1
Изобретение относится к обработке металлов давлением и может быть использовано при настройке клетей поперечно-винтовой прокатки (ПВП).
Цель изобретения - повышение качества готового проката путем повышения точности настройки.
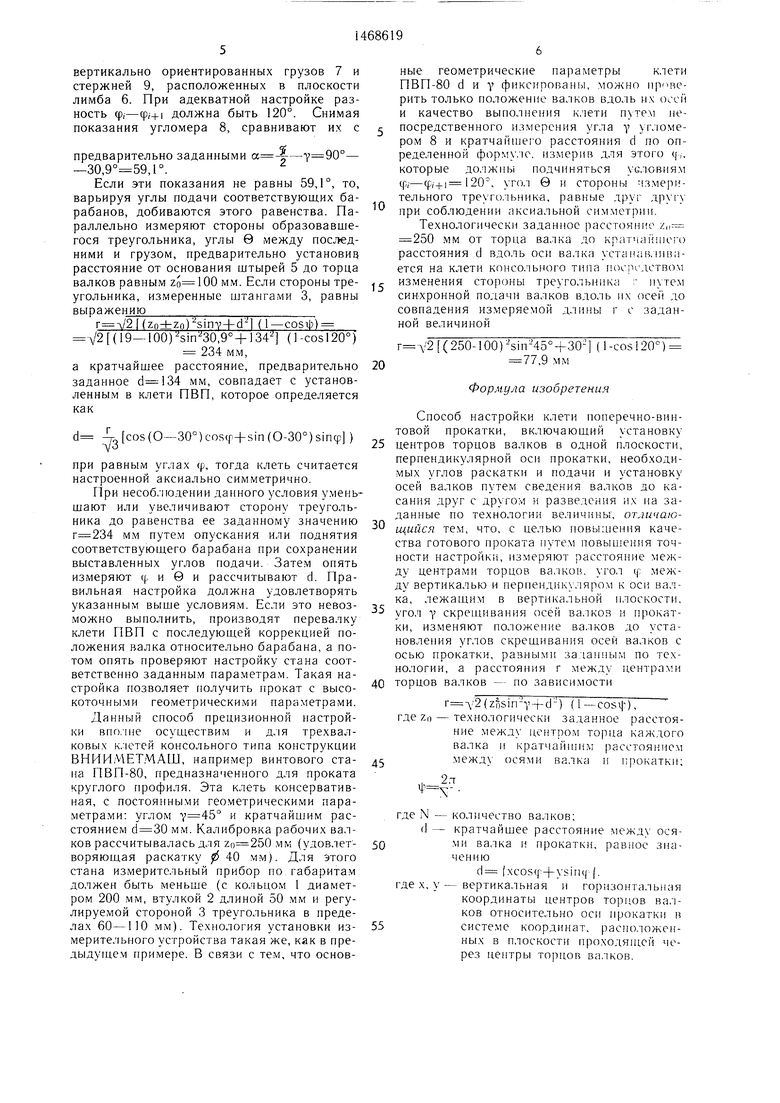
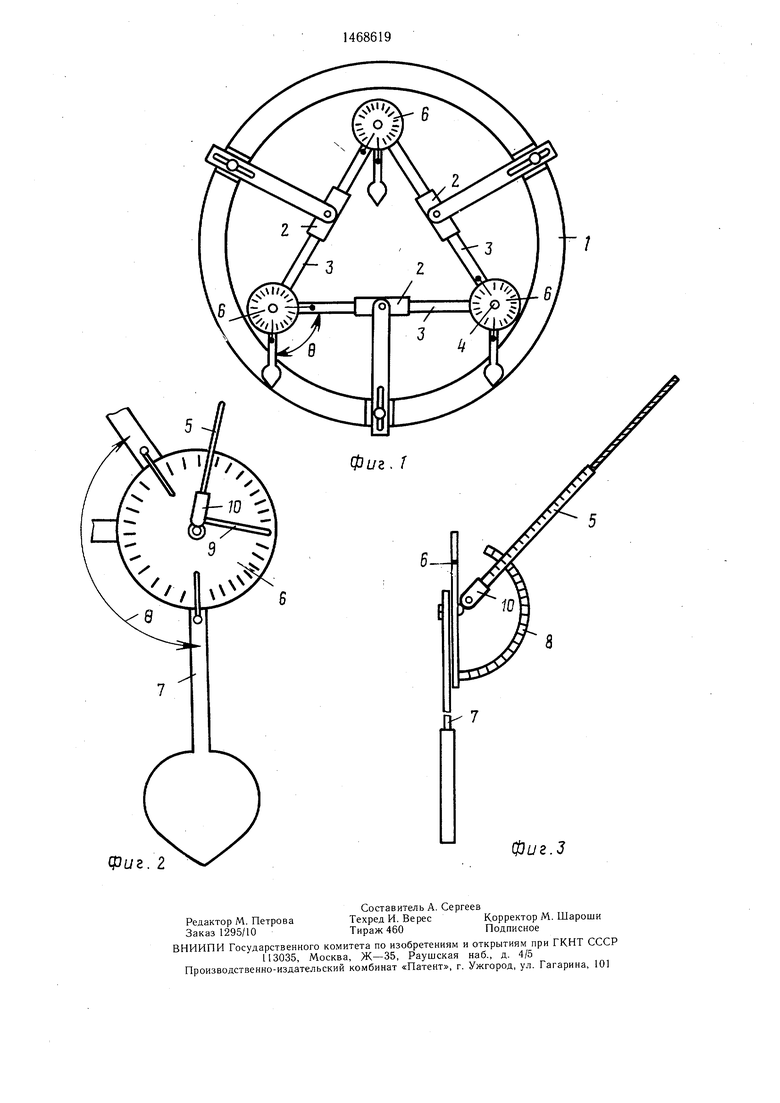
На фиг. 1 представлено устройство для настройки клети, общий вид; на фиг. 2 - измерительное приспособление, вид в плане; на фиг. 3 - то же, вид сбоку.
Перпендикулярно оси прокатки на выходной стороне клети ПВП крепится опорное кольцо 1, на котором установлены три втулки 2, могущие перемещаться как на роликах по кольцу 1, так и на салазках в плоскости этого кольца. На втулках 2 укреплены мерные штанги 3, скрепленные попарно втулками 2 и шарнирами 4 таким образом, чтобы образовать треугольник. На щарнирах 4 крепится измерительное приспособление (фиг. 2 и 3), состоящее из измерительного штыря 5, лимба 6, груза 7, угломера 8, стержня 9 и втулки 10. Измерительный штырь 5 вставляют в вырезанную цилиндрическую по(Л
лость вдоль оси валка со стороны его свободного торца. Эти полости в каждом валке имеют диаметр, равный диа.метру штыря 5, и одинаковую глубину. Лимб б относительно груза 7 может поворачиваться вокруг своей оси, при этом с помощью нанесенных делений на нем определяют угол, на который повернулся груз 7 относительно направления, параллельного кратчайшему расстоянию. Последнее фиксируют стерж - нем 9, закрепленны.м перпендикулярно к оси втулки 10, которая свободно пос ажена вдоль своей оси на штыре 5. при этом стержень 9 должен лежать в плоскости лимба 6 во время съема показаний. Угол, считываемый с лимба 6 между осью груза (вертикалью) и стержнем 9, определяет искомый угол ф Угломер 8 фиксирует угол между плоскостью лимба 6 и щтырем 5, который раj
вен -g-у. Расстояние между центрами торцов валков г отсчитывают по мерным штангам 3. С помощью лимба 6 также измеряют угол Q относительно стороны 3 треугольника и осью груза 7 (вертикалью).
С5 СХ О5
со
