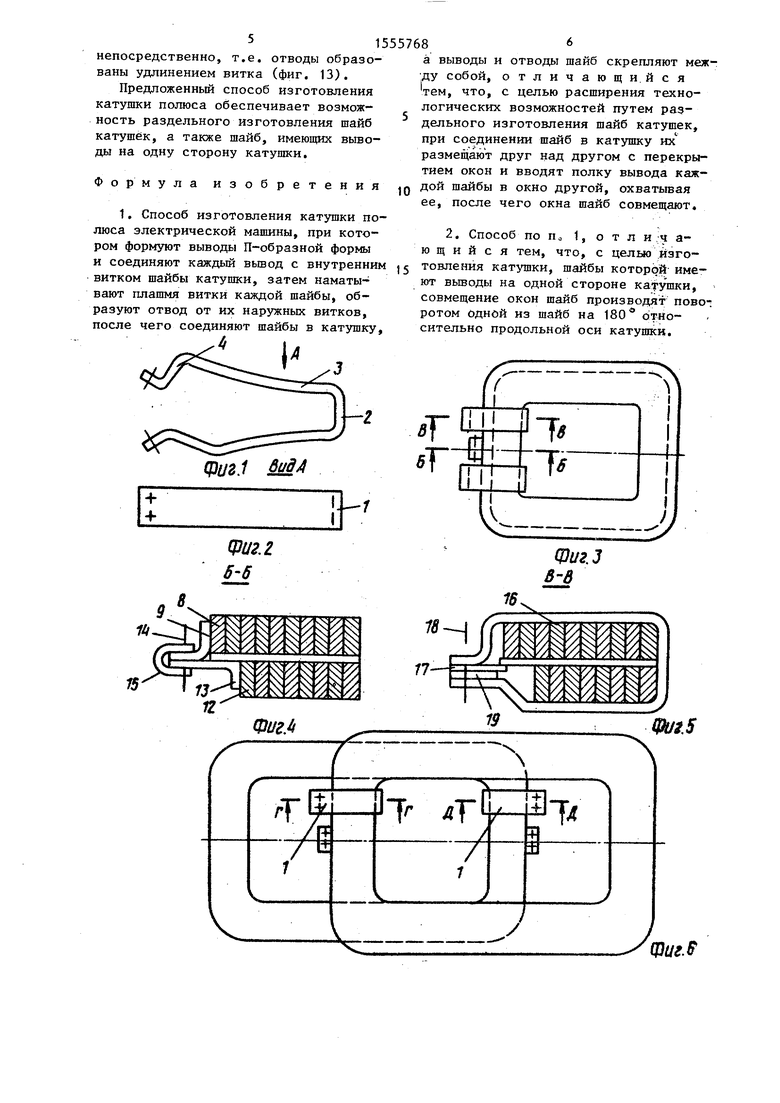
Способ осуществляется следующим образом.
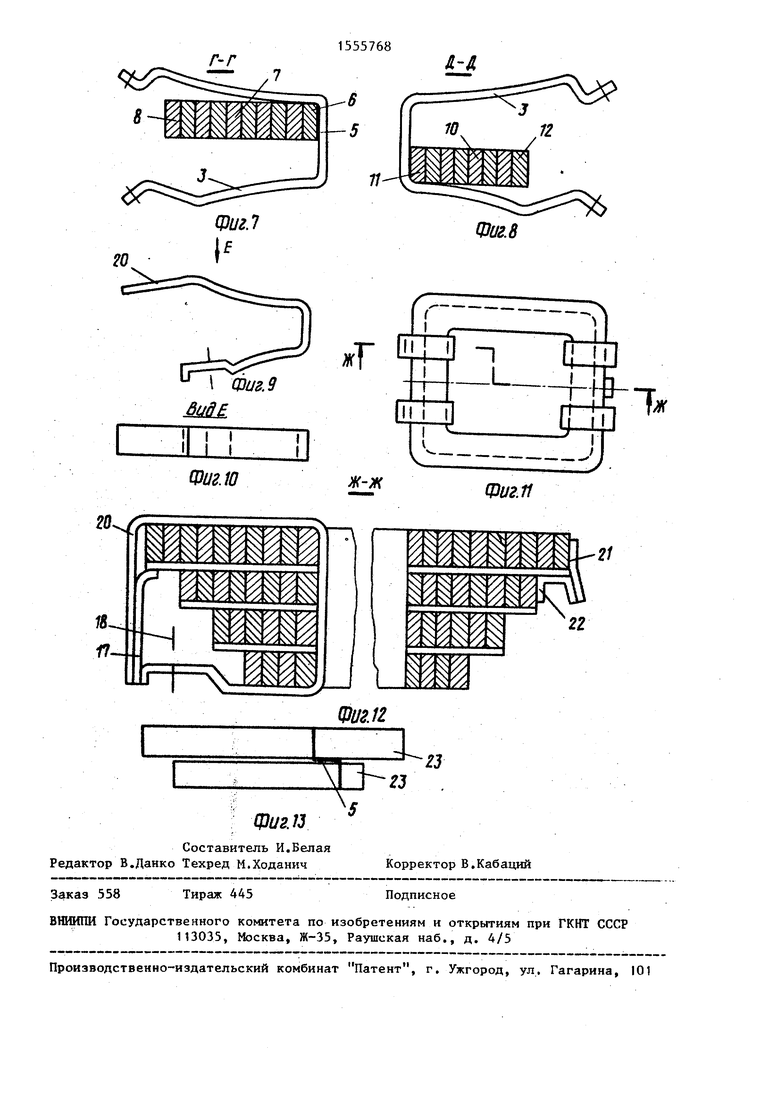
Вывод 1 формуют П-образной формы. Он содержит основание 2, полки 3 и концы 4. Основание вывода соединяют припоем 5 с концом бухты, образующим при наматывании шайбы ее внутренний виток 6. Подготовленный таким образом вывод вставляют в паз намоточно- го приспособления и наматывают витки первой шайбы 7 (фиг. 7). Последний, наружный виток 8 первой шайбы общепринятым способом соединяют с отводом 9, закрепляют виток и отрезают его от бухты. Отвод 9 может быть выполнен как продолжение витка 8.
Предпочтительно изолируют первую шайбу. Вторую шайбу 10 изготавливают аналогичным образом: соединяют вы вод с концом бухты, образующим при наматывании шайбы ее внутренний виток 11, вставляют вывод в паз намоточного приспособления и наматывают вторую шайбу (фиг. 8). Последний, на ружный виток 12 второй шайбы общепринятым способом соединяют с отводом 1 (отвод 13 также может быть выполнен как продолжение витка 12), закрепляют виток и отрезают его от бухты.
Предпочтительно изолируют и вторую шайбу.
Подготовленные таким образом шайбы соединяют друг с другом (фиг. 6). Для этого вводят отстоящую от шайбы полку 3 вывода в окно другой шайбы. После сочленения сдвигают шайбы друг относительно друга до совмещения их окон. При расположении выводов на одной стороне катушки (фиг. 3) сдвиг шайб необходимо производить с поворотом одной из шайб на 180 -вокруг продольной оси катушки, а при расположении выводов на противоположных
