ЦЕЛЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к полуавтоматической системе для производства крупных индукционных электрических катушек, включающей стол для производства катушек, на котором работают посредством шарнирно сочлененной головки, создающей необходимое давление на каждом витке обмотки катушки при помощи приспособления, натягивающего и подающего провод. Управляет системой программируемый блок дистанционного управления, в который введены соответствующие команды, задающие характеристики катушек, которые необходимо изготовить.
Очевидная практическая польза изобретения заключается в том, что благодаря ему значительно усовершенствован применяемый в настоящее время производственный процесс путем значительного сокращения производственного цикла, достигаемого исключением некоторых производственных операций, например прессования катушек, что обеспечивает большую точность в размере получаемых катушек.
Кроме того, предлагаемый процесс позволяет управлять натяжением провода без риска его растяжения или деформации и, следовательно, позволяет производить катушки лучшего качества.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к производству катушек для двигателей и электрических трансформаторов, в частности, для крупного оборудования и, в особенности, высоковольтных систем.
УРОВЕНЬ ТЕХНИКИ
Производство крупных индукционных электрических катушек для крупногабаритного электрооборудования сопряжено с рядом проблем, возникающих из-за используемых материалов и размера катушек. Иначе говоря, изготовление и сборку такой катушки по существу необходимо выполнять вручную.
Форма катушки должна быть определена в самом начале производственного процесса, а провод должен быть выполнен так, чтобы обеспечивать заданное общее количество витков и заданное количество витков в каждом слое для получения требуемых характеристик катушки, соответствующих оборудованию, для размещения в котором она предназначена.
При изготовлении катушек традиционным способом провод обычно сильно натянут, что приводит к его деформации и, следовательно, к изменению формы катушки. Более того, для выравнивания каждого витка необходимо использовать ручной инструмент, деревянные молотки, клинья и т.п., т.е. эта процедура полностью ручная.
В настоящее время не известны системы, аналогичные системе, предлагаемой в данном изобретении, в которой исключены процессы разметки катушки и выравнивания каждого из ее витков благодаря замене наиболее трудоемких ручных операций, используемых при изготовлении обмоток крупного высоковольтного оборудования.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предлагаемая полуавтоматическая система для производства крупных индукционных электрических катушек содержит стол для производства катушек, шарнирно сочлененную головку с двойной прессующей системой, оборудование для автоматической подачи кабеля, комплект бобин для провода, подлежащего намотке, и программируемый пульт управления.
Намоточный стол содержит плиту, на которой расположены буфера и формы, приспособленные под размеры подлежащей производству катушки. Этим столом обеспечена возможность поднятия готовой катушки при помощи ряда полос, присоединенных к нему с возможностью перемещения при помощи гидросистемы. Ручные зажимные приспособления расположены с возможностью фиксации окончательных размеров катушки. По выполнении данной операции катушку поднимают со стола и подвергают следующей рабочей операции, так называемой «отделке» катушки, при которой ее слои соединяют, обеспечивая сохранение ими формы, что придает катушке большую жесткость, необходимую при последующей обработке.
Головка системы смонтирована на вращающейся рукоятке, которая скреплена с вертикальной опорой, прикрепленной к полу. На ее рабочем конце со стороны стола и провода расположены два ряда осей/колес, согласованная работа которых приводит к формированию из провода катушек.
Для обеспечения требуемой длины кабелей, подаваемых в ходе намотки, и создания давления для поддержания прямоугольной со скругленными углами формы витков предназначено гидравлическое прессующее колесо с вертикальной осью. Чтобы не повредить бумагу, покрывающую медные провода и изолирующую каждый их слой, формируемый витками катушки, указанное колесо выполнено из технического пластика. Давление колеса на кабель регулируют гидравлическим цилиндром, концы которого соединены с вращающейся рукояткой и вертикальной опорой и который также соединен с масляным гидравлическим механизмом, выполненным с возможностью поддержания равномерного давления вне зависимости от положения рукоятки.
Для поддержания плоскостности катушки служит комплект пневматических прессующих колес с горизонтальной осью, снабженный средствами управления пневматическими цилиндрами.
