Изобретение относится к области сварочного производства (наплавки) и может быть использовано в различных отраслях машиностроения для получения износостойкого покрытия с использованием автоматической наплавки при восстановлении изношенных и упрочнении новых деталей, работающих в условиях абразивного износа при динамических и термоциклических нагрузках, например, деталей корпуса роторной управляемой системы (РУС).
Известен способ наплавки поверхности цилиндрического изделия из патента РФ 1543717, опубл. 27.08.1995 [1].
Известное изобретения направлено на получение многослойного комбинированного покрытия, стойкого против динамических и термоциклических нагрузок. Наплавку износостойким материалом выполняют при вращении цилиндра вокруг продольной оси перемещающимися вдоль образующей цилиндра с определенной скоростью двумя наплавочными головками. Вначале наплавляют крайние участки изделия, затем наплавляют износостойкое комбинированное покрытие, состоящее из валиков вспомогательной и основной наплавки. Сначала наплавляют узкие подогревные валики из мягкого материала, затем заполняют промежутки между ними основными широкими валиками из износостойкого материала, крайние участки которых стыкуются между собой на теле узких валиков. После этого заполняют впадины на широких валиках относительно мягким материалом. Полученный комбинированный слой повторяют до заданной толщины наплавки. В каждом последующем слое горелки смещают вдоль оси наплавки на половину ширины основного валика и меняют направление их перемещения на противоположное. Нижний валик, расположенный под углом к верхнему, является препятствием для распространения трещины вглубь.
Недостатком известного изобретения является, то что использование непрерывного наплавочного процесса приводит к значительному тепловложению, что приводит к общему повышению температуры детали, которую не удается в необходимой степени снизить дополнительным охлаждением. Это приводит к неравномерному и неконтролируемому рекристаллизационному росту зерен и локальным фазовым превращениям, оказывающим негативный эффект на механические параметры изделия
Известен способ получения износостойкого покрытия на детали из патента РФ 2562576, опубл. 10.09.2015 [2].
Способ включает наплавку на обрабатываемую поверхность лазерным лучом порошкового материала в среде защитного газа с получением слоя из износостойкого материала. При этом наплавку выполняют лазерной головкой с внешним и внутренним соплами расфокусированным лазерным лучом. Порошок и защитный газ подают через зазор между соплами коаксиально лазерному лучу. Затем в полученном износостойком слое той же лазерной головкой сфокусированным лазерным лучом выполняют несквозные канавки с глубиной, превышающей половину толщины наплавленного износостойкого слоя, которые заполняют твердым смазочным материалом. Причем канавки могут выполнять глубиной 0,5…1,2 мм, шириной 0,2…0,5 мм и шагом между канавками 1,0…3,0 мм. В результате при работе детали на износ твердый смазочный материал из канавок попадает на рабочую поверхность, образуя пленку на поверхности контакта, препятствуя интенсивному износу, защищая от коррозии. Канавки обеспечивают деталь смазочным материалом на протяжении всего срока службы.
Недостатком известного изобретения является, то что формирование канавок в защитном слое, глубина которых превышает половину толщины слоя, которые способны выступить в роли концентраторов напряжений при возникновении сдвиговых нагрузок и привести к образованию трещин, ослабляющих прочность покрытия.
Известен способ получения стойкого композиционного покрытия на металлических деталях из патента РФ 2752403, опубл. 27.07.2021 [3].
Способ включает внесение в зону лазерного воздействия порошковой композиции системы Fe-Ni-Cr-Si, легированной бором, ниобием и медью, дисперсностью 60-100 мкм и непрерывную наплавку в контролируемой газовой среде аргона с азотом при мощности лазера 1,8-2 кВт. Техническим результатом изобретения является повышение твердости поверхностного слоя до уровня ≥1400 HV при достижении прочности покрытия 650 МПа на глубину до 1,2 мм за счет формирования железо-никелевой металлической основы с равномерным распределением сложных карбидообразующих включений и устойчивых фаз, повышающих адгезию и твердость покрытия.
Недостатком известного изобретения является, то что применение азота в качестве защитной атмосферы способно привести к образованию хрупких нитридных соединений. Полученная высокая твердость поверхностного слоя, приводит к снижению вязкости разрушения и стойкости покрытия к ударным динамическим нагрузкам, и увеличению хрупкости.
Известен способ электродуговой наплавки износостойкого покрытия на сталь Hardox 400 из патента РФ 2641200, опубл. 16.01.2018 [4], принятый за прототип.
