(54) ВИБРОИМПУЛЬСНЫЙ РОЛИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья слитков | 1987 |
|
SU1555048A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО СЛИТКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022699C1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО МЕТАЛЛА | 1992 |
|
RU2027544C1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТИЛЛИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1987 |
|
RU1524298C |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| Плазменная шахтная печь для переработки радиоактивных отходов низкого и среднего уровня активности | 1990 |
|
SU1810391A1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
t
Изобретение относится к металлур гии и может быть использовано для обработки заготовки в зоне вторичного охлаждения установки непрерывного литья металла.
Известен виброимпульсный ролик для обработки непрерывной заготовки, содержащий охлаждаемый жидкостью цилиндрический корпус и установленный в подшипниках сердечник, а также электроды, выполненные в виде эксцентричных колец, установленных по длине ролика на неподвижном изолированном сердечнике. Эксцентричные кольца соединены с положительным полюсом генератора иьтульсов тока, а корпус - с отрицательным полюсом.
Недостатком известного устройства яйляется невозможность его расположения в верхней брусьевой секции зоны вторичного охлаждения под кристаллизатором, что снижает эффективность удаления газов из жидкой лунки заготовки,измельчение ее макроструктуры.
Цель изобретения - улучшение ка чества заготовки и снижение энергетических затрат.
Поставленная цель достигается тем, что в виброимпульсном ролике
обработки заготовки на установке непрерывной разливки металла, содержащей цилиндрический корпус, электрод и генератор импульсного тока, электрод, расположенный по оси корпуса, выполнен полым и снабжен трубопроводом для подачи охлаждающей рабочей жидкости, а корпус закреплен консольно и соединен с генератором импульсного тока через скользящий контакт в виде пружинящей низкосялной ламели.
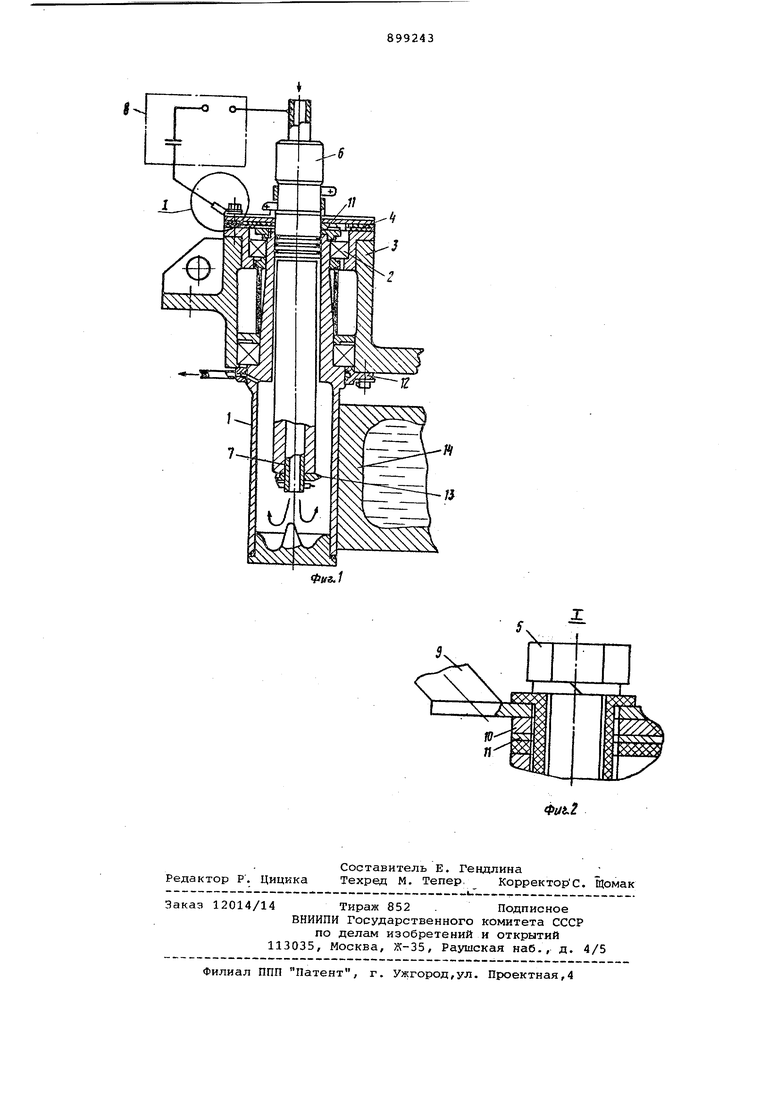
На фиг. 1 показан виброимпульсный ролик, общий вид; на фиг. 2 узел 1 на фиг.1 (узел соединения корпуса ролика с генератором импульсов тока).
Виброимпульсный ролик содержит полый цилиндрический корпус 1,установленный в подшипниковом узле 2 в брусьевой секции 3 машины непрерывного литья металла. Подшипниковый узел удерживается с помошью тарельчатой гайки 4 крепежного элемента 5, электрически изолированной от брусьевой секции 3. По оси цилиндрического корпуса 1 ролика установлен полый электрод 6, снабженный трубопроводом 7 для подачи охлаждающей рабочей жидкости внутрь корпуса 1. Электрод б соединен с положительным полюсом генератора 8 импульсного тока высокого напряжения. Отрицательный полюс генератора 8 через наконечник 9, пластину 10 элек трически связан через групповой скол зяадий контакт пружинящей низкоомной ламели 11 с тарельчатой гайкой 4. Коллектор 12 обеспечивает удаление охлаждающей рабочей жидкости.Наконечник 13 электрода б направлен в сторону внутренней стенки корпуса 1 контактирующей с отливаемой заготовкой 14. Корпус 1 ролика обеспечивает направление и под 1ержание формируемой корочки заготовки 14, а также виброимпульсную обработку жидкой лунки заготовки. При заливке металла в кристаллизатор включается генератор 8 импульсов тока и система подачи воды в трубопровод 7 через электрод б в корпус 1 ролика. Электрический ток через электрод 6, наконечник 9, пластину 10, ламел 11, тарельчатую гайку 4 и корпус ро лика производит в разрядном промежу ке рабочей жидкости электрический разряд, ударная волна которого через стенку корпуса 1 и корочку формируемой заготовки 14 передается на жидкую лунку слитка. Это способствует разрушению жид,ко-твер ой зоны слитка и образовани новых центров кристаллизации, следовательно измельчению макроструктуры заготовки уменьшению ликвидации и осевой пористости. Виброимпульсная обработка слитка на выходе его из кристаллизатора увеличивает интенсивность газовыделения. Предлагаемое устройство имеет простую конструкцию и надежно в эксплуатации. Формула изобретения Виброимпульсный ролик для обработки заготовки на установке непрерывного литья металла, содержащий цилиндрический корпус, электрод и генератор импульсного тока, о тличающийся тем, что, с целью улучшения качества заготовки и снижения энергетических затрат, электрод, расположенный по оси корпуса, выполнен полым и снабжен трубопроводом для подачи рабочей охлаждающей жидкости, а корпус закреплен консольно и соединен с генератором импульсов тока через скользящий : контакт в виде пружинящей низкоомной ламели. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2575031/22-02, кл. В 22 D 11/124, 1978.
