Изобретение относится к обработке металлов давлением и может быть использовано для определения деформируемости слитков из сталей и сплавов, склонных к образованию внутренних дефектов, с последующей оптимизацией режимов деформирования.
Цель изобретения - повышение точности определения деформируемости слитков и упрощение определения накопленной к моменту разрушения деформации.
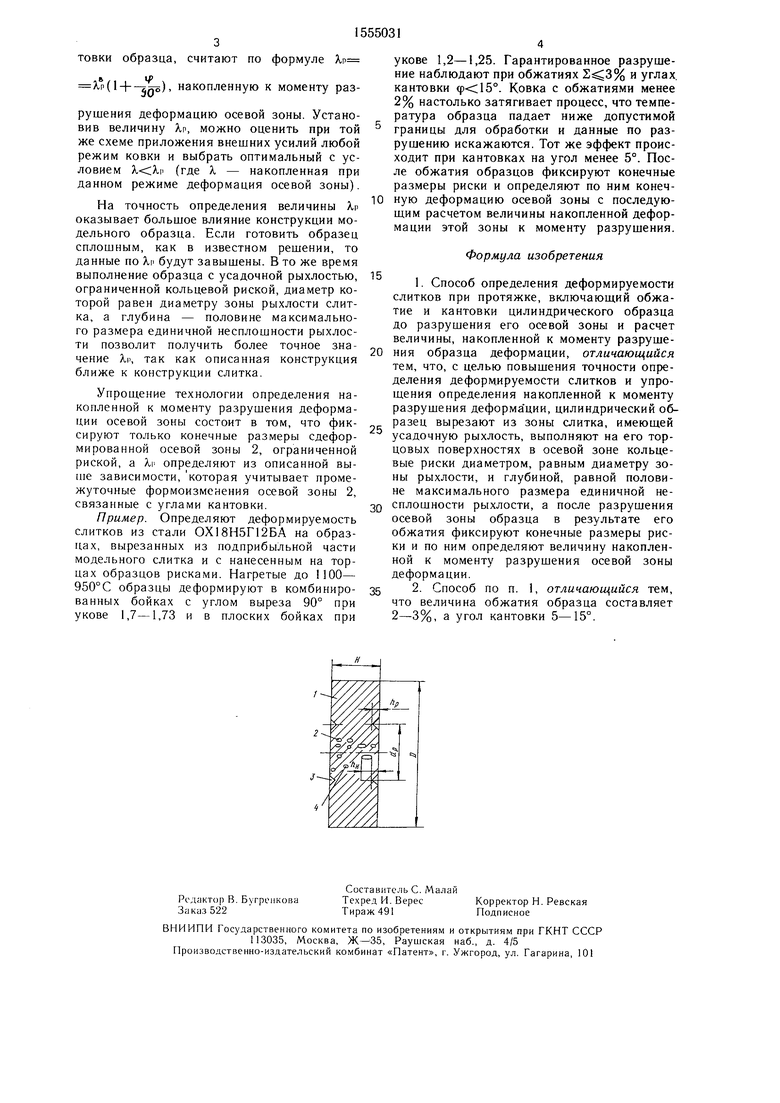
На чертеже показан образец для определения деформируемости слитков.
Способ осуществляется следующим образом.
Нагретый до температуры обработки цилиндрический образец 1 помещают между бойками пресса или молота и производят его формообразование.
Образец изготовлен с нанесенной в осевой зоне 2 кольцевой риской 3, имеет усадочную рыхлость 4, ограниченную кольцевой риской 3, диаметр которой dp равен диаметру зоны рыхлости 4 слитка, а глубина Лг - половине максимального размера единичной несплошности Ь Образец имеет соотношение размеров ,0-3,5, что обеспечивает деформирование в условиях плосконапряженного состояния Деформацию образца осуществляют до разрушения его осевой зоны.