Способ включает электродуговую наплавку износостойкого покрытия на сталь Hardox 400 посредством сварки плавлением с использованием порошковой проволоки EnDOtec DO*30, или EnDOtecDO*33, или SK A 70-G диаметром 1,6 мм в среде защитного газа состава: Ar 82%, CO2 18%, сварочном токе 250-300 А, напряжении на дуге 30-35 В и последующую импульсно-периодическую электронно-пучковую обработку. Указанную обработку выполняют при давлении в вакуумной камере 1⋅10-2 Па, с индукцией 0,02-0,03 Тл, при диаметре пучка от 40 до 10 мм, длительности импульса от 25 до 30 мкс и плотности энергии 15-20 Дж/см2.
Недостатком известного изобретения является, то что способ распространяется только на детали, габариты которых удовлетворяют размерам камеры установки электронно-пучковой обработки. Кроме того, использование многоэтапного метода обработки с применением вакуумных установок приводит значительному увеличению времени обработки. Применение азота в качестве защитной атмосферы, способно привести к образованию хрупких нитридных соединений. Применение электронно-пучковой обработки в вакууме существенно увеличивает трудоемкость и стоимость технологии без заметного оправданного улучшения эксплуатационных характеристик покрытия.
Технической задачей изобретения является разработка защитного износостойкого покрытия на детали из немагнитной стали и способа его формирования.
Техническим результатом изобретения является увеличение стойкости наплавляемого защитного покрытия к абразивному изнашиванию, а также твердости наплавляемого покрытия.
Указанный технический результат достигается тем, что защитное износостойкое покрытие на детали из немагнитной стали характеризуется тем, что что оно состоит, по крайней мере, из двух слоев: промежуточного и верхнего наплавленных слоев, при этом каждый слой наплавки выполнен в виде кольцевых наплавочных элементов диаметром 10-20 мм, а начало и конец каждого предыдущего кольцевого наплавочного элемента перекрыт следующим кольцевым наплавочным элементом, причем промежуточный слой выполнен проволокой марки ОК AUTROD 16.95, а верхний слой выполнен порошковой проволокой марки EnDOtec DO*30.
Указанный технический результат также достигается тем, что способ формирования заявляемого покрытия включает наплавку, по крайней мере, из двух слоев: промежуточного и верхнего наплавленных слоев, в среде защитного газа состава Ar (98%) и CO2 (2%) при скорости движения сварочной горелки вдоль поверхности детали 5-10 мм/сек, скорости подачи проволоки 2-4 м/мин, напряжении дуги 15-25 В и силе сварочного тока 100-150 А с формированием покрытия в виде кольцевых наплавочных элементов диаметром 10-20 мм при перекрытии начала и конца каждого предыдущего кольцевого наплавочного элемента следующим кольцевым наплавочным элементом, а при выполнении верхнего слоя наплавки задают траекторию сварочного трека со смещением центра последующего кольцевого элемента на 8-16 мм относительно предыдущего при ширине сварочного шва 5-10 мм, при этом для наплавки промежуточного слоя используют проволоку марки ОК AUTROD 16.95, а для наплавки верхнего слоя используют порошковую проволоку марки EnDOtec DO*30.
При наплавке верхнего слоя осуществляют выдержку между формированиями предыдущего и последующего кольцевых наплавочных элементов в течение 2-10 сек.
Раскрытие сущности изобретения.
В настоящее время актуально использование коррозионностойких немагнитных сплавов, таких как сталь марки Magnadur 501 (Deutsche Edelstahlwerke, Германия) или его аналога 08Х18Н6АГ 10С (ООО ТД СтальМаш-УРАЛ (Россия) для изготовления из них различных деталей, работающих в условиях абразивного изнашивания, ударных и динамических нагрузок.
Указанные материалы используются также для изготовления деталей корпуса роторных управляемых систем, но они не справляются в достаточной мере, помимо их основной функции – горизонтальное и наклонно-направленное бурение, каротаж и телеметрия в процессе бурения, с защитной и несущей функциями. С целью усиления последних функций деталей корпуса РУС на их поверхности авторы изобретения предлагают нанести защитное износостойкое покрытие наплавкой. Целью формируемого защитного износостойкого покрытия является увеличение стойкости к абразивному изнашиванию, ударным и динамическим нагрузкам деталей корпуса РУС.