сторонах - без поворота.
/
Затем,,.свободные концы отводов (отстоящие OTV наружных витков шайб) соединяют друг с другом посредством припоя или крепежа 14, предпочтитель- но в последнем случае с применением скобы 15 (фиг. 4), доформовывают вывод таким образом (фиг. 5), чтобы / середина его плотно прилегала к торцевой поверхности 16 катушки, и соединяют его концы, используя припой или крепеж. 1Гри этом между концами вывода устанавливают прокладку 17с целью предотвращения возможного отгиба середины вывода от торцевой по
Q g
Q 5
0
5
40
А
- JQ
55
верхности катушки и нарушения изоляции, а при соединении концов вывода посредством крепежа 18 предпочтительно также устанавливают и технологическую планку 19, на место которой будет установлен межкатушечный проводник (часть его) при сборке магнитной системы.
На фиг. 9 изображена одна из модификаций вывода, концевая часть 20 которого только подформована. На фиг. 12 изображена одна из модификаций отводов, концевая часть 21 и 22 которых отличается от концов отводов 9 и 13. Указанные модификации вывода и отводов обеспечивают снижение габарита катушки и упрощают их соединение в магнитной системе.
На фиг. 11 и 12 показана катушка, состоящая из 4 шайб, которую можно представить как состоящую из двух самостоятельных полукатушек, каждую из которых выполняют двухслойной (из двух шайб;. В этой катушке масса наружного витка и отвода от него снижена в два раза, так как их сечение составляет половину сечения витка катушки из двух шайб.
