Изобретение относится к области нанесения защитных покрытий на металлические поверхности методом наплавки под слоем флюса и может найти применение при нанесении защитных актикоррозионных покрытий на внутреннюю поверхность труб для оборудования атомной и химической промышленности.
Известен способ нанесения покрытия электродуговой наплавкой под флюсом на поверхность трубы, включающий использование группы электродов, которые перемещают вдоль оси вращающейся трубы при непрерывной подаче флюса, причем в процессе наплавки трубу с обратной стороны охлаждают.
(RU 2308364, В23К 9/04, В23К 31/02, опубликовано 20.10.2007)
Недостатком указанного способа является недостаточное качество наплавленного покрытия, снижающее эксплуатационную надежность трубы. Это связано с тем, что ведение процесса наплавки в дуговом режиме сопровождается периодическим замыканием дугового промежутка, вследствие чего наплавленный слой получается неоднородным.
Наиболее близким по технической сущности является способ электродуговой наплавки металла на изделие под слоем флюса, включающий наплавку с использованием ленточного электрода и воздействие на ванну жидкого металла постоянным магнитным полем, образованным двумя электромагнитными катушками с сердечниками, формирующими разноименные полюса у концов ленточного электрода, причем торцы сердечников расположены перед ленточным электродом по направлению наплавки на одинаковом расстоянии от оси ленточного электрода и поверхности изделия.
(DE 2218078, В23К 9/04, В23К 35/30, опубликовано 25.10.1973)
Указанному известному способу также присущи недостатки способов наплавки в дуговом режиме. Кроме того, известный способ не позволяет регулировать величину магнитного поля в катушках магнитной системы, что в сочетании с неоптимальным расположением торцов сердечников относительно ванны с расплавом металла не обеспечивает возможности получения качественного наплавленного покрытия на внутренней поверхности трубы, имеющей кривизну.
Задачей и техническим результатом является разработка способа наплавки покрытия на внутреннюю поверхность трубы в электрошлаковом режиме, обеспечивающего снижение разнотолщинности наплавленного покрытия и уменьшение его неоднородности по химическому составу.
Технический результат достигается тем, что способ электрошлаковой наплавки покрытия на внутреннюю поверхность трубы включает подачу ленточного электрода, его перемещение вдоль трубы, расплавление с формированием ванны жидкого металла и воздействие постоянным магнитным полем на ванну жидкого металла, которое образуют двумя электромагнитными катушками с сердечниками с формированием разноименных полюсов у кромок ленточного электрода, при этом в процессе наплавки трубу вращают и после завершения каждого полного оборота трубы осуществляют перемещение ленточного электрода вдоль трубы, причем торцы сердечников электромагнитных катушек размещают в плоскости, параллельной плоскости ленточного электрода, с обеих сторон от его боковых кромок, наплавку первого кольцевого валика ведут при одинаковых токах питания электромагнитных катушек с сердечником, а наплавку второго и последующих валиков осуществляют при увеличении в 1,3-3 раза тока питания упомянутых катушек с сердечником по сравнению с током питания при наплавке первого кольцевого валика и с формированием «северного полюса» у кромки ленточного электрода со стороны ранее наплавленного валика металла.
Технический результат также достигается тем, что торцы сердечников размещают на расстоянии 5-30 мм от боковых кромок ленточного электрода, на высоте 5-15 мм от наплавляемой поверхности трубы и на расстоянии 0-30 мм от плоскости ленточного электрода, а в процессе наплавки внешнюю поверхность трубы над местом проведения наплавки охлаждают.