Защитное износостойкое покрытие на детали из немагнитной стали имеет многослойную структуру наплавки и состоит, по меньшей мере, из двух слоев: промежуточного и верхнего - износостойкого. Промежуточный слой покрытия выполняется наплавкой из проволоки марки ОК AUTROD 16.95, а верхний слой покрытия из порошковой проволоки марки EnDOtec DO*30. Для достижения оптимальной морфологии и структуры покрытия достаточной является толщина покрытия до 5-8 мм.
Многослойную структуру покрытия формируют, по меньшей мере, из двух слоев в виде кольцевых наплавочных элементов, таким образом, чтобы начало и конец предыдущего кольцевого наплавочного элемента были перекрыты следующим кольцевым наплавочным элементом.
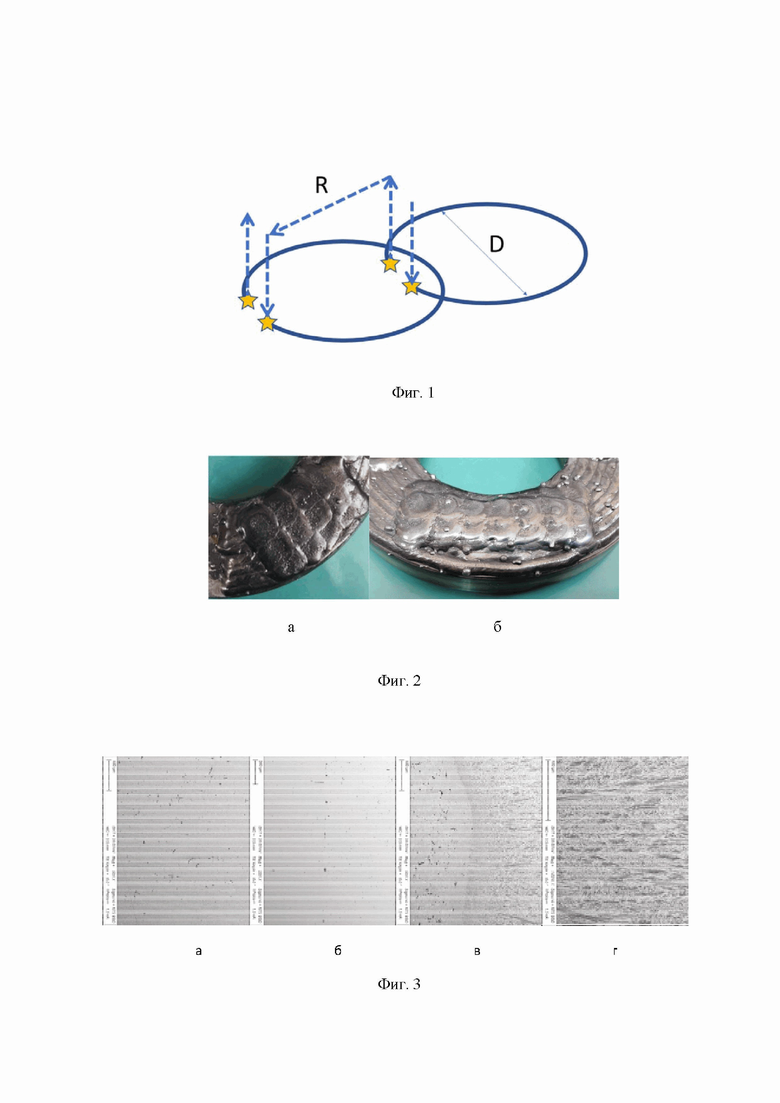
Процесс наплавки каждого слоя покрытия начинают заданием параметров траектории сварочного трека, а именно сначала задают диаметр кольца и расстояние смещения центра последующего кольца относительно предыдущего, см фиг. 1. При осуществлении процесса наплавки покрытия происходит формирование кольцевого наплавочного элемента за счет заданных параметров траектории сварочного трека и ширины сварочного шва, при этом начало и конец предыдущего кольцевого наплавочного элемента перекрывается следующим кольцевым наплавочным элементом.
Нанесение промежуточного слоя, в отличие от нанесения верхних слоев, может быть проведено без выдержки между формированием предыдущего и последующего кольцевого наплавочного элемента, заданных параметров диаметра кольца и смещения центра последующего кольца сварочного трека. При этом промежуточный слой из проволоки OK AUTROD 16.95 хорошо наносится без формирования брызг, формируя сплошную наплавку с гладкой поверхностью, которая не требует дополнительной токарно-фрезерной обработки для нанесения следующего верхнего слоя наплавки.