Благодаря работе обоих комплектов колес головка прессует каждый виток и придает ему форму, а также регистрирует каждый из них при их введении в катушку. Таким образом обеспечена возможность определения действительного размера катушки во время ее производства путем измерения положения прессующего колеса и сравнения его с расчетным значением. При этом рассматриваемая система на основе запрограммированных объективных показателей либо останавливает производственный процесс для выполнения оператором необходимой обработки катушки, либо просто информирует его об отклонении полученных размеров от расчетных значений.
Механизм автоматической подачи кабеля представляет собой несколько зажимов, установленных на рельсе с возможностью следования перемещению станка при введении кабелей, так что вводимый кабель всегда проходит по касательной к гидравлическому прессующему колесу головки.
Используемая система управления содержит устройство автоматизации с интерфейсом в виде сенсорного экрана и пультом ручного управления для обеспечения безопасности операторов станка. Указанное устройство непрерывно управляет всеми функциями системы, поворотом намоточного стола, прижатием механизма головки, перемещением вращающейся рукоятки и положением механизма подачи. Рассматриваемая система выполнена с возможностью импортирования в нее компьютером текстовых файлов с входными данными (информация о катушках, которые необходимо изготовить, и системных параметрах для управления их изготовлением) и экспортирования выходных данных (информация о процессе) при помощи локальной сети. Выходные данные содержат:
Действительные размеры готовых катушек,
Время наматывания,
Время запрограммированных остановок,
Время подготовки стола к работе и
Аварийные сигналы.
Такая информация позволяет установить связи между производственными процессами.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного понимания особенностей изобретения приведенное описание проиллюстрировано двумя страницами чертежей, которые не ограничивают объем изобретения, которые составляют его неотъемлемую часть и на которых:
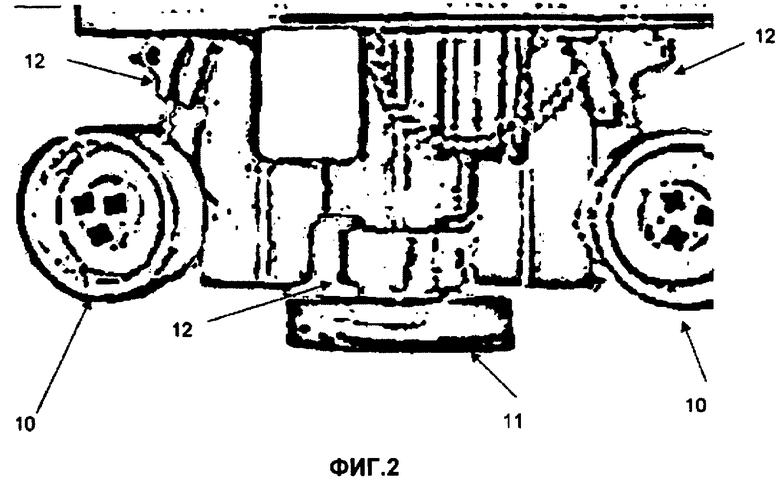
фиг.1 изображает схему расположения полуавтоматической системы для производства крупных индукционных электрических катушек и ее элементы;
фиг.2 изображает подробный вид прессующей головки; и
фиг.3 изображает схему работы механизма автоматической подачи кабеля.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Данными чертежами проиллюстрирован внешний вид и прочие характеристики изобретения.
На фиг.1 изображены схема расположения различных элементов полуавтоматической системы для производства крупных индукционных электрических катушек. Имеется зона, в которой расположены различные бобины (6) с подаваемым на катушку проводом. Провод, подлежащий намотке, выходит из бобин и направляется вдоль механизма (5) автоматической подачи, смонтированного на рельсе (7).
От механизма (5) автоматической подачи провода последний поступает к прессующей головке (2) по касательной к ее регулировочным колесам, которая установлена на рукоятке и может принимать, как показано на чертеже, рабочее положение (2) и исходное положение (4). Переход из одного положения в другое осуществляют вращением рукоятки на опоре (3), так что рабочий конец рукоятки остается незакрепленным и может выполнять рабочие действия на намоточном столе (1).
Стол (1) содержит плиту, на которой расположены буфера и формы, приспособленные под размеры подлежащей производству катушки. Этим столом обеспечена возможность поднятия готовой катушки при помощи ряда полос (9), присоединенных к нему с возможностью перемещения при помощи гидросистемы.