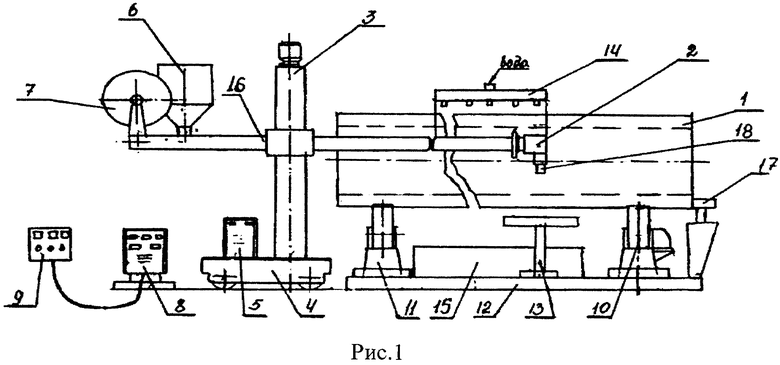
Изобретение может быть проиллюстрировано примером с использованием рис. 1-3, где
1 - труба;
2 - наплавочная головка с промежуточным флюсовым бункером;
3 - колонна для крепления консоли;
4 - тележка для перемещения наплавочной головки вдоль оси трубы,
5 - источник питания;
6 - основной флюсовый бункер;
7 - кассета с ленточным электродом;
8 - стационарный пульт управления;
9 - источник питания и пульт управления магнитной системы;
10 - приводная пара роликов роликового стенда;
11 - холостая пара роликов роликового стенда;
12 - рама роликового стенда;
13 - нагреватель сопротивлением (для предварительного подогрева);
14 - система охлаждения (спрейер и поддон для сбора воды);
15 - поддон для сбора воды;
16 - консоль;
17 - упорный ролик;
18 - ленточный электрод;
19 - жидкая металлическая ванна;
20 - шлаковая ванна;
21 - слой флюса;
22 - наплавленный валик;
23 - сердечники;
а, b, с - координаты размещения полюсных наконечников;
α - угол наклона полюсных наконечников;
VH - направление наплавки;
N - «северный» полюс магнитной системы;
S - «южный» полюс магнитной системы.
Электрошлаковую наплавку под флюсом на внутреннюю поверхность трубы 1 (рис. 1) условным диаметром Ду 850 из стали марки 10ГН2МФА вели с использованием расходуемого ленточного электрода 18 шириной 60 мм и толщиной 0,5 мм из стали типа Cr20Ni10Nb. Подачу ленточного электрода 18 и флюса вели с использованием наплавочной головки 2 (рис. 1) с промежуточным флюсовым бункером, размещенной на консоли 16 внутри трубы 1. По консоли 16, размещенной на колонне 3 для ее крепления, в зону наплавки подавали флюс из основного флюсового бункера 6 и ленточный электрод 18 из кассеты 7. Осевое перемещение наплавочной головки 2 с ленточным электродом 18 вдоль трубы 1 осуществляли с помощью тележки 4, на которой был размещен источник питания 5, соединенный со стационарным пультом управления 8 и источником питания пультом управления магнитной системы 9. Трубу 1 размещали на роликах роликового стенда, снабженного рамой 12, холостыми роликами 11 и приводной парой роликов 10, которыми осуществляли вращение трубы 1. Предварительный подогрев трубы осуществляли нагревателем сопротивления 13, а внешнюю поверхность трубы над местом проведения наплавки охлаждали с помощью системы охлаждения, включающей форсунки и поддон для сбора воды.
Воздействие на ванну жидкого металла 19 постоянным магнитным полем, которое было образовано двумя электромагнитными катушками (не показано) с сердечниками 23, формировавшими разноименные полюса («северный» и «южный») у кромок ленточного электрода 16. При этом торцы сердечников размещали на расстоянии 5-30 мм (например, а=15 мм) от боковых кромок ленточного электрода 18 на высоте 5-15 мм (например, b=10 мм) от наплавляемой поверхности трубы 1 и на расстоянии 0,5-30 мм (например, с=20 мм) от плоскости ленточного электрода 18 (рис. 2, 3).
Такое взаимное расположение сердечников 23 и образующейся жидкой металлической ванны 19 позволяет компенсировать силы, вызванные собственным магнитным полем сварочного контура (т.н. «магнитное дутье»), которые приводят к смещению жидкой металлической ванны и, соответственно, к образованию подрезов при ее последующей кристаллизации по линии сплавления между валиками и с основным металлом. Также удается предотвратить образование шлаковых включений в наплавленном металле.
Возможность изменения координат размещения торцов сердечников 23 магнитной системы относительно трубы 1 и ленточного электрода 18, а также возможность регулирования параметров режимов магнитной системы (тока в катушках) позволяют изменять величину и характер влияния создаваемого ею магнитного поля на качество формирования наплавленных валиков 22, в т.ч. при использовании лент разного сечения.
