 |
|
RU2236341C1 |
| Способ обкатки шестеренных гидромашин | 1990 |
|
SU1712657A1 |
Изобретение относится к машиностроению, а именно к методам и средствам контроля зубчатых передач. Цель изобретения - повышение точности путем обеспечения возможности производить обкатку и контролировать приработку в рабочих условиях. Это достигается тем, что производят приработку шестерен и формируют постоянные контактные площадки на боковых поверхностях зубьев, а по изменению величины тока, протекающего через шестерни, судят о приработке колес. 1 ил.
| Калашников С.Н., Калашников А.С | |||
| .Контроль производства конических зубчатых колес | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