Процесс формирования кольцевых наплавочных элементов осуществляют в среде защитного газа состава: аргон (Ar) и углекислый газ (CO2), c использованием комплекса роботизированного манипулятора, оснащенного сварочной горелкой и источником сварочного тока по заявленному режиму наплавки.
Приборы и методы с помощью которых проводят измерения свойств покрытия.
Проводились исследования сплошности, микроструктуры, измерения толщины, твердости, стойкости к абразивному изнашиванию покрытия.
Сплошность покрытия оценивалась по перпендикулярным шлифам, подготовленным с помощью полировальных алмазных паст зернистостью от 28 до 3 мкм.
Исследование микроструктуры покрытия осуществлялось с помощью микроскопа электронного сканирующего Thermo Fisher Scientific Apreo S LoVac, оснащенного аналитическим EDS+EBSD комплексом.
Толщина покрытия за один проход составляет от 1 до 3 мм. Формирование более тонких покрытий (менее 1 мм при 1 проходе) требует параметров сварочного процесса, при которых однородность и воспроизводимость сварного шва не обеспечивается. Покрытия большей толщины (более 3 мм) формируются за счет двух-, трехслойного наплавления, при этом толщина покрытия достигает от 5 до 8 мм. При большем количестве слоев (проходов) возникают магистральные трещины в наплавке в процессе ее нанесения, вызванные несовместимостью КТР наносимых материалов. Для снижения уровня внутренних напряжений на деталь предварительно наносится промежуточный слой менее твердого материала толщиной около 2-2,5 мм.
Твердость покрытия составляет 60-70 HRC. Оценка твердости осуществлялась с помощью универсального твердомера с автоматическим датчиком силы по Виккерсу, Бринеллю, Роквеллу Stuers А/S Duramin-500.
Стойкость к абразивному изнашиванию покрытия определена с помощью лабораторной испытательной установки, работающей по принципу свободного контртела, в роли которого выступал кварцевый песок фракцией 200–300 мкм, непрерывно подающегося в пару трения испытуемый образец – вращающийся резиновый ролик. При линейной длине контакта испытуемый образец – вращающийся резиновый ролик 4309 м износ, определяемый как потеря объема испытуемого образца, составил 0,04–0,06 %.
Изобретение осуществлялось следующим образом.
При разработке изобретения был использован комплекс роботизированного манипулятора FANUC Robot ARC Mate 100iD (Япония), оснащенного сварочной горелкой и источником сварочного тока EWM Titan XQ R 400 (Германия). Материал основы – сталь марки Magnadur 501 (Deutsche Edelstahlwerke, Германия) или его аналог сталь марки 08Х18Н6АГ 10С (ООО ТД СтальМаш-УРАЛ (Россия)), порошковая проволока для наплавки EnDOtec DO*30 (Castolin Eutectic, Швейцария), проволока для промежуточного слоя OK AUTROD 16.95 (ESAB, Швеция).
Способ формирования покрытия включает наплавку с использованием наносимых материалов в виде проволок, при этом промежуточный слой выполнен наплавкой из проволоки марки OK AUTROD 16.95, верхний слой выполнен из порошковой проволоки марки EnDOtec DO*30. Наплавку на деталь проводят в виде кольцевых наплавочных элементов по заданным параметрам траектории сварочного трека, со смещением в сторону таким образом, что начало и конец предыдущего кольцевого наплавочного элемента перекрыты следующим кольцевым наплавочным элементом. Параметры траектории сварочного трека заданы диаметром кольца равным 10-20 мм и смещением центра последующего кольца на 8-16 мм относительно друг друга, при этом ширина сварочного шва составляет 5-10 мм. Выдержка между формированиями предыдущего и последующего кольцевых наплавочных элементов составляет 2-10 сек. Параметры сварочного трека подобраны экспериментальным путем.
Формирование кольцевых наплавочных элементов в среде защитного газа состава: Ar (98%) и CO2 (2%) по режиму: скорость движения сварочной горелки вдоль поверхности детали 5-10 мм/сек, скорость подачи проволоки 2-4 м/мин, напряжение дуги 15-25 В, сила сварочного тока 100-150 А. Выдержка между нанесениями предыдущего и последующего кольцевого наплавочного элемента составляет 2-10 сек. Оптимальные параметры технологических режимов процесса нанесения слоев покрытия подобраны экспериментальным путем.