Наплавку выполняли при вращении трубы приводными роликами 10 (рис. 1) со скоростью 10 м/ч и осевом перемещении наплавочной головки 2 после завершения каждого полного оборота трубы 1. Первый кольцевой валик наплавляли при одинаковых токах питания электромагнитных катушек, подаваемых от источника питания 8 (рис. 1) катушек магнитной системы, а второй валик и последующие валики - при увеличении в 1,5 раза тока электромагнитной катушки с сердечником 23 (рис. 2, 3), формирующей «северный полюс» у кромки ленточного электрода 18 со стороны ранее наплавленного валика. Это обеспечило стабильность процесса формирования наплавляемых валиков, их равномерную толщину и позволило исключить смещение жидкой металлической ванны и устранить дефекты формообразования валиков, такие как подрезы, неровности кромок, западания между сформированными валиками.
В процессе наплавки внешнюю поверхность трубы охлаждали с использованием спрейера системы охлаждения 14 (рис. 1). Это исключает вероятность перегрева металла наплавляемой трубы и вызываемых перегревом образования закалочных структур в металле зоны термического влияния под наплавляемыми валиками. Эти структурные изменения могут привести в процессе эксплуатации наплавленной трубы к возникновению так называемых «поднаплавочных» трещин в металле трубы и к выводу трубы из эксплуатации. Применение принудительного охлаждения трубы с помощью спрейера значительно уменьшает вероятность возникновения «поднаплавочных» трещин, т.е. способствует улучшению качества наплавляемой трубы и повышению ее надежности. Осуществление способа по изобретению позволило избежать короткого замыкания между трубой и ленточным электродом, что обеспечило уменьшение неоднородности наплавленного покрытия по химическому составу.
В результате осуществления способа наплавки по изобретению на внутренней поверхности трубы было получено однородное по химическому составу антикоррозионное защитное покрытие равномерной толщины, без подрезов, западаний между валиками, пор, трещин и других дефектов, что позволяет увеличить ресурс работы наплавленных труб и их надежность в составе оборудования для атомно-энергетических станций, установок нефтехимической промышленности и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОЛЕНА ТРУБОПРОВОДА | 2022 |
|
RU2797890C1 |
| СПОСОБ НАПЛАВКИ | 2013 |
|
RU2512698C1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2174153C1 |
| Способ многоэлектродной наплавки | 1989 |
|
SU1756054A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2012 |
|
RU2514245C1 |
