сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на блюминге уширенных книзу слитков | 1990 |
|
SU1713694A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки блюмов | 1987 |
|
SU1463358A1 |
| Слиток | 1985 |
|
SU1297955A1 |
| СПОСОБ ПРОИЗВОДСТВА БЛЮМОВ | 2001 |
|
RU2185257C1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| Способ прокатки на блюминге | 1983 |
|
SU1176979A1 |
Способ согласно изобретению включает в себя последовательную деформацию и кантовки раската, причем деформацию начинают с уширенной части, обжатия в нечетных проходах принимают максимально возможными, а в четных проходах абсолютные обжатия принимают равными 60-65% от максимальных, вплоть до достижения максимального размера сечения раската, равного 0,7-0,8 исходной толщины слитка, после чего абсолютные обжатия в четных проходах принимают в пределах 45-50% от абсолютных обжатий в предыдущих нечетных проходах. 1 табл.
Изобретение относится к обработке металлов давлением, в частности, к технологии прокатки полупродукта в обжимных станах горячей прокатки (блюмингах).
Известен способ прокатки на блюминге, включающий последовательное обжатие металла и промежуточные кантовки, причем прокатку ведут с обжатиями;равными 9-17%, до достижения раскатом определенной высоты, а затем прокатку ведут с одинаковыми абсолютными обжатиями. Недостатком этого способа является повышенная величина обрези переднего конца раската.
Прототипом изобретения является способ прокатки,который включает последовательные, начиная с уширенной части слитка, обжатия и промежуточные кантовки. В начальных проходах до достижения раскатом толщины, равной 0,6...0,7 исходной толщины слитка, прокатку ведут с чередованием величины обжатий: в нечетных проходах - с максимальным обжатием, в четных - с обжатием, равным 0,6...0,65 от максимального. Последующую прокатку производят с максимальным абсолютным обжатием до получения требуемого размера.
Недостатком данного способа для прокатки уширенных книзу сяитков спокойной стали является повышенная величина обрези, что приводит к снижению выхода годного.
Целью изобретения является увеличение выхода годного, за счет снижения головной и донной обрези при прокатке уширенных книзу слитков спокойной стали.
Прокатка на блюминге по предлагаемому способу осуществляется следующим образом.
Проводят последовательные, начиная с уширенной части обжатия и кантовки раската, причем обжатия в нечетных проходах принимают максимально возможными, а в четных проходах абсолютные обжатия принимают равными 60-65% от максимальных.
XI
о
ю
00 00
вплоть до достижения максимального размера сечения раската, равного 0,7-0,8 исходной толщины слитка, после чего абсолютные обжатия в четных проходах принимают в пределах 45-50% от абсолют- ных обжатий в предыдущих нечетных проходах,- -. - - Такайtextfonort/w обжатий во второй-по- ловине цикла прокатки направлена на заваривание существующей в слитке усадочной рыхлости (это максимальные обжатия в нечетных проходах, когда головная часть слитка является задним концом раската) и недопущение разрушения металла по осевой рыхлости из-за внутренних напряжений при уменьшении обжатия в четных пропусках (головная часть слитка является передним концом раската). Причем, если обжатия в четных проходах принимают более, чем 50% от абсолютных обжатий в предыдущих нечетных проходах,величина обрези снижается незначительно, а при обжатии менее 45% производительность стана падает из-за ув°личения числа проходов.
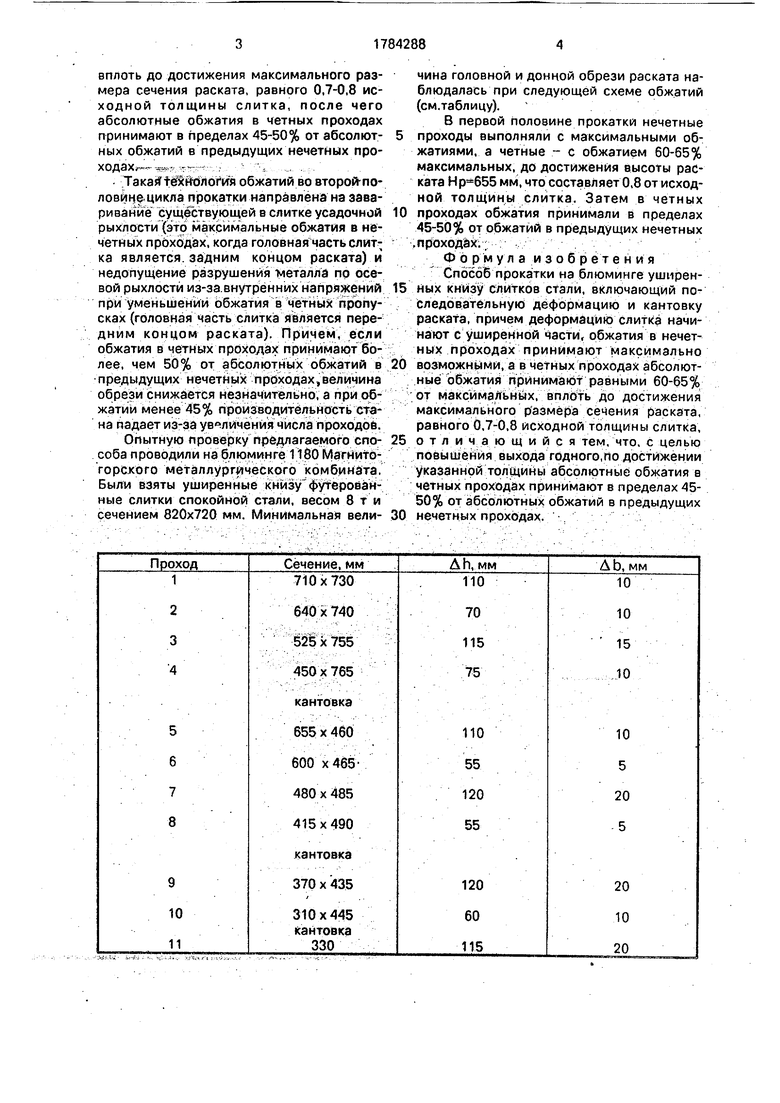
Опытную проверку предлагаемого спо- соба проводили на блюминге 1180 Магнитогорского металлургического комбината. Были взяты уширенные книзу футерованные слитки спокойной стали, весом 8 т и сечением 820x720 мм. Минимальная вели-
чина головной и донной обрези раската наблюдалась при следующей схеме обжатий (см.таблицу).
В первой половине прокатки нечетные проходы выполняли с максимальными обжатиями, а четные - с обжатием 60-65% максимальных, до достижения высоты раската мм, что составляет 0,8 от исходной толщины слитка. Затем в четных проходах обжатия принимали в пределах 45-50% от обжатий в предыдущих нечетных .проходах..
Формула изобретения Способ прокатки на блюминге уширенных книзу слитков стали, включающий последовательную деформацию и кантовку раската, причем деформацию слитка начинают с уширенной части, обжатия в нечетных проходах принимают максимально возможными, а в четных проходах абсолютные обжатия принимают равными 60-65% от максимальных, вплоть до достижения максимального размера сечения раската, равного 0,7-0,8 исходной толщины слитка, отличающийся тем, что, с целью повышения выхода годного,по достижении указанной толщины абсолютные обжатия в четных проходах принимают в пределах 45- 50% от абсолютных обжатий в предыдущих нечетных проходах.
| Способ прокатки на блюминге уширенных книзу слитков | 1990 |
|
SU1713694A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки на блюминге | 1983 |
|
SU1176979A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