Учитывая, что наружные витки с обеих сторон катушки подкреплены выводами, надежность их крепления в этом случае повышается. Что касается выводов катушки (фиг. 11 и 12), то их надежность также повышается за счет снижения массы как межкатушечного проводника, так и элементов их соединения с выводами, не говоря уже о повышении надежности контакта, токовая нагрузка на котором снижается в два раза.
Особый интерес катушка (фиг. 11 ,и 12) представляет в случае приме- нения ее для машины с большой токовой нагрузкой, где целью является не превышение 1000 ампервитков вокруг оси якоря для исключения подшипниковых и повышения надежности подшипниковых узлов. В этом случае соединение полукатушек в две параллельные группы якоря в противоположные стороны решает проблему относительно полюсов, обеспечивая при этом простоту конструкции и надежность межкатушечных соединений и их крепления. Возможна модификация соединения наружных витков шайб, при которой свободные концы 23 наружных вит- крв шайб соединяют друг с другом
51
непосредственно, т.е. отводы образованы удлинением витка (фиг. 13).
Предложенный способ изготовления катушки полюса обеспечивает возможность раздельного изготовления шайб катушек, а также шайб, имеющих выводы на одну сторону катушки.
Формула изобретения
1. Способ изготовления катушки полюса электрической машины, при котором формуют выводы П-образной формы и соединяют каждый вывод с внутренним витком шайбы катушки, затем наматывают плашмя витки каждой шайбы, образуют отвод от их наружных витков, после чего соединяют шайбы в катушку,
4
5
а выводы и отводы шайб скрепляют между собой, отличающийся тем, что, с целью расширения технологических возможностей путем раздельного изготовления шайб катушек, при соединении шайб в катушку их размещают друг над другом с перекрытием окон и вводят полку вывода каждой шайбы в окно другой, охватывая ее, после чего окна шайб совмещают.
2. Способ по По 1, отличающийся тем, что, с целью изготовления катушки, шайбы которой имеют выводы на одной стороне катушки, совмещение окон шайб производят поворотом одной из шайб на 180° относительно продольной оси катушки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катушки полюса электрической машины | 1987 |
|
SU1555767A1 |
| Ротор явнополюсный электрической машины | 1991 |
|
SU1816336A3 |
| Обмотка индукционного устройства высокого напряжения | 1983 |
|
SU1163369A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ СИСТЕМА ДЛЯ ПРОИЗВОДСТВА ИНДУКЦИОННЫХ ЭЛЕКТРИЧЕСКИХ КАТУШЕК | 2005 |
|
RU2370843C2 |
| Индуктор линейного цилиндрического многофазного электродвигателя | 1983 |
|
SU1098087A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| СПОСОБ ПРЯМОГО ФОРМИРОВАНИЯ ОБМОТКИ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2137279C1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ МАГНИТНОГО УДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1992 |
|
RU2109594C1 |
Изобретение относится к электротехнике, а именно к производству электрических машин постоянного тока, например тяговых электродвигателей, и может быть использовано в электромашиностроении. Цель изобретения - расширение технологических возможностей путем раздельного изготовления шайб катушек. Кроме того, данный способ дает возможность изготавливать катушки, шайбы которой имеют выводы на одну сторону катушки. Для этого отформованный в П-образную форму вывод скрепляют с концом бухты, образующим при наматывании ее внутренний виток. Вывод вставляют в намоточное приспособление и наматывают первую шайбу, которую затем изолируют. Так же изготавливают и вторую шайбу. При соединении шайб в катушку их устанавливают друг над другом с перекрытием окон и вводят полку вывода каждой шайбы в окно другой, охватывая ее, после чего окна шайб совмещают. При расположении выводов на одной стороне катушки совмещение шайб осуществляют с поворотом на 180° относительно продольной оси катушки. 1 п.з. ф-лы, 13 ил.
фцг.1 MJ
iъ к 7
12
Фиг.4
Ф«5
/Фиг.Р
Л/
Г т 1
Фиг. 9 jMl
20
16 ft.
ШК
Фиг.8
flfcfcff
22
| Иоффе, А.Б | |||
| Тяговые электрические машины | |||
| М | |||
| - Л.: Госэнергоиздат, 1957, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Катушка полюса электрической машины | 1985 |
|
SU1275654A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