Параметры процесса нанесения промежуточного и износостойких слоев аналогичны, однако, как уже отмечалось ранее, нанесение промежуточного слоя может происходить без ограничений временных выдержек, размеров диаметра и смещений относительно друг друга центров предыдущего и последующего колец сварочного трека.
Изобретение поясняются фигурами 1-3.
На фиг. 1 представлена траектория сварочного трека, по которому проходит формирование кольцевого наплавочного элемента, D – диаметр кольца, R – радиус смещения центров предыдущего и последующего колец сварочного трека.
На фиг. 2 представлен общий вид детали со сплошным промежуточным слоем, на который нанесены износостойкие покрытия при разных параметрах процесса наплавки: а – соответствует режиму примера 1; б – соответствует режиму примера 2.
На фиг. 3 представлена структура наплавки на стали марки Magnadur 501 в поперечном сечении: а - материал детали, б – граница перехода деталь / промежуточный слой, в – граница перехода промежуточный слой / износостойкое покрытие, г – износостойкое покрытие.
Были проведены исследования распределения элементного состава по глубине наплавки вдоль линии поперечного среза детали.
Состав стали марки Magnadur 501 представлен: Fe-58, Cr-19, Mn-18, остальные элементы - 5 (ат.%). В переходной области, между сталью марки Magnadur 501 и промежуточным слоем, толщиной 50 мкм происходит плавное изменение соотношения компонент до состава переходного слоя: Fe-62, Cr-19, Mn-6, Ni-7, остальные элементы - 6 (ат.%). Толщина переходной области, между промежуточным слоем и износостойким покрытием, составляет 200 мкм. Состав износостойкого покрытия: Cr <3, Mn <3, Ni <3, остальные элементы суммарно <6, железо - остальное (ат.%). Элементные составы измерены в центральных областях каждого слоя наплавки и имеют постоянные значения.
Структуру и элементный состав наплавки анализировали в двух сечениях - в сечении, параллельном поверхности наплавки, и в сечении, перпендикулярном наплавленному слою.
Анализ поперечного шлифа наплавки на образце стали, позволил выявить многослойную структуру, представленную собственно слоем наплавки, переходным слоем и слоем термического преобразования стали. Выявленные слои различаются морфологией организации структуры и, естественно, элементным и фазовым составом.
Таким образом, формирование наплавочного покрытия сопровождается созданием многослойной структуры, слои которой различаются морфологией элементов субструктуры. Граница раздела наплавка/сталь характеризуется отсутствием микропор и микротрещин.
Примеры конкретного выполнения изобретения.
Пример 1.
Наплавке подвергали образец стали марки 08Х18Н6АГ 10С по траектории сварочного трека, представленной на фиг. 1.
При осуществлении процесса наплавки покрытия, с использованием исходных материалов в виде проволок, по заявленной траектории сварочного трека происходит формирование кольцевого наплавочного элемента за счет заданных параметров траектории сварочного трека и ширины сварочного шва, при этом начало и конец сформированного кольцевого наплавочного элемента перекрываются последующим формирующимся кольцевым наплавочным элементом.
Для формирования промежуточного слоя использовали проволоку OK AUTROD 16.95 диаметром 1,2 мм, затем для формирования верхнего слоя использовали порошковую проволоку EnDOtec DO*30 диаметром 1,2 мм.
Наплавку проводили в среде защитного газа состава: Ar (98%) и CO2 (2%), при сварочном токе 150 А, напряжении на дуги 25 В, при скорости движения сварочной горелки вдоль поверхности детали 10 мм/сек, скорости подачи проволоки 4 м/мин. При наплавке задавали диаметр кольца сварочного трека равным 20 мм со смещением центра последующего кольца на 16 мм, при этом ширина сварочного шва была равна 10 мм.
Выдержка между нанесениями предыдущего и последующего кольцевого наплавочного элемента составляет 5 сек. Таким образом, формировали два слоя (промежуточный и верхний - износостойкий) наплавочного покрытия, при этом толщина покрытия составляла 5 мм.
Установлено, что покрытие имеет многослойную структуру, слои которой различаются морфологией элементов субструктуры. Выявлен градиентный характер структуры как наплавки в целом, так и каждого из обнаруженных слоев.