При настройке клети ПВП, включающей предварительную установку необходимых углов раскатки и нодачи и установку осей валков по отношению к оси прокатки путем сведения валков до касания один с другим и разведения их на заданные величины, измеряют координаты центров торцов валков на плоскости, которую они образуют, угол ш- между вертикалью и . перпендикуляром к оси валка, лежащим в этой плоскости, а также угол скрещивания осей валка и прокатки и изменяют положение валков таким образом, чтобы центры торцов валков лежали в плоскости, перпендикулярной оси прокатки разность между двумя углами ф/ и р-ч соответствующими смежным валкам, была равна 2:t/N (где N - количество валков), а расстояние между центрами торцов рап,.пи бк1.пи равны значению
(Z;sin Y+d-) U-cosMO, prjezo -технологически заданное расстояние между центром торца каждого валка и кратчайшим расстоянием; Y - угол скрещивания осей валка и
прокатки; i - номер валка;
с1 - кратчайшее расстояние между осями валка и прокатки, равное значению
а(хсо5ф+уз1Пф),
r-ie X V - вертикальная и горизонтальная координаты центров торцов валков относительно оси прокатки. Координаты отсчитывают от начала координат, совпадающего с центром равностороннего измерительного треугольника со стороны, равной г, 8 - угол между последней и вертикалью, отсчитанный по лимбу 6 Дополнительно к этому длину полученной стороны измерительного треугольника сравнивают с предварительно заданной (z,, + zo) sin 7 + d (1 -со5г1)), которая должна быть установлена при пра- вичьной настройке для, заданных d, у, го. Здесь ZO - длина отрезка измерительного штыря 5 между его основанием и торцом валка ±zo присутствует в формуле по причине измерения не расстояния между центрами торцов валков, а между точками, отстоящими от последних вдоль осей валков на отрезках, равных zb; знак ± соответствует положению очага деформации относительно кратчайшего расстояния d. Угол i|) определяют как x|)2.n/N. где N - количество валков. Если N больше трех, то вместо измерительного треугольника будет N-сторонний многоугольник.