Всей рассматриваемой системой управляет блок (8) управления, в который подают результаты измерений, относящихся к:
- Числу оборотов катушки в ходе процесса,
- Времени наматывания,
- Времени запрограммированных остановок,
- Времени подготовки стола к работе и
- Аварийным сигналам.
Кроме того, в блок управления поступает информация о действительном положении головки (2), которую непрерывно сопоставляют с расчетным положением катушки. Блок управления останавливает производственный процесс, если расхождение расчетного и фактического положения прессующей головки требует внесения наполнителя оператором вручную.
Указанная головка, подробно изображенная на фиг.2, предназначена для размещения витков провода. С этой целью она оснащена вертикальными прессующими колесами (10), которые управляют высотой слоев и обеспечивают их плоскостность. Давление, создаваемое указанными колесами, поддерживается согласно программе соответствующих пневматических систем (12). Для обеспечения непрерывного взаимодействия кабелей, вводимых в катушку, с вертикальными колесами к ним прикреплены два дополнительных горизонтальных диска, поддерживающих контакт с вводимыми кабелями.
Указанная головка имеет горизонтальное прессующее колесо (11), которое прижимает провод и формирует виток поверх предыдущего слоя, благодаря чему обеспечена точность формы катушки. Давлением, создаваемым этим колесом, управляет гидроцилиндр (12).
Для поддержания натяжения провода и заданного угла, под которым его вводят в процесс намотки, использован механизм подачи кабеля, показанный на фиг.3. На указанном чертеже показан провод (13), принимаемый задними роликами механизма подачи, проводимый вдоль системы зажимов (14) к выходным роликам (15) и оканчивающийся за ними, так что они образуют касательную к горизонтальному колесу прессующей головки.
Механизм подачи кабеля смонтирован на рельсе (16), который обеспечивает выход провода с возможностью намотки последнего требуемым образом, как указано выше.
Приведенное описание достаточно для понимания специалистами объема изобретения и его преимуществ. Материалы, форма, размер и схемы деталей могут варьироваться в пределах объема изобретения. Следует также иметь в виду, что термины данного описания употребляются здесь в широком смысле и не ограничивают объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМОТКИ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2505371C1 |
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |
| ГИБКАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2592647C2 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2146072C1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| Автомат для изготовления электрических катушек | 1975 |
|
SU576616A2 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Намоточная головка | 1984 |
|
SU1277229A1 |