Установлено, что граница раздела наплавка/сталь характеризуется отсутствием микропор и микротрещин. Твердость верхнего наплавочного слоя остается неизменной по всей его глубине и превышает твердость подложки в 3,3 раза.
Пример 2.
Проводили аналогично примеру 1. Отличием является то, что наплавке подвергали образец стали марки Magnadur 501.
Наплавку проводили в среде защитного газа при сварочном токе 100 А, напряжении на дуге 15 В, при скорости движения сварочной горелки вдоль поверхности детали 5 мм/сек скорость подачи проволоки 2 м/мин. При наплавке задавали диаметр кольца сварочного трека равным 10 мм со смещением центра последующего кольца на 10 мм, при этом ширина сварочного шва была равна 5 мм.
Выдержка между нанесениями предыдущего и последующего кольцевого наплавочного элемента составляет 4 сек. Таким образом, формировали три слоя (промежуточный и два износостойких) наплавочного покрытия, при этом толщина покрытия составляла 7 мм.
Морфология, структура остаются неизменными аналогично примеру 1. Твердость верхнего наплавочного слоя по этому примеру превышает твердость подложки в 3,5 раза.
Пример 3.
Проводили аналогично примеру 1. Наплавке подвергали образец детали из стали марки 08Х18Н6АГ 10С.
Отличием является то, что наплавку проводили в среде защитного газа при сварочном токе 110 А, напряжении на дуге 20 В, при скорости движения сварочной горелки вдоль поверхности детали 8 мм/сек скорость подачи проволоки 3 м/мин. При наплавке формировали диаметр кольцевого наплавочного элемента равным 12 мм со смещением последующего кольцевого наплавочного элемента на 8 мм при этом ширина сварочного шва была равна 6 мм. Выдержка между нанесениями предыдущего и последующего кольцевого наплавочного элемента составляет 10 сек. Таким образом, формировали три слоя (промежуточный и два износостойких) наплавочного покрытия, при этом толщина покрытия составляла 8 мм.
Отличием также является то, что промежуточный слой наносили без выдержки между формированиями предыдущего и последующего кольцевых наплавочных элементов и соблюдения параметров траектории сварочного трека.
Морфология, структура остаются неизменными аналогично примеру 1. Твердость верхнего наплавочного слоя по этому примеру превышает твердость подложки в 3,4 раза.
Пример 4.
Проводили аналогично примеру 1. Наплавке подвергали образец стали марки Magnadur 501.
Отличием является то, что наплавку проводили в среде защитного газа состава при сварочном токе 135 А, напряжении на дуге 18 В, при скорости движения сварочной горелки вдоль поверхности детали 6 мм/сек скорость подачи проволоки 4 м/мин. При наплавке формировали диаметр кольцевого наплавочного элемента равным 20 мм со смещением последующего кольцевого наплавочного элемента на 15 мм, при этом ширина сварочного шва была равна 8 мм. Выдержка между нанесениями предыдущего и последующего кольцевого наплавочного элемента составляет 2 сек. Таким образом, формировали два слоя (промежуточный и верхний - износостойкий) наплавочного покрытия, при этом толщина покрытия составляла 6 мм.
Морфология, структура остаются неизменными аналогично примеру 1. Твердость верхнего наплавочного слоя по этому примеру превышает твердость подложки в 3,2 раза.