Изобретение относится к способу электрошлаковой наплавки покрытия на внутреннюю поверхность трубы и может найти применение при нанесении защитных актикоррозионных покрытий на внутреннюю поверхность труб для оборудования атомной и химической промышленности. Изобретение позволяет снизить разнотолщинность наплавленного покрытия и уменьшить его неоднородность по химическому и фазовому составу. Подают ленточный электрод, перемещают его вдоль трубы и расплавляют с формированием ванны жидкого металла. Воздействуют на ванну жидкого металла постоянным магнитным полем, образованным двумя электромагнитными катушками с сердечниками, формирующими разноименные полюса у кромок ленточного электрода. Наплавку ведут при вращении трубы и осевом перемещении электрода с размещением торцов сердечников в плоскости, параллельной плоскости ленточного электрода, с обеих сторон от его боковых кромок. Наплавку первого кольцевого валика ведут при одинаковых токах питания электромагнитных катушек. Наплавку второго и последующих валиков ведут при увеличении в 1,3-3 раза тока электромагнитной катушки с сердечником, формирующей «северный полюс» у кромки ленточного электрода со стороны ранее наплавленного валика металла. 2 з.п. ф-лы, 2 ил.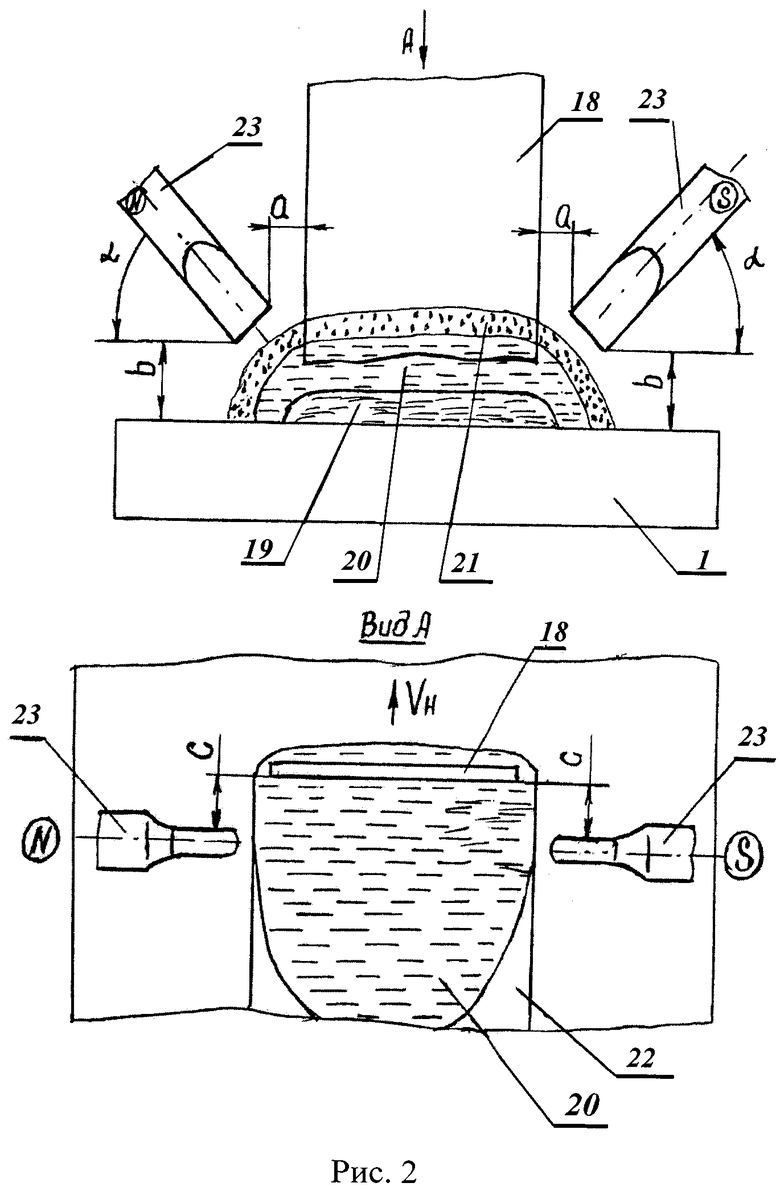
1. Способ электрошлаковой наплавки покрытия на внутреннюю поверхность трубы, включающий подачу ленточного электрода, его перемещение вдоль трубы, расплавление с формированием ванны жидкого металла и воздействие постоянным магнитным полем на ванну жидкого металла, которое образуют двумя электромагнитными катушками с сердечниками с формированием разноименных полюсов у кромок ленточного электрода, отличающийся тем, что в процессе наплавки трубу вращают и после завершения каждого полного оборота трубы осуществляют перемещение ленточного электрода вдоль трубы, при этом торцы сердечников электромагнитных катушек размещают в плоскости, параллельной плоскости ленточного электрода, с обеих сторон от его боковых кромок, причем наплавку первого кольцевого валика ведут при одинаковых токах питания электромагнитных катушек с сердечником, а наплавку второго и последующих валиков осуществляют при увеличении в 1,3-3 раза тока питания упомянутых катушек с сердечником по сравнению с током питания при наплавке первого кольцевого валика и с формированием «северного полюса» у кромки ленточного электрода со стороны ранее наплавленного валика металла.
2. Способ по п.1, отличающийся тем, что торцы сердечников размещают на расстоянии 5-30 мм от боковых кромок ленточного электрода, на высоте 5-15 мм от наплавляемой поверхности трубы и на расстоянии 0-30 мм от плоскости ленточного электрода.
3. Способ по п.1, отличающийся тем, что в процессе наплавки внешнюю поверхность трубы над местом проведения наплавки охлаждают.
| СПОСОБ ДИАГНОСТИКИ ГАЛЬВАНОЗА В ПОЛОСТИ РТА | 2002 |
|
RU2218078C1 |
| 0 |
|
SU179400A1 | |
| Способ электрической дуговой сварки | 1929 |
|
SU13780A1 |
| JP 59150681 A, 28.08.1984 | |||
| JP 58135771 A, 12.08.1983 | |||