Если технологически заданные d, v о, xi- и г не соответствуют установленным на кчети ПВП то операцию настройки повторяют варьируя дополнительно углом подачи и расстоянием от центральной точки оси валка 10 оси прокатки, добиваясь равенства априори заданных и реально полученных на клети ПВП геометрических параметров. Может получиться, что не произойдет данного совпадения, тогда необходимо проверить факт пересечения оси валка с осью барабана (образование центральной точки валка) и технологически заданное рас- стояние торца валка по его оси до центральной точки. Затем повторить названные опе- пации настройки.
В качестве примера конкретного исполнения рассмотрим настройку двух типов кле- т-ей - барабанного и консольного.
Выполним настройку трехвалковои KJieTH конструкции ЭЗТМ барабанного типа СВП- 40 предназначенной для прокатки круглого профиля 080 мм посредством валков с за- данной калибровкой, которая рассчитывалась при следующих геометрических параметрах: высота h от центральной точки валка до оси прокатки равна 180 мм угол а раскатки - 20°, угол Р подачи - 24°, торец валка со стороны калибрующего участка отстоит от центральной точки валка вдоль его оси на расстоянии (а) 215 мм.
Инвариантные геометрические параметры d и Y выражаются через названные характеристики как:
Vl-cos 24°-cos 2U°
0 cosY cosa-cos(3; cosT cos20° cos24°-0,85
у 30,86°
Расстояние от центральной точки валка вдоль его оси до кратчайщего расстояния равно
5
Ь
h- sina
sin V
180-51020° r. ,м
Ь MM.
0
Следовательно, расстояние от торца валка вдоль его оси до кратчайшего расстояния d равно zo b-a 234-215 19 мм. Перед сборкой клети валки крепят на барабанах с углом раскатки , выдерживая пересечение оси барабана и оси валка в центральной точке, отстоящей от торца вапка с меньшим диаметром образую- ш,ей на расстоянии мм. Затем произА ВОДЯТ монтаж клети и выполняют ее предварительную настройку согласно прототипу (ТИ-234ПСП-01-83). После этой операции устанавливают предлагаемый измерительный треугольник, который крепится к станине на выходной стороне клети с помощью коль50 ца 1 диаметром 600 мм и втулок 2 длиной ПО мм. Мерные штанги 3 с переменной длиной мм и шарниры поворачивают относительно кольца 1 с целью установки трех штырей 5 в вырезанные ци- щндрические полости i 6 мм перпендикулярно торцам валков вдоль их осей глубиной 50 мм.
На лимбе 6 отсчитывают углы ф для каждой вершины треугольника относительно
Ь.)
вертикально ориентированных грузов 7 и стержней 9, расположенных в плоскости лимба 6. При адекватной настройке разность ф,-ф;+| должна быть 120°. Снимая показания угломера 8, сравнивают их с
предварительно заданными ,,1°.
Если эти показания не равны 59,1°, то, варьируя углы подачи соответствующих барабанов, добиваются этого равенства. Параллельно измеряют стороны образовавшегося треугольника, углы 0 между ними и грузом, предварительно установив расстояние от основания штырей 5 до торца валков равным мм. Если стороны треугольника, измеренные штангами 3, равны выражению
r A/2(Zn + Zo)sinV + d- (1-С05ф)
V2 (19-100) sin 30,9°4-134 (1 -cosl20°)
234 мм,
а кратчайшее расстояние, предварительно заданное мм, совпадает с установленным в клети ПВП, которое определяется как
d cos (О-30°) coscp+sin (О-30°) з1пф ) л/о
при равным углах ф, тогда клеть считается настроенной аксиально симметрично.