Достигнутое значение стойкости к абразивному изнашиванию по примерам 1-4 составил 0,04–0,06 %.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2016 |
|
RU2632311C1 |
| Способ дуговой наплавки композиционных покрытий | 1989 |
|
SU1655686A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467855C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| Способ электродуговой наплавки износостойкого покрытия на сталь Hardox 400 | 2016 |
|
RU2641200C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679373C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ УПОРНОЙ ПОВЕРХНОСТИ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВЫХ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2008 |
|
RU2369472C1 |
| Порошковая проволока | 2017 |
|
RU2676383C1 |
Изобретение может быть использовано для получения износостойкого покрытия автоматической наплавкой при восстановлении изношенных и упрочнении новых деталей, работающих в условиях абразивного износа при динамических и термоциклических нагрузках, например, деталей корпуса роторной управляемой системы. Каждый слой наплавки выполнен в виде кольцевых наплавочных элементов диаметром 10-20 мм, при этом начало и конец каждого предыдущего кольцевого наплавочного элемента перекрыт следующим кольцевым наплавочным элементом. Промежуточный слой выполнен проволокой марки ОК AUTROD 16.95, а верхний слой выполнен порошковой проволокой марки EnDOtec DO*30. Слои покрытия наносят в среде защитного газа состава Ar (98%) и CO2 (2%) при заданных режимах наплавки. При выполнении верхнего слоя задают траекторию сварочного трека со смещением центра последующего кольцевого элемента на 8-16 мм относительно предыдущего при ширине сварочного шва 5-10 мм, причем может быть проведена выдержка между формированиями предыдущего и последующего кольцевых наплавочных элементов в течение 2-10 с. Техническим результатом изобретения является увеличение твердости наплавляемого покрытия, а также стойкость к абразивному изнашиванию. 2 н. и 2 з.п. ф-лы, 3 ил., 4 пр.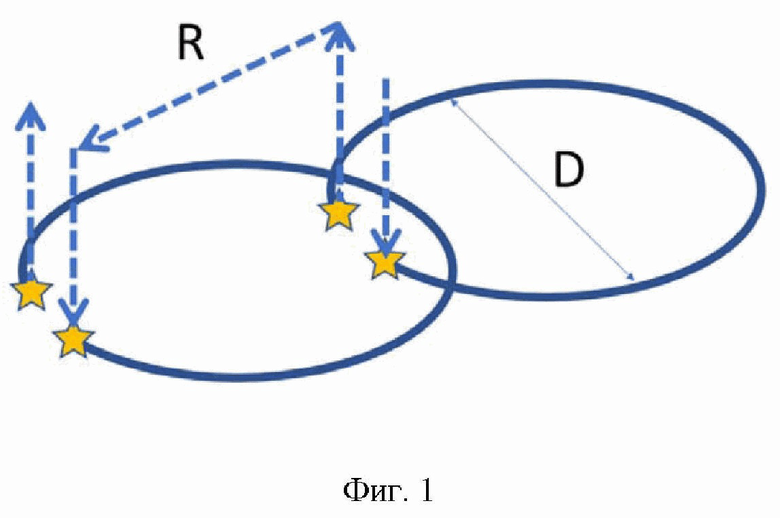
1. Защитное износостойкое покрытие на детали из немагнитной стали, характеризующееся тем, что оно состоит, по крайней мере, из двух слоев: промежуточного и верхнего наплавленных слоев, при этом каждый слой наплавки выполнен в виде кольцевых наплавочных элементов диаметром 10-20 мм, а начало и конец каждого предыдущего кольцевого наплавочного элемента перекрыт следующим кольцевым наплавочным элементом, причем промежуточный слой выполнен проволокой марки ОК AUTROD 16.95, а верхний слой выполнен порошковой проволокой марки EnDOtec DO*30.
2. Покрытие по п. 1, отличающееся тем, что его толщина составляет 5-8 мм.
3. Способ формирования износостойкого покрытия на детали из немагнитной стали, включающий наплавку, по крайней мере, из двух слоев: промежуточного и верхнего наплавленных слоев, в среде защитного газа состава Ar (98%) и CO2 (2%) при скорости движения сварочной горелки вдоль поверхности детали 5-10 мм/с, скорости подачи проволоки 2-4 м/мин, напряжении дуги 15-25 В и силе сварочного тока 100-150 А с формированием покрытия в виде кольцевых наплавочных элементов диаметром 10-20 мм при перекрытии начала и конца каждого предыдущего кольцевого наплавочного элемента следующим кольцевым наплавочным элементом, а при выполнении верхнего слоя наплавки задают траекторию сварочного трека со смещением центра последующего кольцевого элемента на 8-16 мм относительно предыдущего при ширине сварочного шва 5-10 мм, при этом для наплавки промежуточного слоя используют проволоку марки ОК AUTROD 16.95, а для наплавки верхнего слоя используют порошковую проволоку марки EnDOtec DO*30.
4. Способ по п. 3, отличающийся тем, что при наплавке верхнего слоя осуществляют выдержку между формированиями предыдущего и последующего кольцевых наплавочных элементов в течение 2-10 с.
| Способ электродуговой наплавки износостойкого покрытия на сталь Hardox 400 | 2016 |
|
RU2641200C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННО-СТОЙКОЙ ИЗНОСОСТОЙКОЙ СТАЛИ | 2015 |
|
RU2620409C1 |
| Кристаллизатор | 1989 |
|
SU1699488A1 |
| СПОСОБ РЕМОНТА СВАРКОЙ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400342C1 |
| CN 0103789524 B, 15.08.2017. | |||

