Изобретение относится к технологии машиностроения, может быть использовано для нанесения на поверхность цилиндрических изделий покрытий, например износостойких, коррозионно-стойких и является усовершенствованием изобретения по авт. св. № 1310147.
Целью изобретения является повышение качества покрытия.
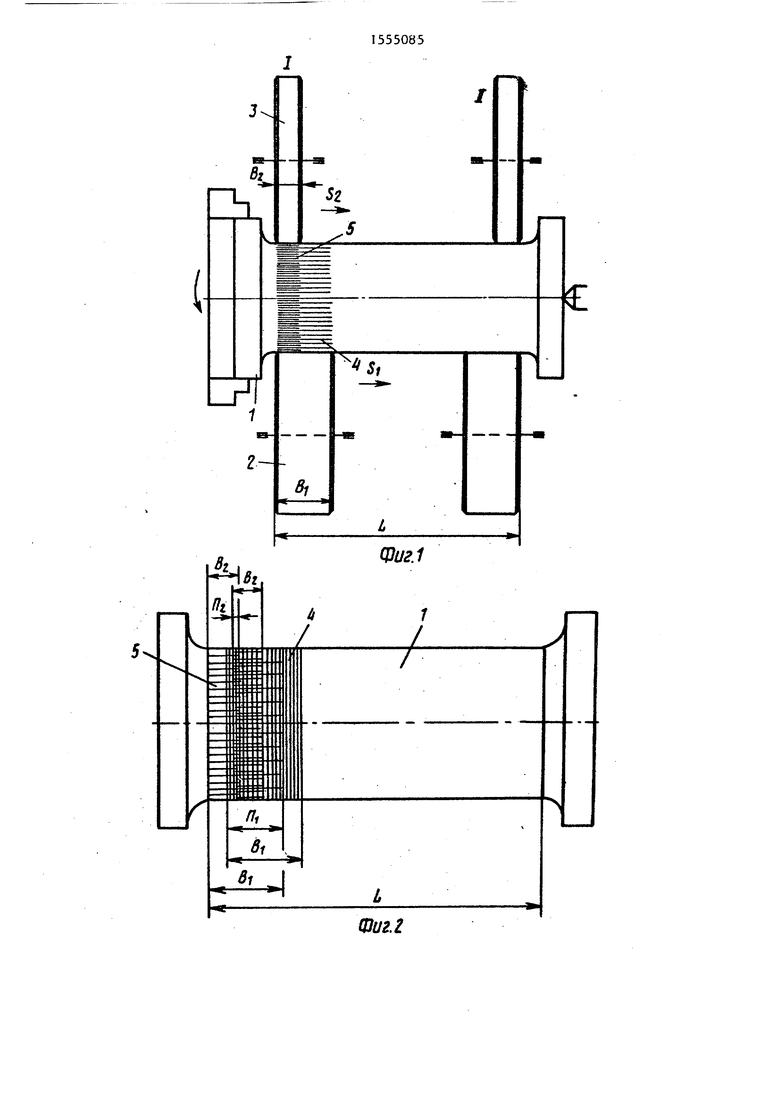
На фиг. 1 показано положение I роликов в начале наплавки и положение II после окончания наплавки; на фиг. 2 - процесс формирования покрытия за два оборота детали.
Способ заключается в цилиндрическую ограниченную поверхность детали 1 (например, шейки коленчатого вала) подают порошковый материал. К диаметрально расположенным роликовым электродам 2 и 3 прикладывают усилие прижатия. Одновременно с включением вращения детали 1 включают трансформатор тока. Сформированный и предварительно спеченный порошковый слой 4 под роликом 2 поступает под узкий ролик 3, где происходит окончательная приварка порошка. После получения замкнутого валика 5 под роликом 3 окончательного спекания включают
ел ел
СЛ
о
00 СЛ
14)
подачу роликов. Причем скорость подачи S ролика 2 шириной В меньше скорости подачи Sf ролика 3 шириной В на столько, чтобы в конечном положении TI наплавленного участка длиной L передние торцовые поверхности роликовых электродов находились в одной плоскости. П -задаваемое перекрытие навариваемых валиков под роликом 3.