Изобретение относится к электротехнике и может быть использовано для производства крупных электрических катушек. Полуавтоматическая система для производства крупных индукционных электрических катушек включает стол для производства катушек, на котором работают посредством шарнирно сочлененной головки, создающей необходимое давление на каждом витке катушки при помощи приспособления, натягивающего и подающего провод. Управление осуществляется программируемым блоком дистанционного управления, в который введены соответствующие команды, задающие характеристики катушек, которые необходимо изготовить. Изобретение значительно сокращает производственный цикл благодаря исключению ручной работы, например при контроле размера катушек и их прессовании, и, следовательно, обеспечивает большую точность размеров получаемой катушки. Технический результат состоит в повышении качества за счет управления натяжением провода без риска его растяжения. 3 з.п. ф-лы, 3 ил.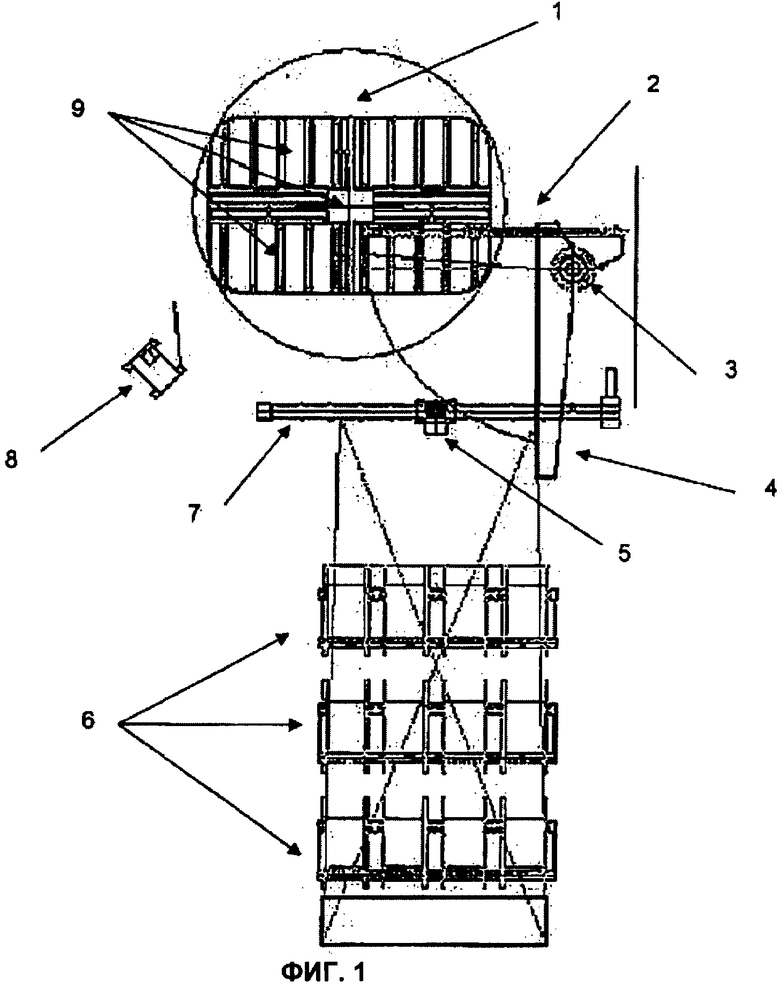
1. Полуавтоматическая система для производства крупных индукционных электрических катушек, отличающаяся тем, что она содержит прессующую головку (2 и 4) для размещения в изготавливаемой катушке витков наматываемого провода, причем указанная прессующая головка смонтирована на опоре (3), и выполнена с возможностью поворота вокруг нее и имеет комплект вертикальных колес (10), регулирующих высоту каждого слоя катушки и обеспечивающих их плотность, и горизонтальное колесо (11), прижимающее наматываемый провод, благодаря чему витки оказываются сформированы без необходимости в ручном воздействии.
2. Полуавтоматическая система по п.1, отличающаяся тем, что она содержит механизм подачи (5), выполненный с возможностью направления наматываемого проводника к прессующей головке (2) по касательной к комплекту вертикальных колес (10), благодаря чему устранены натяжение в наматываемом проводе и риск его растяжения.
3. Полуавтоматическая система по п.1, отличающаяся тем, что она содержит блок управления (8), который выполнен с возможностью управления работой пневматических систем, воздействующих на комплект вертикальных колес (10) и гидравлического цилиндра, воздействующего на горизонтальное колесо (11) путем подачи заранее запрограммированных команд в пневматические системы и на гидравлический цилиндр для поддержания этими системами и цилиндром заданного давления, создаваемого вертикальными (10) и горизонтальным (11) колесами, благодаря чему каждый виток катушки оказывается размещен согласно программе блока управления (8) без необходимости его прессования.
4. Полуавтоматическая система по п.3, отличающаяся тем, что блок управления (8) выполнен с возможностью получения информации о действительном положении прессующей головки (2) и ее непрерывного сопоставления с расчетными размерами катушки, а также остановки производственного процесса при расхождении расчетного и фактического положения прессующей головки.
| УСТОЙЧИВОЕ ПРИКРЕПЛЕНИЕ К СЕТЯМ, ПОДДЕРЖИВАЮЩИМ ТЕХНОЛОГИЮ МЕЖСЕТЕВОГО СОПРЯЖЕНИЯ ПО ПРОТОКОЛУ МАРШРУТИЗАЦИИ ПО СОСТОЯНИЮ КАНАЛА СВЯЗИ ПОСТАВЩИКА (PLSB) | 2009 |
|
RU2530312C2 |
| СТАНОК ДЛЯ РЯДОВОЙ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК НА КАРКАСЫ ЛЮБОЙ ФОРМЫ | 0 |
|
SU205953A1 |
| Устройство для намотки катушек | 1990 |
|
SU1798826A1 |
| Устройство для намотки электрических катушек | 1988 |
|
SU1636876A1 |
| Устройство натяжения провода к станкам для намотки электрических катушек | 1989 |
|
SU1654887A1 |
| Устройство для намотки электрических катушек | 1981 |
|
SU1046787A2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ЭЛЕКТРИЧЕСКИХ КАТУШЕК | 1982 |
|
SU1144540A1 |
| JP 11345732 A, 14.12.1999 | |||
| JP 3073761 A, 28.03.1991. | |||