Разрушение фиксируют визуально по появлению в осевой зоне первой трещины. После чего формообразование прекращают. Образец охлаждают и производят замер конечных размеров площади, ограниченной сдеформированной кольцевой риской Данные измерения служат основой расчета конечной деформации осевой зоны X по известным формулам. После чего, зная угол канСЛ СП
сл
о со
товки образца, считают по формуле ХР
Ч
A.(l + -gflo), накопленную к моменту раз
рушения деформацию осевой зоны Установив величину Х,п, можно оценить при той же схеме приложения внешних усилий любой режим ковки и выбрать оптимальный с условием Я.А,м (где Я - накопленная при данном режиме деформация осевой зоны)
На точность определения величины ЯР оказывает большое влияние конструкции модельного образца Если готовить образец сплошным, как в известном решении, то данные по Хм будут завышены. В то же время выполнение образца с усадочной рыхлостью, ограниченной кольцевой риской, диаметр которой равен диаметру зоны рыхлости слитка, а глубина - половине максимального размера единичной несплошности рыхлости позволит получить более точное значение А,р, так как описанная конструкция ближе к конструкции слитка
Упрощение технологии определения накопленной к моменту разрушения деформации осевой зоны состоит в том, что фиксируют только конечные размеры сдефор- мированной осевой зоны 2, ограниченной риской, а Я,| определяют из описанной выше зависимости, которая учитывает промежуточные формоизменения осевой зоны 2, связанные с углами кантовки
Пример Определяют деформируемость слитков из стали ОХ18Н5Г12БА на образцах, вырезанных из подприбыльной части модельного слитка и с нанесенным на торцах образцов рисками Нагретые до 1100- 950°С образцы деформируют в комбиниро- ванных бойках с углом выреза 90° при укове 1,7-1,73 и в плоских бойках при
укове 1,2-1,25. Гарантированное разрушение наблюдают при обжатиях и углах кантовки . Ковка с обжатиями менее 2% настолько затягивает процесс, что температура образца падает ниже допустимой
границы для обработки и данные по разрушению искажаются. Тот же эффект происходит при кантовках на угол менее 5°. После обжатия образцов фиксируют конечные размеры риски и определяют по ним конечную деформацию осевой зоны с последующим расчетом величины накопленной деформации этой зоны к моменту разрушения.
Формула изобретения
1Способ определения деформируемости слитков при протяжке, включающий обжатие и кантовки цилиндрического образца до разрушения его осевой зоны и расчет величины, накопленной к моменту разрушения образца деформации, отличающийся тем, что, с целью повышения точности определения деформируемости слитков и упрощения определения накопленной к моменту разрушения деформа ции, цилиндрический образец вырезают из зоны слитка, имеющей усадочную рыхлость, выполняют на его торцовых поверхностях в осевой зоне кольцевые риски диаметром, равным диаметру зоны рыхлости, и глубиной, равной половине максимального размера единичной несплошности рыхлости, а после разрушения осевой зоны образца в результате его обжатия фиксируют конечные размеры риски и по ним определяют величину накопленной к моменту разрушения осевой зоны деформации
2Способ по п 1, отличающийся тем, что величина обжатия образца составляет 2-3%, а угол кантовки 5-15°
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков | 1977 |
|
SU733826A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ моделирования заковки внутренних дефектов слитка | 1985 |
|
SU1263413A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ прокатки на блюминге уширенных книзу слитков стали | 1990 |
|
SU1784288A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для определения деформируемости слитков из сталей и сплавов, склонных к образованию внутренних дефектов, с последующей оптимизацией режимов деформирования. Цель изобретения - повышение точности и упрощение определения накопленной к моменту разрушения деформации. Деформируемость слитка определяют на образце, вырезанном из модельного слитка. На торцы образца в его осевой зоне наносят кольцевые риски диаметром, равным диаметру зоны рыхлости слитка, и глубиной равной половине максимального размера единичной несплошности. Подготавленный таким образом образец деформируют в нагретом состоянии до разрушения осевой зоны. Фиксируют конечные размеры риски и определяют конечную деформацию осевой зоны с последующим расчетом величины накопленной деформации к моменту разрушения по известным зависимостям. Такая методика определения деформируемости слитков при протяжке позволяет повысить ее точность. 1 з.п. ф-лы, 1 ил.
| Дзугутов М | |||
| Я Напряжение и разрывы при обработке металлов давлением | |||
| - М.: Металлургия, 1974, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