Одним из условий получения качесвенного покрытия является обеспечение задаваемого перекрытия П2 навариваемых валиков под роликом 3. Из фиг. 2 видно, что скорость подачи роликовых электродов составляет на широком ролике S В - Г1( на узком - Зг В - Пг. Для наплавки ограниченного участка деталь делает п оборотов, при этом ролики совершают перемещения вдоль образующей соответственно L - В и L - Вд. Тогда деталь делает оборотов п L - В( L - В4
отсюда S
L - В,
Таким образом, задавшись шириной перекрытия П, можно определить ско- рость подачи в зависимости от длины наплавля-емого участка.
П р и м е р. Наплавляют порошок ПГ-CI на образец из стали 45 диаметром 40 мм, длиной L 60 мм на еле- дующих режимах: I 10-15 кА, усилие сжатия Р 30-40 МПа, ширина ролика предварительного спекания В 14 мм, ширина ролика окончательно15550854
го припекания В4 5 мм. Из условия получения плотного покрытия принима ют величину перекрытия П4 2 мм, соответственно скорость подачи уэ
кого ролика составляет S4 3 мм/об. Скорость подачи S широкого ролика определяют из соотношения Sf
r --B--Sz, она составляет Sf
2,5 мм/об. В результате получено покрытие толщиной h 0,5 мм на всей наплавляемой поверхности L 60 мм, прочность сцепления покрытия с основной составляет с. 170-190 МПа.
Предлагаемый способ позволяет исключить места непровара и повысить качество наплавки.
20 Формула изобре,тения
Способ электроконтак иой наплавки порошка по авт. св. № 13|0147, о т - личающийс я тем, .что, целью повышения качества п окрытйя, подачу наплавочных роликов1 вдол образующей наплавляемой детали осуществляют с разными скоростями подачи, причем
Sl
L - В - ......... 84,
де Sf и S4 В, и Вя L скорости подачи широкого и узкого роликов, мм/об; ширина широкого и узкого роликов, мм; длина наплавляемой поверхности, мм.
-at
52
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактной наплавки порошка | 1985 |
|
SU1310147A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2013 |
|
RU2550982C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| Защитное износостойкое покрытие на детали из немагнитной стали и способ его формирования | 2023 |
|
RU2815931C1 |
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1543717C |
| СПОСОБ НАПЛАВКИ ЭЛЕКТРОДНОЙ ЛЕНТОЙ | 2003 |
|
RU2237555C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ КОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНЫХ ПРОВОЛОК | 2013 |
|
RU2517640C1 |
Изобретение относится к технологии машиностроения и может быть использовано для нанесения на поверхность цилиндрических изделий покрытий, например износостойких, коррозионно-стойких. Цель изобретения - повышение качества покрытий. Способ электроконтактной наплавки порошка предусматривает осуществление наплавки двумя разнесенными по диаметру обрабатываемой детали роликами. Ширина одного из роликов в 2,5-4 раза больше ширины другого. Наплавляемый порошок подают под роликовый электрод большей ширины. Задние по ходу наплавки торцовые поверхности электродов располагают в одной перпендикулярной продольной оси наплавляемой детали плоскости. Подачу наплавочных роликов вдоль образующей наплавляемой детали осуществляют с разными скоростями подачи. При этом скорость подачи широкого ролика выбирают из соотношения S1=(L-B1/L-B2).S2, где S1 и S2 - скорости подачи широкого и узкого роликов, мм/об
B1 и B2 - ширина широкого и узкого роликов, мм
L - длина наплавляемой поверхности, мм. Способ позволяет исключить места непровара. 2 ил.
(
/ъ
/
liiiiiHilllil iiiiiiiiiiiiii
liiiHiiililll illiiinilllll liSlnii-lill
III::::::HIII
II:::::HIIII liHiiiinili liiiiiUnill
iii: «llll
li;:iii nil
Фиг.1
/
/
Фиг. 2
| Способ электроконтактной наплавки порошка | 1985 |
|
SU1310147A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , | |||