При несоблюдении данного условия уменьшают или увеличивают сторону треугольника до равенства ее заданному значению мм путем опускания или поднятия соответствующего барабана при сохранении выставленных углов подачи. Затем опять измеряют ф и 0 и рассчитывают d. Правильная настройка должна удовлетворять указанным выше условия.м. Если это невоз- .можно выполнить, производят перевалку клети ПВП с последующей коррекцией положения валка относительно барабана, а потом опять проверяют настройку стана соответственно заданным параметрам. Такая настройка позволяет получить прокат с высокоточными геометрическими параметрами.
Данный способ прецизионной настройки впп;1не осуществим и для трехвал- ковых к;|етей консольного типа конструкции ВНИИМЕТМАШ, например винтового стана ПВП-80, предназначенного для проката круглого профиля. Эта клеть консервативная, с постоянными геометрическими параметрами: углом и кратчайшим расстоянием мм. Калибровка рабочих валков рассчитывалась для мм (удовлетворяющая раскатку 40 мм). Для этого стана измерительный прибор по габаритам должен быть меньше (с кольцом 1 диаметром 200 мм, втулкой 2 длиной 50 .мм и регулируемой стороной 3 треугольника в пределах 60-110 .мм). Технология установки измерительного устройства такая же, как в предыдущем примере. В связи с тем, что основ0
5
0
ные геометрические параметры клети ПВП-80 d и Y фиксированы, можно рить только положение валков вдоль их осой и качество выполнения клети путем непосредственного измерения угла у угломером 8 и кратчайшего расстояния d по определенной форму. ю, измерив для этого q,, которые должны подчиняться условиям Ф/-ф,--{-1 120°, угол 0 и стороны чз.мери- тельного треугольника, равные друг дрхч у цри соблюдении аксиальной симметрии.
Технологически заданное расстояние 7.,, 250 мм от торца валка до кратчайшего расстояния d вдоль оси валка уст шавлина- ется на клети консольного типа посредством изменения стороны треугольника г путем синхронной подачи валков вдоль их осей до совпадения измеряемой длины г с заданной величиной
(250-100)-sin-45°+30- (l-cosl20°) 77,9 мм
Формула изобретения
Способ настройки клети поперечно-винтовой прокатки, включающий установку
центров торцов валков в одной плоскости, перпендикулярной оси прокатки, необходимых углов раскатки и подачи и установку осей валков путем сведения валков до касания друг с другом и разведения их па заданные по технологии величины, отличающийся тем, что, с целью повышения качества готового проката ггутем повышен.м я точности настройки, измеряют расстояние между центрами торцов валков, угол ф между вертикалью и перпендикуляром к оси валка, лежащим в вертикальной плоскости, уго,т Y скрещивания осей ва,тков и прокатки, изменяют положение ва,тков до установления углов скрещивания осей валков с осью прокатки, равными sa.iaMUbirvi по тех- но/югии, а расстояния г между центрами
торцов валков - по зав1 симости
(zDsin-Y-fd) (1-cos |), где Zi) - технологически заданное расстояние между центром торца каждого валка и кратчайшим расстоянием между осями валка и прокатки;
, 2,-т
де N - количество валков;
d - кратчайшее расстояние между ося- валка li прокатки, равное значению
d (хсО5ф + у51г1(( (.
де X, у-вертикальная и горизонтальная координаты центров торцов валков относительно оси прокатки в системе координат, расположенных в плоскости проходящей через центры торцов валков.
Фиг
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| Способ контроля профиля валков клети поперечно-винтовой прокатки | 1987 |
|
SU1555006A1 |
| Способ настройки трехвалковогоСТАНА | 1979 |
|
SU801911A1 |
| Рабочая клеть стана поперечно- винтовой прокатки | 1979 |
|
SU780914A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Способ обработки калибрующего участка бочки валка клети поперечно-винтовой прокатки | 1987 |
|
SU1526913A1 |
| Способ винтовой прокатки | 1988 |
|
SU1659143A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА В КЛЕТИ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2033284C1 |
| Способ винтовой прокатки | 2021 |
|
RU2761838C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при настройке клетей поперечно-винтовой прокатки. Цель изобретения - повышение качества готового проката путем повышения точности настройки.Для настройки клети на требуемый размер углы скрещивания осей валков отсчитывают от плоскости, проходяш,ей через центры торцов валков, а расстояние между центрами торцов валков для получения требуемого диаметра проката определяют по зависимости. Осуществление настройки производится с исп ользо- ванием приспособления. 3 ил.
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Крутильный аппарат | 1922 |
|
SU234A1 |
| Донецк, 1983, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
